自動沖壓線連續模式成形功的初步研究
2021-11-03 09:13:38艾衛東桂建露胡小軍
模具工業 2021年10期
艾衛東,桂建露,胡小軍,田 媛
(江鈴汽車股份有限公司,江西 南昌 330001)
0 引 言
汽車行業競爭日趨激烈,各主機廠對汽車覆蓋件的生產成本和質量要求越來越高,車身外覆蓋件大都是全自動沖壓線生產,一般整線生產節拍為12~15件/min[1]。在高生產節拍下,壓力機和模具的前期匹配性設計的精益性十分重要,因過載導致壓力機停線造成損失[2]更不可接受。工程師根據設備額定壓力和零件CAE計算的成形力從理論上判斷零件是否適合在該沖壓線生產,在實際工作中,會碰到成形力的計算沒有問題而少數零件在調試過程中出現機床飛輪減慢甚至滑塊無法通過下止點、工作停止的情況。現以某車型頂蓋外板為研究對象,引出設備行程功和零件成形功的校核概念及計算模型,針對壓邊力在恒定值1 800 kN下零件成形功超過設備行程功問題進行理論計算和分析,并在AutoForm軟件中模擬成形性及成形功最好的變壓邊力模型,然后將變壓邊力加載模型應用于實際沖壓成形,使壓力機滿足零件沖壓的載荷要求。
1 沖壓自動生產線
沖壓自動生產線一般由拆垛機、清洗機、對中設備、多臺壓力機和機械手、線尾皮帶機等組成,如圖1所示。由于是連線、連續生產,任何壓力機出現故障,都會導致生產線停止工作。
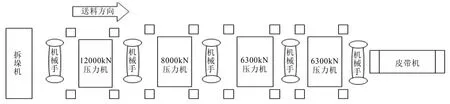
圖1 沖壓自動生產線
首臺壓力機壓力為12 000 kN,配備液壓墊,專門用于零件拉深工序的生產,沖壓件的大部分型面、關鍵外觀面和匹配面一般都在拉深工序成形,因此拉深工序所需的成形力和成形功為整線最大值,這是零件沖壓載荷校核的重點。
2 壓力機行程功和成形功
由圖2可知,壓力機工作時電機帶動飛輪運轉,飛輪積蓄能量,滑塊下行,上模接觸坯料后開始沖壓成形,電機的驅動功率小于載荷,轉速會降低,飛輪釋放能量進行補償,沖壓完成后,飛輪再次加速積蓄動能,以備下次沖壓使用,完成一個工作循環。
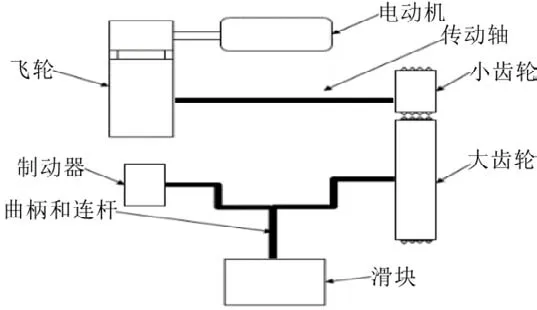
圖2 壓力機工作原理
當飛輪釋放的動能低于零件成形能量時,設備飛輪會逐步減速,零件成形難以到底并最終導致卸荷無法繼續正常工作[3],行程功表達式如下:

其中,j為飛輪轉動慣量;w為飛輪轉速。當W行程>W成形時正常工作,當W行程<W成形時飛輪減速直至壓力機工作無法進行。
圖3所示為12 000 kN壓力機自動線SPM行程功曲線,壓力機最大行程功(能量輸出值)為458 kJ,對應SPM=14次/min。實際生產小于該節拍時,滑塊速度低、對應飛輪動能小即額定行程功小;實際生產高于該節拍時,電機來不及給飛輪補充滑塊做功損失的能量,設備輸出能量即額定行程功逐漸變小。
