雙相不銹鋼管鎢極氬弧自動焊工藝
2021-11-04 03:37:34邵洪波陳家星張西雷
焊管 2021年10期
邵洪波, 陳家星, 張西雷
(中國石油天然氣管道第二工程有限公司, 江蘇 徐州 221006)
0 前 言
雙相不銹鋼是指微觀組織由鐵素體與奧氏體兩相所構(gòu)成的一類不銹鋼, 且兩相比例接近1:1。 由于具有鐵素體和奧氏體雙相的顯微組織,雙相不銹鋼結(jié)合了鐵素體和奧氏體不銹鋼的優(yōu)點, 是一種強度高、 耐蝕性好的結(jié)構(gòu)功能一體化材料, 被廣泛應用于石油、 化工、 海洋、 能源、 建筑等行業(yè), 成為近年來耐蝕合金領域研究的熱點[1]。
雙相不銹鋼根據(jù)其合金成分和性能可分為經(jīng)濟節(jié)約型(低合金) 雙相不銹鋼(2101、 2304)、 標準雙相不銹鋼 (2205) 及超級雙相不銹鋼(2507)。 其中標準雙相不銹鋼材料的研發(fā)已比較成熟, 這種材料既具有鐵素體不銹鋼的導熱系數(shù)大、 線膨脹系數(shù)小、 耐點蝕、 耐應力腐蝕等優(yōu)點, 又具有奧氏體不銹鋼的塑性和韌性、 抗晶間腐蝕、 力學性能和焊接性能良好等優(yōu)點[2]。
雙相不銹鋼的焊接以手工鎢極氬弧焊和焊條電弧焊為主, 但當焊接熱輸入過大時, 臨近的母材就會變色, 嚴重影響雙相不銹鋼的耐腐蝕性能, 從而影響雙相不銹鋼管線的運行安全及使用周期。 而手工焊接的熱輸入受操作影響較大, 不易控制, 多采用焊接一段時間后進行冷卻的方式控制熱輸入, 嚴重影響施工效率。 隨著近幾年自動焊工藝的快速推廣及應用, 雙相不銹鋼自動焊工藝的研究也隨之開展, 本研究以S22053 為例介紹雙相不銹鋼的鎢極氬弧自動焊工藝。
1 試驗材料
試驗材料為S22053 (022Cr23Ni5Mo3N) 標準雙相不銹鋼, 屈服強度≥485 MPa, 抗拉強度≥655 MPa, 其化學成分見表1[3]。
根據(jù)等成分原則, 焊接材料選用熔覆金屬組織為鐵素體和奧氏體且與S22053 雙相不銹鋼化學成分相近的ER2209 實心焊絲, 其抗拉強度≥690 MPa, 化學成分見表2[4]。

