機械零件加工質(zhì)量檢驗技能研究
2021-11-04 05:08:58昆明船舶設(shè)備研究試驗中心付云飛
機械工業(yè)標準化與質(zhì)量 2021年5期
昆明船舶設(shè)備研究試驗中心□付云飛
1 機械零件加工中存在的問題
(1)機械零件加工精準度不足
機械零件作為機械的基礎(chǔ)部件,主要作用就是配合設(shè)備完成相關(guān)工作。因此對機械零件的規(guī)格和尺寸都有具體要求,機械生產(chǎn)時往往對這些規(guī)格和尺寸都制定了相關(guān)標準,精度越高的零件其品質(zhì)越高,服務(wù)機械的能力也就越強。在機械零件加工過程中,加工精度作為一種度量標準,對完成制作的零件的大小、尺寸、表面以及物體狀態(tài)等進行測量,明確其度量標準,將實際加工完成的零件尺寸與預期設(shè)計的尺寸進行對比。例如,需要根據(jù)零件圖的尺寸來對零件的實際尺寸進行對比,二者之間如果差值越小,則零件的加工精度越高,與實際的需求就越相符,反之如果差值越大,則證明零件的加工精度越低,零件的質(zhì)量越差,甚至難以達到實際應(yīng)用標準。這類零件作為劣質(zhì)零件,其相對的應(yīng)用價值不是很高,一旦應(yīng)用到機械上,將影響機械的性能,甚至發(fā)生事故,危機生產(chǎn)和生命安全。一般來說,表面不存在凹凸不平、位置不具有差值距離且零件最佳尺寸能夠達到公差帶中心位置的零件被稱為零件的最佳尺寸。
(2)機械零件加工系統(tǒng)受力誤差
在機械零件的實際加工過程中,零件會受到力的擠壓,對其結(jié)果產(chǎn)生改變,從而出現(xiàn)相應(yīng)的誤差值。同時,在剛性條件不滿足的情況下,加工技術(shù)系統(tǒng)也會導致零件形狀發(fā)生改變,這些都會導致零件的質(zhì)量與實際的預期需求產(chǎn)生一定差距。一方面,在機械零件加工過程中,加工工藝系統(tǒng)是通過動力帶動機械的運轉(zhuǎn),從而實現(xiàn)對零件的加工。這種動力就是零件受到的外力,一旦這種外力不穩(wěn)定,就會使零件的形狀、機構(gòu)發(fā)生改變,導致加工環(huán)節(jié)出現(xiàn)受力誤差;另一方面,零件也可能通過其內(nèi)部的作用力引起變形,如果零件設(shè)計不夠科學、合理,其在生產(chǎn)過程中內(nèi)部就會產(chǎn)生作用力。這種作用力會體現(xiàn)在零件本身上,當這種力達到一定程度時,零件就會發(fā)生變形,導致零件精度發(fā)生改變,影響其精度。
2 機械零件加工質(zhì)量檢驗方法存在的問題
(1)機械零件檢驗方法單一
隨著機械現(xiàn)代化程度的不斷提升,機械零件產(chǎn)品的類型不斷增加,對零件的精度要求也越來越高。產(chǎn)品發(fā)展的速度遠超于檢驗機構(gòu)發(fā)展的速度,導致很多檢驗機構(gòu)的檢測設(shè)備、檢測方法等都無法有效開展檢測工作。尤其是一些機械零件,其綜合性較強,在檢驗工作中就缺乏現(xiàn)代化的機械檢驗設(shè)備,難以滿足其檢驗要求。同時,很多檢驗人員往往將工作注意力集中在對機械設(shè)備的參數(shù)以及精度的檢驗,對機械設(shè)備自身的安全性、可靠性缺乏一定重視,忽略了設(shè)備自身的安全及可靠性,嚴重影響檢驗工作的效果。
(2)管理監(jiān)督及檢驗工作缺乏規(guī)范性
