冷擠壓精加工技術在燃油噴嘴微孔加工中的應用
2021-11-06 07:00:42吳建華伍文鋒嚴麗麗
航天制造技術 2021年5期
吳建華 伍文鋒 游 江 嚴麗麗
冷擠壓精加工技術在燃油噴嘴微孔加工中的應用
吳建華 伍文鋒 游 江 嚴麗麗
(成都航利航空科技有限責任公司,成都 611936)
微孔是燃油噴嘴中控制流量的關鍵特征,孔的圓度、孔口棱邊以及孔壁的表面質量等均對噴嘴流量性能有較大影響。針對微小節流孔加工尺寸精度低、易形成錐度、孔壁光潔度低、孔口易破損、加工效率低等加工問題,在常規孔加工技術的基礎上,提出了冷擠壓加工工藝,采用了新設計的擠壓刀和夾具,可顯著提高制孔精度和質量,并形成新的加工流線。結果表明:燃油噴嘴油柱噴射順直無飛濺,穩定性顯著提高,流量公差明顯縮小,同時也提高了生產效率。
微孔;冷擠壓;燃油噴嘴
1 引言
燃燒室的燃燒性能對發動機性能至關重要,而燃油噴嘴的性能參數直接影響燃燒性能,燃油流量是燃油噴嘴最重要的性能參數之一。燃油噴嘴中的限流嘴、旋流器、節流塞等零件是控制流量的關鍵部件,這些關鍵部件控制流量的特征大部分都是微孔,孔的尺寸主要分布在0.3~1.0mm之間,加工難度較大。
目前,有約50種加工方法可用于加工微孔[1],不同的方法各具特色,適用于不同的材料、精度、光潔度以及孔尺寸。常用方法有:機械加工、電火花加工、激光加工、電子束加工和離子束加工等。此外還有超聲振動、超聲旋轉、超聲電加工、超聲電化學、超聲激光加工等復合加工方法等[2]。雖然小孔加工技術在日新月異的科技發展中,新技術層出不窮,但在燃油噴嘴微孔加工方面依然存在不小的難度,主要是難以達到尺寸、形狀精度以及表面質量要求,最終產品性能指標不符合使用要求。
探討如何在航空發動機燃油噴嘴類產品中實現高效率、高精度、高質量和低成本加工微孔,選定某典型的民用航空發動機直射式燃油噴嘴,該系列產品節流孔尺寸主要分布在0.5~0.8mm,孔深6~9mm,長徑比約為10,孔尺寸精度為0.004mm,孔口需保持銳邊,材料為奧氏體不銹鋼,小孔需滿足流量要求,且油路軌跡在80mm內發散錐角≯3°。