表2 ER2209 焊絲化學成分 %
2 試驗方法
試驗采用焊接材料為Φ89 mm×6 mm S22053 雙相不銹鋼管。 管端坡口一般應采用機械加工, 加工坡口的設備使用前應清理干凈, 防止有害物對材料的污染。 無法用機械加工方法時可采用等離子切割加工, 但材料表面必須采取有效防護措施, 用砂輪將坡口修磨光滑, 氧化層至少去掉1 mm。 對坡口進行液體滲透探傷, 無任何相關顯示[5]。 加工完成的坡口尺寸如圖1 所示。
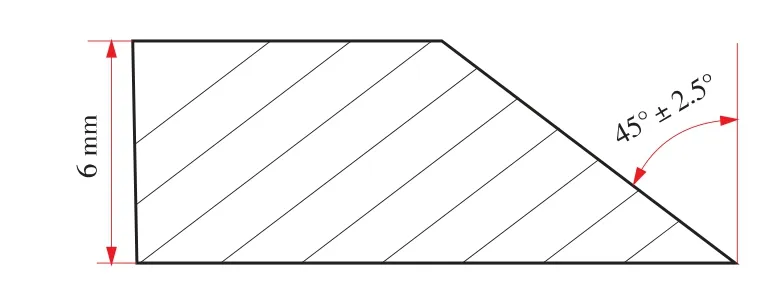
圖1 坡口形式及尺寸示意圖
組對間隙應保持在0~0.5 mm 范圍內(nèi), 組對時應盡量減小錯邊量, 錯邊應沿圓周均勻分布,不應使用錘擊法校正錯口。 組對過程中采用的工具應防止在焊縫附近產(chǎn)生銅、 鐵離子以及其他低熔點金屬的污染。
雙相不銹鋼的焊接一般不需要預熱, 但當施焊環(huán)境溫度低于10 ℃時, 應將坡口兩側(cè)各100 mm范圍預熱到50~80 ℃[6]。 采用火焰預熱時, 應采用氧化焰, 防止焊接部位發(fā)生碳污染。 焊接前應采用內(nèi)充氬的方式將管內(nèi)空氣完全置換, 且焊接過程中始終保持內(nèi)充氬狀態(tài)。 焊接前應調(diào)整焊接設備, 設定焊接工藝參數(shù)。 焊接采用鎢極氬弧自動焊周向不間斷焊接, 焊接時應嚴格遵守焊接工藝要求, 采用多層多道焊, 層(道) 間溫度不得大于100 ℃[7-8], 焊接道次如圖2 所示。 每一焊道焊接前, 必須將前一焊道表面的飛濺物、 熔渣、表面缺欠等清除干凈。 焊道清理采用的工具(包括扁鏟、 砂輪片和鋼絲刷等) 應采用不銹鋼材料制成, 且不允許與碳鋼、 低合金鋼或其他有色金屬材料混用[9]。
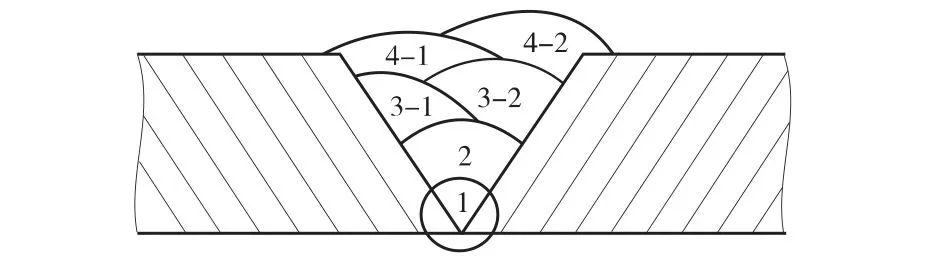
圖2 Φ89 mm×6 mm 雙相不銹鋼管的焊接道次示意圖