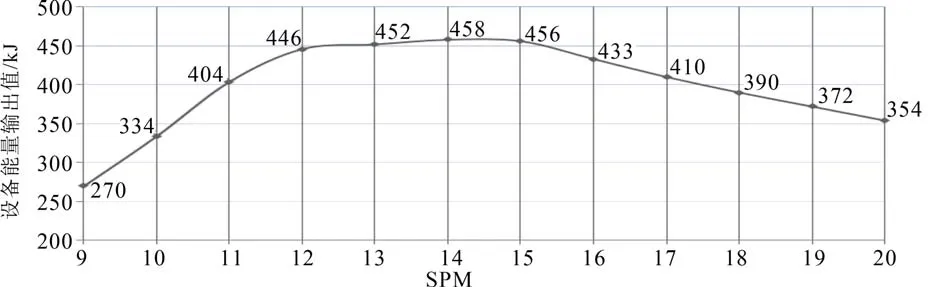
圖3 SPM能量輸出曲線
通常情況下,在理論行程功滿足所需成形功的基礎上,盡量選擇更高的SPM,因為生產效率提高,單件成本降低。但SPM過高對設備、模具運動部件沖擊載荷大、磨損大,模具應對高速生產所需的表面處理要求高,因此選擇合適的SPM需要對能耗、生產效率、設備損耗、模具零件損耗等進行綜合評估。
3 零件成形功的計算方法
成形功是成形力對模具作用距離的積分,校核成形功時應當提取CAE成形力(凹模受力或凸模受力和壓邊力之和)進行積分,即:
其中,f(x)為模具零件某一運動位移下的成形力,kN;D為模具零件運動的位移,mm。
圖4(a)所示為典型沖壓件成形力曲線,最大成形力為3 525 kN,模具零件運動位移為80 mm,按照積分法計算相應的成形功曲線如圖4(b)所示。
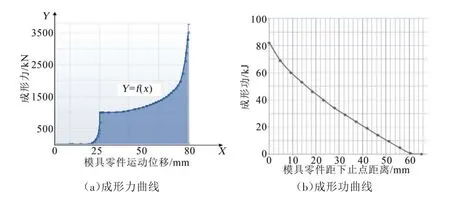
圖4 典型沖壓件成形力和成形功曲線
4 頂蓋外板成形功校核和優化
4.1 恒定壓邊力下頂蓋外板成形功校核
以某車型頂蓋外板為研究對象,如圖5所示,安排在自動沖壓線生產。零件拉深深度為128 mm,材料為DC04,料厚為0.7 mm,工藝設計SPM=12次/min,設備最大壓力F0=12 000 kN。根據材料力學性能試驗得出材料屬性為:彈性模量為210 GPa,泊松比為0.3,屈服強度為 163 MPa,抗拉強度為 295 MPa,加工硬化指數為0.22,塑性應變比為1.88。
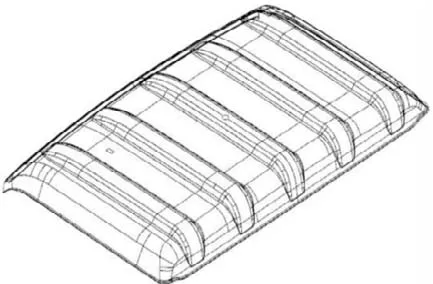
圖5 頂蓋外板模型
當生產線開始調試時,機床飛輪出現減慢現象,生產幾個零件后設備就停止報錯,然而成形力的校核計算沒有問題,可判斷是零件成形功不足。
拉深工序CAE模擬:將模面數據轉換成IGS文件格式導入AutoForm軟件,并利用其工具設定模塊生成凹模、壓邊圈、凸模等工具體,圖6所示為劃分網格后的頂蓋外板拉深有限元模型。
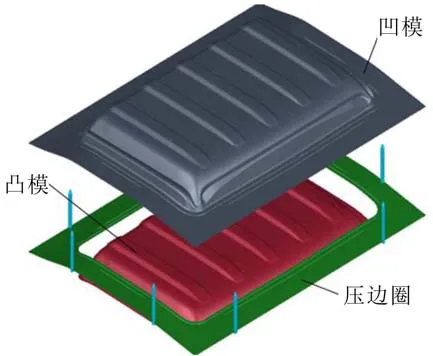
圖6 頂蓋外板拉深有限元分析模型
初始分析設定的成形工藝參數如下:摩擦因數為0.15,壓邊力采用恒定值1 800 kN,壓邊圈行程為185 mm,單元格類型為EPS11,設置好后提交求解器進行CAE模擬計算。根據CAE分析的成形力曲線(見圖7),零件最大成形力為5 371 kN,成形力在設備額定壓力之內。
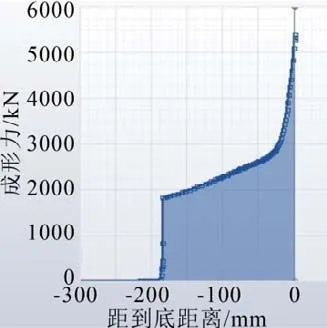
圖7 頂蓋外板成形力曲線