2 噴嘴孔技術要求及試驗現狀
2.1 噴嘴流量試驗中容易出現的問題
直射式燃油噴嘴的流量控制精度非常高,若不施加外力,其噴射狀態是一條油柱。如噴射的油柱狀態不穩定,則會影響到霧化質量,從而影響燃燒效果,嚴重的會影響整個發動機的正常工作[3]。常見不穩定的油柱狀態主要呈發散、飛濺狀(見圖1)。

圖1 噴射油柱圖
在航空發動機零部件中,燃油噴嘴中流量和噴霧錐角計算的基本方法是基于最大流量原理法和動量方程法,通過經驗結果的修正而得到的半經驗半分析方法,既主要根據試驗結果的歸納總結出的經驗關系式計算[4],在設計圖紙中控制影響性能指標的特征。如流量的關鍵尺寸一般會同時標注以最終試驗合格為準,也說明了產品制造與理論設計值有差距。燃油噴嘴小孔的加工質量和精度如達不到設計要求,則試驗數據將不會穩定,操作工人在做流量試驗時,不得不頻繁使用各種方法調節流量,影響生產效率,且容易造成產品報廢。
噴嘴產品流量性能試驗的合格與否由多項因素綜合決定,理論上如果關鍵尺寸所決定的關鍵因素保持穩定,則最終試驗數據將會更穩定,試驗合格率也會大大提高。
2.2 問題分析
影響燃油流量大小的關鍵因素有孔的尺寸、形位公差、表面質量以及孔口質量等,其中孔的尺寸和形位變化規律基本可通過計算分析獲得,而表面質量和孔口質量基本上依靠試驗。
在制造行業中,銳邊尺寸定為最大0.05mm,根據數十萬件產品的加工經驗,經大量的試驗數據統計分析,在一定范圍內,流量隨孔口倒棱尺寸的增大而增大,在0.04mm以內,流量的變化率較大,0.04mm以上,流量的變化趨于穩定,如圖2所示。
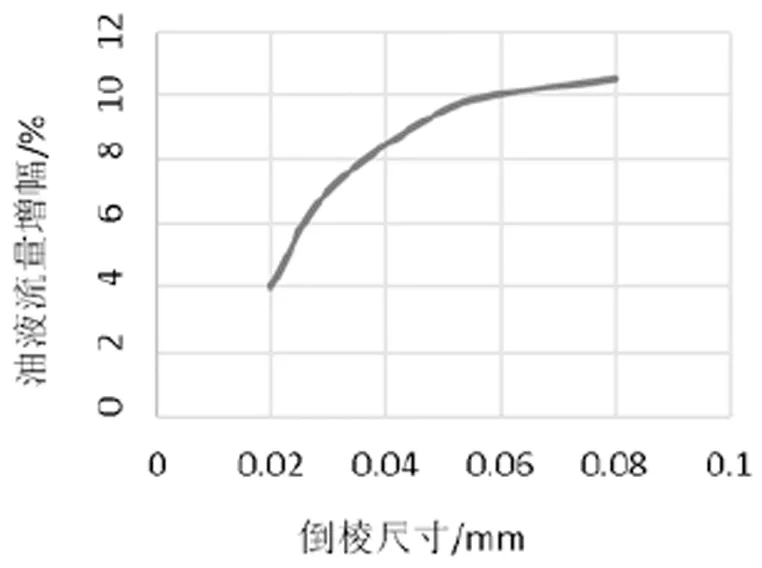
圖2 燃油流量與棱邊尺寸變化曲線
不規則的孔口棱邊及較低表面質量(見圖3、圖4)會對油液的流動造成匯集加速、阻滯、分割等多種影響,形成多股紊流,影響射流的穩定性。
