鐵基粉末冶金鍍鋅工藝
2021-11-03 05:31:48劉虹驛鄭微
電鍍與涂飾 2021年19期
關鍵詞:工藝
劉虹驛,鄭微
(煙臺東星集團有限公司,山東 煙臺 264000)
鐵基粉末冶金是以各種金屬粉末為原料,經過磨具壓制成型,再通過高溫燒結獲得毛坯件,接著進行熱處理、拋丸、噴砂等工序所得的成品,近幾年被廣泛應用于機械制造中的齒輪、含油軸承等零件。鍍鋅是鐵基粉末冶金件的常用表面防腐技術。但鐵粉和其他金屬粉末在壓制成型過程中產生了大量的孔隙,這給鐵基粉末冶金件的電鍍帶了不少困難。因此,鐵基粉末在電鍍前必須進行封孔,以保證電鍍過程中溶液不滲入基體孔隙,以及電鍍后的裝配過程中不會出現“吐酸”等不良故障。
1 粉末冶金鍍鋅工藝的選擇
粉末冶金在壓制成型過程中產生大量孔隙,在選擇鍍鋅工藝時可根據其壓制后的密度來決定。壓制密度高的粉末冶金可以選擇堿性鋅酸鹽體系,壓制密度低的粉末冶金則選擇氯化鉀體系。筆者所在公司的鐵基粉末冶金壓制后的密度為(6.95 ± 0.05) g/cm3,因此選擇氯化鉀體系鍍鋅工藝。
2 鍍鋅工藝流程
封孔→拋丸→超聲波去灰→熱水洗→冷水洗→活化→冷水洗→純水洗→氯化鉀鍍鋅→冷水洗→熱水洗→冷水洗→出光→冷水洗→藍白鈍化→冷水洗→冷水洗→封閉→吹干→烘干→檢驗包裝[1]。
2.1 封孔
分別采用浸熔融硬脂酸鋅、水蒸氣氧化和浸滲有機樹脂3種封孔工藝。
2.1.1 浸熔融硬脂酸鋅
硬脂酸鋅是白色輕質粉末,熔點130 °C,自燃點900 °C,不溶于水。將硬脂酸鋅粉末置于鐵槽中,加熱至180~200 °C并保溫,將鐵基粉末冶金件浸入其中20~30 min,由于毛細作用,液態硬脂酸鋅會逐漸滲入粉末冶金件孔隙中。注意加熱時溫度不能超出硬脂酸鋅的自燃點,以免引起火災。
2.1.2 水蒸氣氧化
水蒸氣氧化是將粉末冶金件置于580~600 °C蒸汽爐中處理1~4 h,使其外表面氧化生成連續、致密的Fe3O4膜,從而起到阻塞外表孔隙的作用[2]。筆者在試驗時發現,隨水蒸氣氧化處理時間延長,零件表面硬度升高,同時脆性增大,在組裝過程中容易出現斷裂問題。最終選擇處理溫度為600 °C,處理時間為1 h。
2.1.3 浸滲有機樹脂
將粉末冶金件置于甲基丙烯酸酯類物質組成的樹脂中,在常溫常壓下浸泡1 h,令樹脂滲入粉末冶金件的孔隙。浸滲完要用熱水固化,再拋丸、電鍍。由于該樹脂不耐強酸和強堿,因此采用該法封孔的零件不能采用強堿除油、強酸酸洗以及堿性鍍鋅[3]。
2.2 拋丸