零件設(shè)備生產(chǎn)完成后直接開始投入使用,是當前一些機械零件制造企業(yè)普遍的工作模式。這種工作模式中零件生產(chǎn)完成后未經(jīng)檢驗或檢驗不規(guī)范,使得零件在后期使用中存在一定安全隱患,可能對后期的質(zhì)量檢驗工作造成一定影響。這些機械零件生產(chǎn)企業(yè)生產(chǎn)的零件,在生產(chǎn)過程中一些生產(chǎn)設(shè)備缺乏嚴格的檢修和保養(yǎng),其生產(chǎn)出來的機械零件常存在質(zhì)量、規(guī)格不合格等情況,會直接導致經(jīng)濟損失。出現(xiàn)這些問題的原因是在監(jiān)督、檢驗工作中,機械零件生產(chǎn)廠家缺乏對其工作流程、工作設(shè)備的檢查和監(jiān)督工作。對機械零件質(zhì)量的檢驗是零件生產(chǎn)的重要工作環(huán)節(jié),監(jiān)督工作能夠有效地約束檢驗工作,使檢驗工作更加準確、有序地開展,由于實際工作中二者的脫節(jié),造成監(jiān)督檢驗工作未能充分發(fā)揮作用。
(3)相關(guān)管理體制缺乏完善
機械零件質(zhì)量檢驗工作體制還不夠完善,缺乏相應(yīng)的人員和機構(gòu),導致實際檢驗工作中未能發(fā)揮充分作用。檢驗機構(gòu)中一些非質(zhì)檢部門對檢驗工作缺乏重視,很多機械零件生產(chǎn)商申請檢驗的過程中,這些非質(zhì)檢部門存在嚴重的形式化,未能充分發(fā)揮自身職能作用。一些質(zhì)檢部門雖然具備機械零件的檢驗資質(zhì)和資格,但在實際工作中發(fā)現(xiàn)一些行政部門缺乏這種檢驗資格,導致監(jiān)管工作、監(jiān)管責任的缺失,影響機械零件質(zhì)量檢驗工作。對檢驗工作產(chǎn)生不利影響。
3 機械零件質(zhì)量檢驗方法
(1)合理選擇檢測工具
對機械零件的合理判斷是正確選擇檢測工作的基礎(chǔ),在實際檢測工作中,要根據(jù)實際的檢測情況選擇合適的檢測工具,對不同的檢測情況進行合理的選擇和使用。例如,在選擇零件尺寸高度尺、光學儀器測量等工具時可以關(guān)注零件的尺寸,確定檢測范圍。再根據(jù)范圍進行數(shù)值的檢測和測量,在高度尺、光學儀器測量范圍內(nèi)的都可以對其進行數(shù)值檢驗。這些高度尺、光學儀器、百分表以及千分尺等都屬于變值量具,用于對一定范圍內(nèi)的數(shù)值進行測量的量具。對于固定不變的零件量值的檢測可以使用環(huán)規(guī)等工具。一般來說,機械零件的測量環(huán)境以及位置都不是固定的,這就要求靈活、合理、有針對性地選擇調(diào)整工具。根據(jù)測量環(huán)境、測量位置以及測量場合合理調(diào)整,同時,還需要對機械零件的設(shè)計圖紙進行了解和研究,掌握零件的尺寸、形狀以及性能等。例如,對于精密儀器的測量,需要借助顯微鏡來開展,稍有不慎很可能就會造成檢測結(jié)果存在較大誤差。只有充分了解這些內(nèi)容,才能更有針對性地挑選使用合理的工具,確保測量工具的選擇具有實際的應(yīng)用意義。
(2)合理選定檢驗方法
通常情況下,常用機械零件的檢測方法有直接量法、間接量法、接觸量法和不接觸量法、絕對量法以及相對量法。這些都是相對性的檢驗方法,需要根據(jù)實際情況有針對性、合理地進行搭配使用。以實際檢驗情況進行更為科學地對比,確認使用相關(guān)檢驗方法。首先,要查閱圖紙,對比圖紙中的內(nèi)容、工藝文件以及實際機械零件使用的材料和質(zhì)量標準進行檢查和驗證,確認其是否存在氣孔、裂紋以及夾砂等缺陷,確認其是否存在質(zhì)量不良問題,確保表面、外形情況良好,確認零件表面的粗糙程度、幾何形狀都符合設(shè)計要求、滿足預期標準;其次,要對零件的尺寸精度進行檢測,選擇合理工具,有效避免誤差,對檢驗的數(shù)據(jù)以及信息進行及時記錄,最終形成最終報告,避免錯檢、漏檢等問題的發(fā)生。