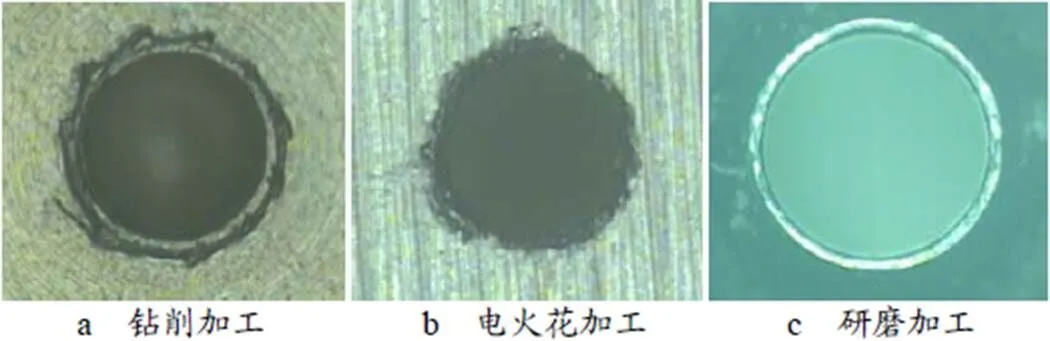
圖3 常用加工方式加工的小孔孔口
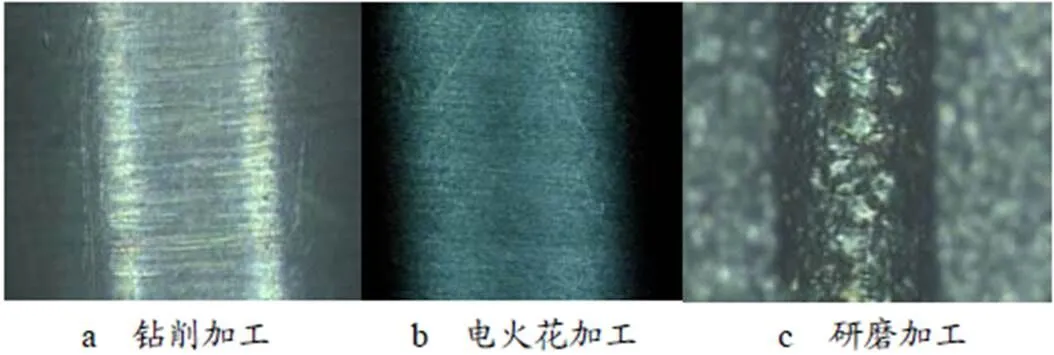
圖4 常用加工方式加工的小孔孔壁
2.3 問題總結
加工小孔方法各具優缺點,取決于孔的直徑、深度、產品材料和設備要求。不同的加工方法適用不同的材料、不同的精度、不同的光潔度和不同的小孔尺寸,并且都有一定的適用范圍。
鉆削加工方式不可避免在孔口形成不規則缺口,一般在高精密數控車床上加工0.3~1mm小孔時,容易出現鉆頭打飄、磨損較快或折斷的現象;研磨加工時易加工為喇叭口,無法改善射流發散的趨勢[5],生產效率低、對操作技能要求高、經濟效益不佳;電火花加工容易在孔壁上形成重熔層,表面光潔度差[6],加工深孔則常出現錐孔,且加工速度慢,精度最高;激光加工孔表面光潔度差、易形成喇叭口、設備較貴;電解加工精度較低、易腐蝕機床和夾具、局限性較大;超聲波加工效率偏低、工具易磨損,精度低;電子束和離子束更適合加工0.02~0.3mm的微孔,設備較貴;其他特種加工的復合加工方式設備總體昂貴、技術尚不十分成熟、有局限性[7]。
3 解決方案
由于航空發動機零件的特殊性,采用機械加工技術,如鉆削、鏜削、拉削、沖孔、磨削、鉸孔、珩磨、研磨、擠壓等工藝技術制孔時,在使用效果和應用范圍上受到眾多限制[8]。單一的方式帶來相應的局限性,同樣如只實施具有獨特成型原理的特種加工工藝方法,則也會表現出特種加工的弊端。現在不同小孔加工技術的復合化成為一個發展趨勢,取長補短[9],將其組合起來實施加工,使用效果、加工質量、經濟性會有較好的改觀。
3.1 常用孔加工與冷擠壓加工相結合
擠壓過程是一個綜合彈性變形和塑性變形的過程。在金屬受外力由彈性變形過渡到塑性變形中,金屬中受擠壓晶粒變細變長,表面層形成冷硬層,強化了表面,增加了耐磨性和抗腐蝕性。微觀上觀測,產品表面形成新的加工流線,光潔度大大提高[10]。