采用Φ3.2 mm 的鈰鎢極焊接, 根焊采用脈沖電流模式, 確保焊縫背面成形良好, 填充蓋面焊采用恒流模式, 其焊接工藝參數(shù)見表3。

表3 S22053 雙相不銹鋼管鎢極氬弧自動焊焊接工藝參數(shù)
3 試驗結(jié)果
3.1 外觀檢查及無損檢測
對焊縫表面進行外觀檢查, 焊縫成形良好,表面無裂紋、 氣孔、 夾渣、 弧坑、 咬邊、 凹坑及未焊滿等缺陷。 焊縫與母材圓滑過渡, 焊縫表面余高為1.0~1.5 mm。 無損檢測按照NB/T 47013—2015 《承壓設備無損檢測》 執(zhí)行, 檢測結(jié)果為Ⅰ級, 符合標準要求(不低于Ⅱ級合格)。
3.2 拉伸試驗
根據(jù)要求分別從平焊位和仰焊位取樣、 加工[10], 按要求完成拉伸試驗, 試驗結(jié)果見表4。由表4 可以看出, 拉伸試驗結(jié)果符合標準要求。
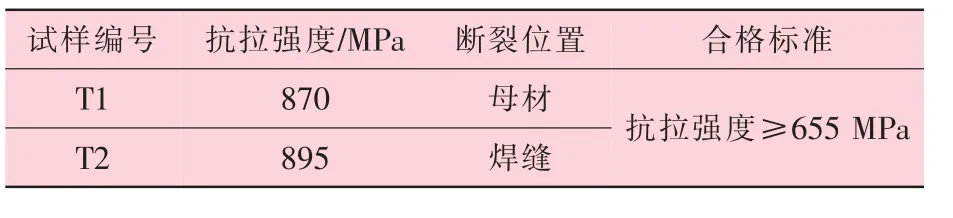
表4 拉伸試驗結(jié)果
3.3 彎曲試驗
根據(jù)要求分別從管周向45°位置取樣并加工背彎、 面彎試樣[10], 按要求完成拉伸試驗, 試驗結(jié)果見表5。 由表5 可以看出, 彎曲試樣未見明顯缺欠, 符合標準要求。
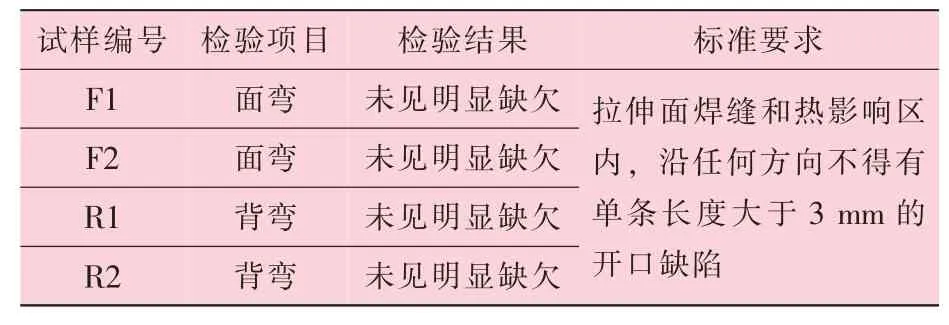
表5 彎曲試驗結(jié)果
3.4 硬度試驗
按要求取全焊縫截面的硬度試樣, 試樣磨光后用腐蝕劑對焊縫橫截面進行腐蝕, 確定焊縫、熔合線和熱影響區(qū)的位置[11], 硬度試驗點的位置如圖3 所示。 硬度試驗結(jié)果見表6, 最大硬度值為286HV10, 未超過標準規(guī)定的300HV10。
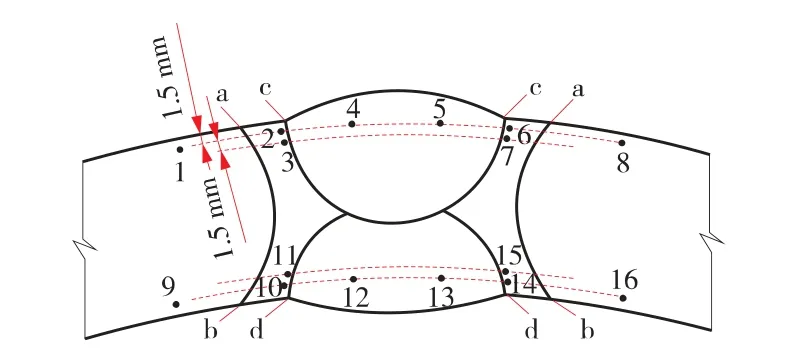
圖3 硬度試驗測試位置圖
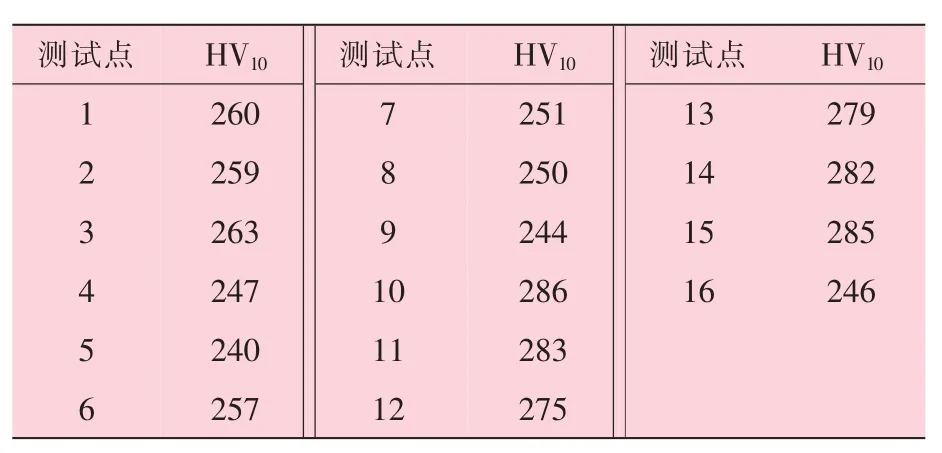
表6 硬度試驗結(jié)果
3.5 有害間相檢測(點蝕試驗)