為了去除零件封孔時表面產生的凝固物,同時作為機械封閉法精準關閉外表孔隙。拋丸時應根據零件形狀、厚度以及客戶要求的表面粗糙度來選擇鋼砂粒徑和拋丸時間。本工藝選用粒徑為0.6 mm的鋼砂作為磨料,滾拋處理10 min。
2.3 超聲波去灰
粉末冶金件不存在表面涂油的問題,所以無需脫脂,直接通過超聲波處理拋丸留下的灰塵和砂礫即可。本工藝采用pH = 8的弱堿性去污劑超聲處理5 min。
2.4 活化
零件在電鍍過程中會產生浮銹,尤其是夏季,零件經過超聲波處理后裸露在空氣中極易生銹,必須用弱酸除去表面浮銹,再迅速過純水洗后電鍍。由于本工藝的粉末冶金件C質量分數低于0.9%,酸洗時間不宜過長,否則容易洗出碳灰。最終選擇用體積分數為0.5%的鹽酸處理10~30 s。
2.5 鍍鋅
硼酸(30 ± 10) g/L,氯化鉀(250 ± 20) g/L,氯化鋅(65 ± 5) g/L,pH 5.5 ± 0.7,溫度(25 ± 5) °C,電流密度1 A/dm2,時間(40 ± 10) min。
2.6 藍白鈍化
采用體積分數為(4 ± 1)%的ST-500HQ三價鉻藍白鈍化液(由上海滌寶公司生產),pH 2.5 ± 0.5,溫度(25 ± 5) °C,時間(25 ± 5) s。
2.7 封閉工藝
采用體積分數為30%的水溶性有機樹脂封閉劑,溫度(25 ± 5) °C,時間10~40 s。
2.8 烘干
采用烘干爐固化,溫度70~90 °C,時間5~10 min。
3 鍍鋅產品性能
表1示出了采用不同封孔工藝時鍍鋅鐵基粉末冶金零件的照片、返黑斑情況和不良品率。可見未封孔就進行鍍鋅時不良品率達100%。因此,鐵基粉末冶金件鍍鋅前必須進行封孔。通過浸滲有機樹脂進行封孔時產品合格率最高。
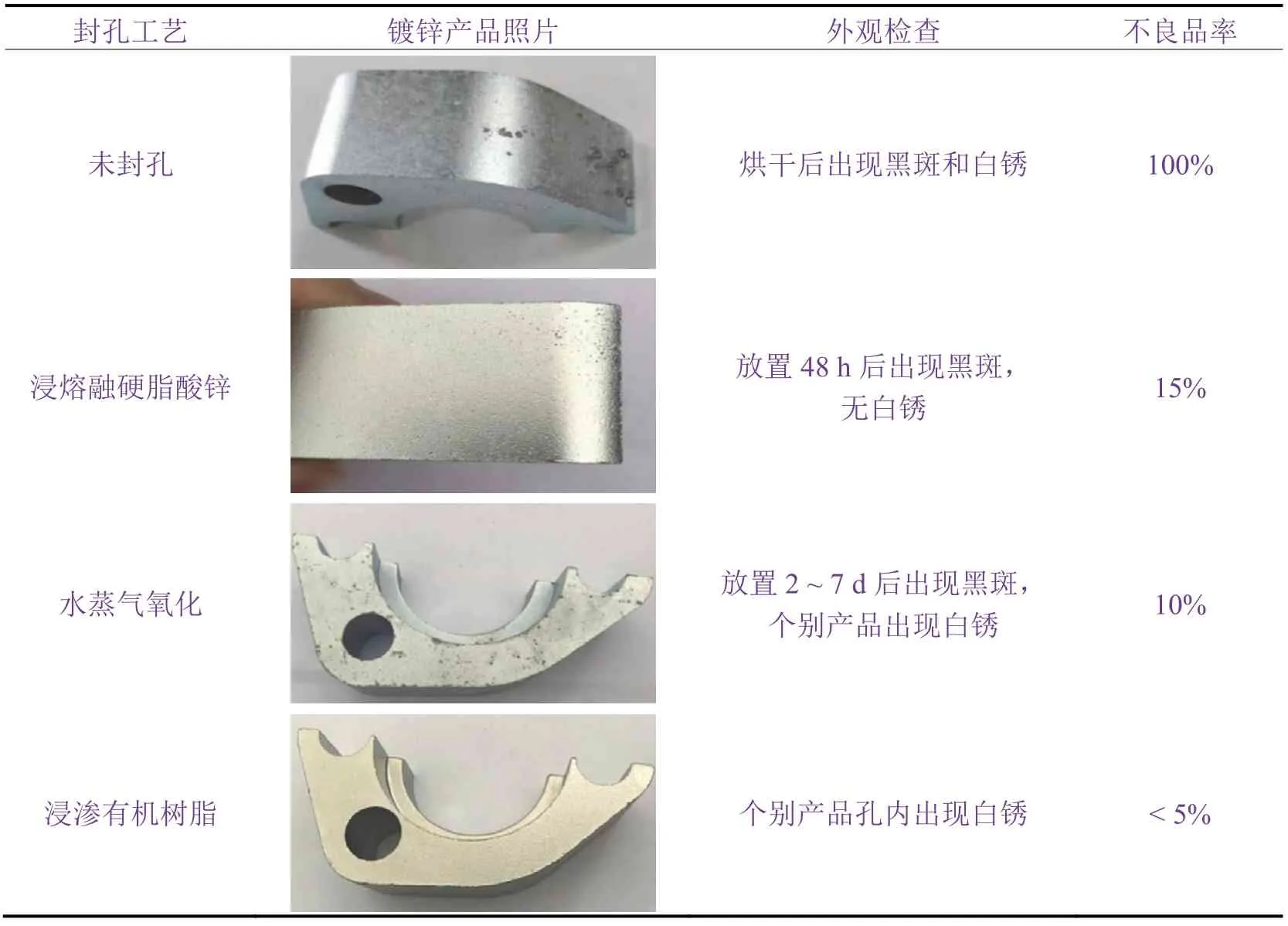
表1 采用不同封孔工藝時所得鍍鋅產品的外觀和不良品率 Table 1 Appearance and defect rate of zinc-electroplated products when using different sealing processes
4 結語
通過浸滲有機樹脂對鐵基粉末冶金件進行封孔能夠很好地解決鍍鋅后返黑斑的問題。雖然合格率未能達到100%,但可通過增加浸滲次數來提高封孔效果,也可以在藍白鈍化前增加超聲波清洗,徹底清洗零件表面殘留溶液,從而保證產品的合格率。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
