某車型后門檻加強板沖壓起皺問題分析及優(yōu)化
2021-11-03 09:13:42譚超河李兵文唐全敏
模具工業(yè) 2021年10期
譚超河,李兵文,唐全敏
(柳州滬信汽車科技有限公司,廣西 柳州 545007)
0 引 言
后門檻加強板在車身結(jié)構(gòu)中屬于內(nèi)部結(jié)構(gòu)件,位于側(cè)圍門框三角區(qū)域,匹配位置和焊點較多,對側(cè)圍整體結(jié)構(gòu)的剛性也有重要的影響,因此其尺寸精度和表面質(zhì)量有較高的要求。現(xiàn)基于后門檻加強板在車身結(jié)構(gòu)位置的局限性,在無法更改零件結(jié)構(gòu)的前提下,對沖壓工藝、模具結(jié)構(gòu)、壓力機精度等因素進行深入剖析,采用合理的改進方式,消除零件起皺缺陷,提升零件成形質(zhì)量。
1 后門檻加強板結(jié)構(gòu)及起皺部位
圖1所示為某車型后門檻加強板結(jié)構(gòu),整體形態(tài)趨近于三角形,靠門框的側(cè)壁和法蘭面受側(cè)圍造型限制設計成與門框圓弧相似的形狀。整車中后輪罩外板、前護板、門檻外加強板、門檻外加強板支架等中大型結(jié)構(gòu)件均與其搭接,焊點遍布四周翻邊法蘭及內(nèi)部面。按照零件尺寸公差要求,搭接面公差為±0.5 mm,且表面不允許存在褶皺。
后門檻加強板起皺位置如圖2所示,對應圖1中方框處。該位置處于后門檻加強板內(nèi)表面搭接區(qū)域,對應于側(cè)壁弧面切線交點附近,現(xiàn)場零件起皺特征狀態(tài)明顯,經(jīng)現(xiàn)場多輪調(diào)試起皺問題未得到改善。

圖1 后門檻加強板造型結(jié)構(gòu)

圖2 起皺位置
2 后門檻加強板起皺分析及優(yōu)化
2.1 前期工藝分析
后門檻加強板為乘用車型的結(jié)構(gòu)關鍵控制件之一,材料選用高強鋼HC340/590DP,料厚為1.4 mm,外形尺寸為493 mm×440 mm×89 mm。在零件設計前期,考慮模具開發(fā)的經(jīng)濟性,采用沖壓工藝生產(chǎn),整體工藝為落料沖孔、成形翻邊、沖孔和側(cè)沖孔,如圖3所示。工藝較為簡單,零件基準面沒有較多的拉深。零件呈倒“幾”字成形,先下翻邊再上翻成形2個法蘭。
采用AutoForm R7.0軟件并結(jié)合設定工藝對零件進行有限元模擬分析,推算最大成形力。分析結(jié)果如圖4所示,零件成形到底前10、5 mm及到底狀態(tài)均未出現(xiàn)圖2所示的起皺現(xiàn)象,結(jié)合起皺準則和變量分析,起皺變量為0,如圖5所示,沒有起皺風險。

圖4 零件到底過程狀態(tài)

圖5 起皺變量無異常
2.2 模具結(jié)構(gòu)設計分析
后門檻加強板模具上壓料結(jié)構(gòu)如圖6所示,選用型號X075-50的氮氣缸,壓料行程為37 mm,共使用6個氮氣缸,單個氮氣缸的壓料力為10.6 kN,計算總上壓料力為63.6 kN。模具下壓料結(jié)構(gòu)如圖7所示,選用型號X1500-75的氮氣缸,壓料行程為64 mm,共使用6個氮氣缸,單個氮氣缸的壓料力為22.8 kN,計算總下壓料力為136.8 kN。使用該壓料機構(gòu)進行模擬分析,結(jié)果如圖8所示,零件成形到底前5 mm出現(xiàn)起皺。
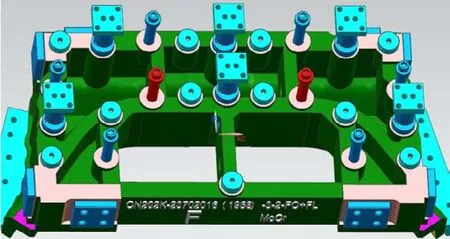
圖6 上壓料結(jié)構(gòu)