試樣在22 ℃的FeCl3溶液中經(jīng)24 h 試驗后[12],3 個平行試樣腐蝕速率分別為0.90 mdd、 9.25 mdd、1.49 mdd, 平均腐蝕速率為3.88 mdd, 小于標準要求的10 mdd, 且3 個試樣表面均未出現(xiàn)點蝕, 試驗結(jié)果見表7。
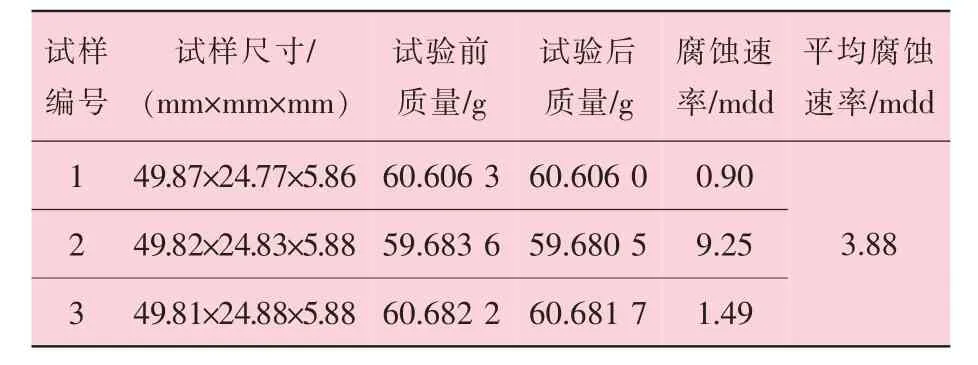
表7 有害間相檢測試驗結(jié)果
3.6 鐵素體含量測定
觀察3 個平行試樣的母材、 熱影響區(qū)、 焊縫金相組織(如圖4 所示), 均未發(fā)現(xiàn)明顯有害相,采用定量金相圖像分析軟件測定試樣母材、 熱影響區(qū)及焊縫的鐵素體含量[13], 測量結(jié)果見表8,滿足焊縫金屬鐵素體含量為30%~60%、 熱影響區(qū)鐵素體含量為30%~70%的要求。

表8 鐵素體含量測定試驗結(jié)果
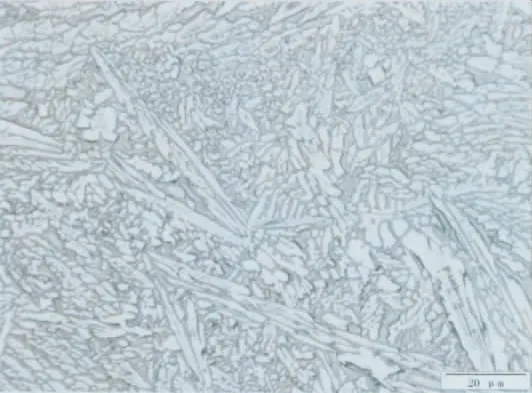
圖4 焊縫區(qū)的金相組織
3.7 抗氯化物應力腐蝕開裂試驗
試樣經(jīng)脫脂、 干燥后, 測量試樣尺寸, 并將試樣裝載到夾具上并加載至242.5 MPa。 配置試驗溶液25%MgCl2并加熱至完全沸騰, 放入施加應力的試樣, 整個試驗期間保持溶液處于沸騰狀態(tài)[14]。經(jīng)過96 h 試驗后, 所有試樣均未發(fā)生斷裂且受拉面未發(fā)現(xiàn)裂紋, 試驗后試樣宏觀形貌如圖5 所示。
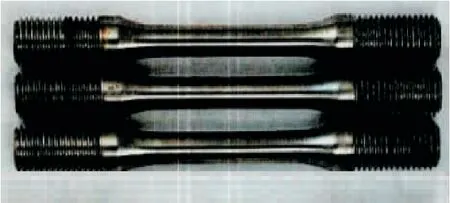
圖5 抗氯化物應力腐蝕開裂試驗后試樣宏觀形貌
4 結(jié)束語
通過外觀檢查、 無損檢測、 焊接接頭的力學性能試驗及耐腐蝕性能試驗, 結(jié)果表明, 采用鎢極氬弧自動焊工藝可確保雙相不銹鋼管接頭的焊接質(zhì)量, 降低焊工勞動強度, 減少焊接過程中的停頓, 提高施工效率, 具有推廣應用價值。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
制造技術(shù)與機床(2015年10期)2015-04-09 07:06:00