(3)對工藝文件進行分析
機械零件在生產(chǎn)和加工過程中,相關(guān)技術(shù)部門為提高零件的生產(chǎn)效率,降低產(chǎn)品不合格率,提高產(chǎn)品質(zhì)量,會制作一些相對應(yīng)的工藝卡、工藝文件,以此對生產(chǎn)進行有效指導。同時這些工藝文件中也包括了對加工工藝路線的修訂以及對公式定額的具體調(diào)整,因此在機械零件質(zhì)量檢驗之前,檢驗機構(gòu)首先應(yīng)對這些文件進行仔細閱讀和了解,對零件的生產(chǎn)工藝、加工尺寸等基本情況進行充分了解。例如,對于某零件的加工,零件位于A處,B、C是A兩側(cè)的固定槽,但機械零件加工時往往只有A處受力,其他部分則處于懸空狀態(tài)。這種零件模型加工時,零件由于受力原因,A處的磨損相對較大,從而影響其精準度,檢測時就需要首先對工藝文件進行分析,找到該點,監(jiān)測工作中要加強關(guān)注。
同時,檢測機構(gòu)要明確科學合理的檢測基準,確保其能夠與零件的設(shè)計基準、定位基準進行吻合。在實際監(jiān)測工作中要進行高精度、高質(zhì)量的檢測,從而確保檢測質(zhì)量和效率,提高零件的可靠性。對于箱體、叉類、架類零件的形位公差測量基準面要選擇較大的加工面,對于軸套類機械零件,可將中心作為基準用于檢測直線度、橢圓度等,從而確保檢測效果。例如,對于非圓齒輪,要對其節(jié)曲線曲率半徑、中心距等驗算齒輪副最大壓力角,以及節(jié)曲線最小曲率半徑,從而確保齒輪切制時不發(fā)生根切,對于兩輪安裝的節(jié)曲線,一般參照兩輪安裝節(jié)曲線開展(見圖1)。
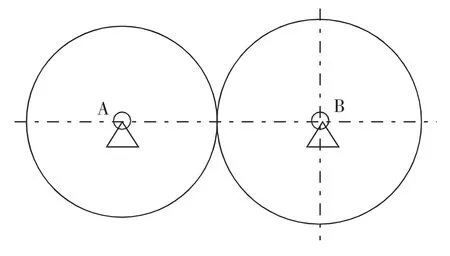
圖1 兩輪安裝節(jié)曲線
(4)加強對圖紙的分析
質(zhì)量檢驗前首先要對機械零件圖進行了解,了解加工圖紙能夠掌握零件名稱。從而掌握零件用途以及材料,了解零件各個組成部分的結(jié)構(gòu)以及整體形狀,對各個部件的位置以及加工方法有一個初步了解,便于檢驗工作前對零件進行整體了解;其次,要對零件的視圖進行分析,用主視圖掌握零件的形狀、尺寸和位置,便于對局部圖、放大圖、左視圖等都進行系統(tǒng)的分析和了解;最后,掌握零件的尺寸、形位公差以及對技術(shù)的要求,通過對圖紙的觀察和分析,掌握具體的尺寸大小,明確質(zhì)量檢驗的重點,方便檢驗人員掌握相關(guān)技術(shù),確認零件質(zhì)量。
4 總結(jié)
機械零件從設(shè)計、加工到檢驗是一個有機整體,只有所有環(huán)節(jié)都加強控制才能生產(chǎn)出質(zhì)量合格的零件,盡管誤差無法避免,但可以通過檢驗工作將誤差控制在合理范圍內(nèi)。從而生產(chǎn)出合格零件,對設(shè)備的使用避免造成影響,提高機械產(chǎn)品整體質(zhì)量,推動企業(yè)良好發(fā)展,促進行業(yè)整體進步。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12