圖7 下壓料結(jié)構(gòu)
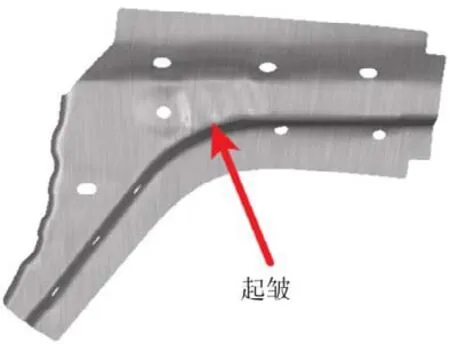
圖8 零件成形到底前5 mm起皺
2.3 壓料力設計理論分析
通過產(chǎn)品說明書中得知該氮氣彈簧為符合彈力原理,壓料力計算如下:

其中,L為沖裁長度,mm;t為板料厚度,mm;θ為材料的抗拉強度,MPa;K為沖壓系數(shù)。
零件材料為高強鋼HC340/590DP,料厚為1.4 mm,經(jīng)過計算得出下翻邊壓料力理論值約56 kN,上翻邊壓料力理論值約172 kN(零件為倒“幾”字方向成形,下翻邊用的是上壓料力,上翻邊用的是下壓料力)。
3 模具結(jié)構(gòu)分析及優(yōu)化
結(jié)合沖壓工藝特點、理論知識和現(xiàn)場模具結(jié)構(gòu)進行分析,發(fā)現(xiàn)前期工藝分析時使用的壓料力是AutoForm軟件系統(tǒng)默認計算的最大壓料力300 kN,壓料力為恒力且偏大。實際模具結(jié)構(gòu)設計使用的是氮氣彈簧,壓料力呈現(xiàn)指數(shù)分布,最大壓料力為136.8 kN,而理論計算中該后門檻加強板上翻邊所需壓料力約172 kN。由此可見,模具實際壓料力未達到理論所需值,需要對模具結(jié)構(gòu)進行優(yōu)化以增加壓料力。
經(jīng)過與模具設計工程師討論,同時考慮經(jīng)濟性原則,下翻邊理論壓料力與實際差異僅7.6 kN,可以保留現(xiàn)狀;上翻邊壓料力與理論差異較大,相差35.2 kN,且上翻邊壓料力為該零件的主要成形力,所以需要在現(xiàn)有結(jié)構(gòu)的基礎上將下壓料機構(gòu)增加3個氮氣缸,使下壓料力為205.2 kN≥172 kN。經(jīng)模擬分析,優(yōu)化后零件成形到底前5 mm的狀態(tài)如圖9所示,未出現(xiàn)起皺現(xiàn)象,起皺變量<0.03 mm(結(jié)構(gòu)件起皺變量分析預測判斷標準在0.03 mm以內(nèi))。模具整改后生產(chǎn)的零件實物如圖10所示,起皺狀態(tài)消失,表面質(zhì)量達到預期要求。

圖9 優(yōu)化后零件起皺變量

圖10 零件實物
4 結(jié)束語
從沖壓工藝、模具結(jié)構(gòu)及相關理論等方面剖析后門檻加強板起皺問題,其原因為模具結(jié)構(gòu)設計的壓料力與前期工藝分析具有差異,提出并實施了整改方案,下壓料機構(gòu)增加3個氮氣缸,使下壓料力達到理論所需值。這說明了在模具結(jié)構(gòu)設計中驗證壓料力的必要性,能縮短后期模具調(diào)試周期。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(2016年15期)2016-12-01 05:31:22
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