根據成形力曲線,經過積分計算,得到零件所需成形功為459 kJ,超過了設備允許值,即SPM=12次/min時的能量最大輸出值446 kJ,如圖8所示。因此,在恒定1 800 kN壓邊力和SPM=12次/min的工況下生產,設備輸出能量無法滿足零件成形功的要求。
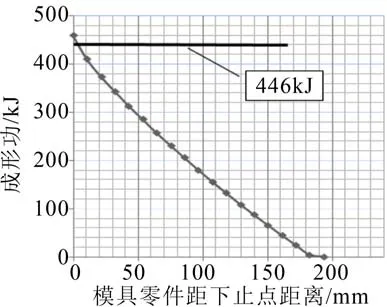
圖8 頂蓋外板成形功曲線
4.2 頂蓋外板成形功優化
由于恒定1 800 kN壓邊力條件下零件成形功超出設備最大輸出能量,考慮板料在成形過程中的壓邊力隨凹模行程變化而相應變化[4]。為解決恒壓邊力成形出現的成形功超差,提出了變壓邊力控制技術,對恒定的壓邊力曲線進行優化,得到優化后的變壓邊力曲線如圖9所示。
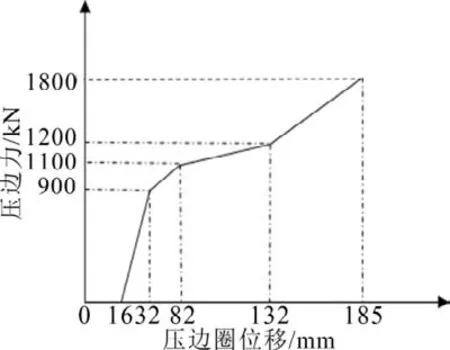
圖9 變壓邊力加載方式
將優化后的變壓邊力曲線導入AutoForm軟件進行模擬,頂蓋成形性良好,未出現起皺、成形不充分、破裂等現象,變壓邊力CAE模擬的拉深件如圖10所示。零件在變壓邊力條件下成形力和成形功曲線如圖11和圖12所示,零件所需成形功為342 kJ,低于SPM=12次/min時設備能量輸出值446 kJ的額定要求,因此可滿足生產要求。
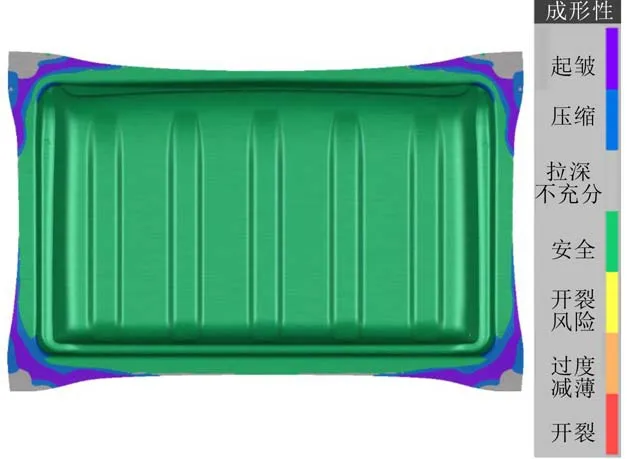
圖10 變壓邊力模擬的拉深件
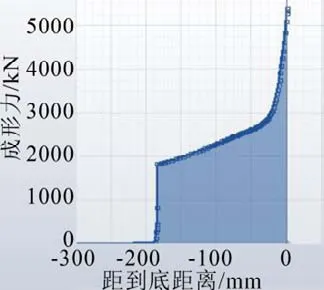
圖11 工藝優化后成形力曲線圖
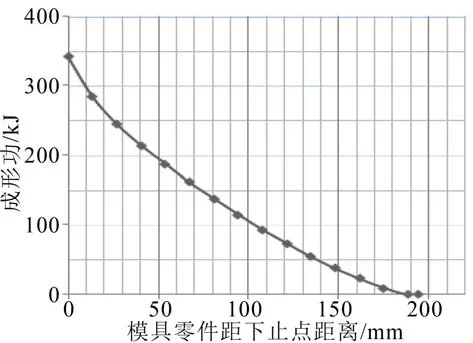
圖12 工藝優化后成形功曲線
4.3 變壓邊力試模驗證
頂蓋外板基于變壓邊力成形仿真進行實際試模,并將變壓邊力加載曲線導入設備,導入后壓邊力界面如圖13所示。最終調試穩定得到的零件如圖14所示,頂蓋外板拉深成形質量良好,試模結果與仿真結果一致,滿足頂蓋外板在自動連續模式下大批量生產的需求。

圖13 壓邊力界面設定

圖14 實際沖壓零件
5 結束語
針對頂蓋外板在恒定壓邊力工況下實際成形功超出設備行程功的問題,借助AutoForm軟件,采用變壓邊力的技術對恒定壓邊力曲線進行優化,得到更適合和更精準的變壓邊力曲線,目前該技術已用于生產。成形功校核模型的建立和最佳變壓邊力曲線的運用,不僅降低了零件生產過程消耗的能量,而且可以獲得良好的成形質量。復雜拉深成形過程中壓邊力是變化的,需要根據拉深工藝的要求進行變壓邊力的控制。該案例對于同類技術的推廣和應用擴大化具有實際指導意義。
之后的工作應進一步考慮:①如何從成形功的理論數據倒推理論壓變力曲線,而不是逆向設計;②壓力取點優化,進一步光順曲線尋求最優壓力逼近;③考慮一定的安全裕度設定;④分析不同SPM曲線下的各類計算模型對量產過程中的零件壓力曲線進行優化,降低生產過程中的能耗;⑤擴展至對模具前期的壓力機選型及零件設計提出前瞻性的指導意見。