表面冷擠壓加工的塑性變形量一般比較小,3~6mm的塑性變形量為0.02~0.05mm之間,針對0.6~1.0mm的孔,變形層厚度最大0.15mm,除了要考慮工藝裝置所允許的塑性變形量外,還必須將擠壓次數和加工余量統一考慮,當塑性變形量確定后,擠壓次數的選定和加工余量的分配便是決定擠壓孔精度的關鍵,從理論上計算出最佳的參數比較困難。經長期積累的生產經驗,反復驗證后確定0.6~1.0mm的孔塑性變形量為0.005~0.015mm。
3.2 合理設計擠壓用刀具
冷擠壓刀具的工作環境較惡劣,承受軸向的高載荷及徑向擠壓力,所以刀具的設計需考慮降低擠壓載荷。
加工常使用推擠方式,通常情況下擠壓刀設計為圖5所示的前端帶導向錐面,工作部位是圓弧面,后端帶后導向的結構。但所研究的冷擠壓孔尺寸為0.6~1.0mm之間,且擠壓余量約為0.005mm,復雜的微型刀具抗拉、壓強度較低,且制造難度大,成本高。根據實際生產經驗,化繁為簡設計如圖6所示結構,使用效果較佳。刀具材料選用高速鋼,如W18Cr4V和W6Mo5CrV2,淬火硬度為HRC62~66。為增強其耐磨性,根據實際生產需要,可做涂層,如TiN系列。
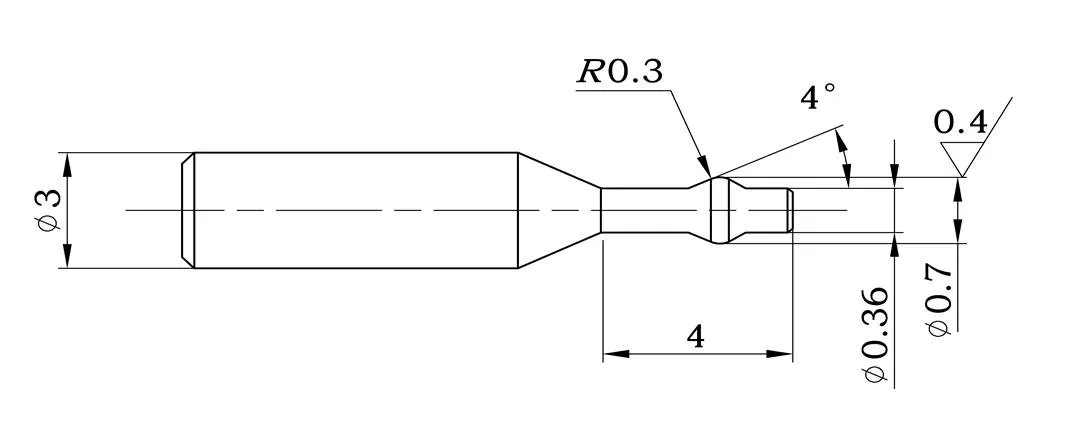
圖5 常規擠壓刀結構
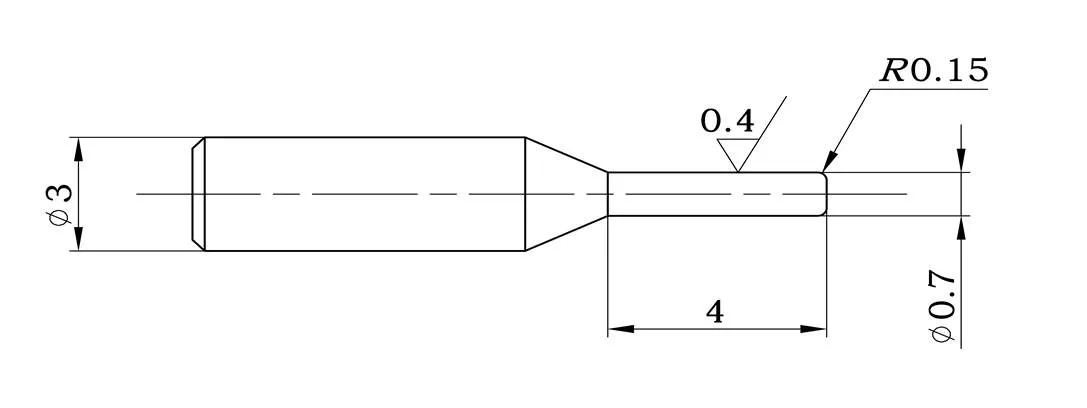
圖6 新設計擠壓刀結構
3.3 選用優良的潤滑劑
冷擠壓過程中的伴隨有強力摩擦,且持續操作則會在加工部位聚集大量的熱量,刀具和產品受熱膨脹,增大了擠壓加工量,容易導致刀具折斷和刀具與產品粘連。因此,必須選用潤滑性好、滲透性強的潤滑劑。經過多項試驗驗證,最終選用鈦合金切削的乳化液,混合機油和四氯化碳制成潤滑劑。相較不使用潤滑劑,擠壓過程中所受阻力明顯降低20%~30%,且孔壁質量較好。
3.4 設計專用的裝夾夾具
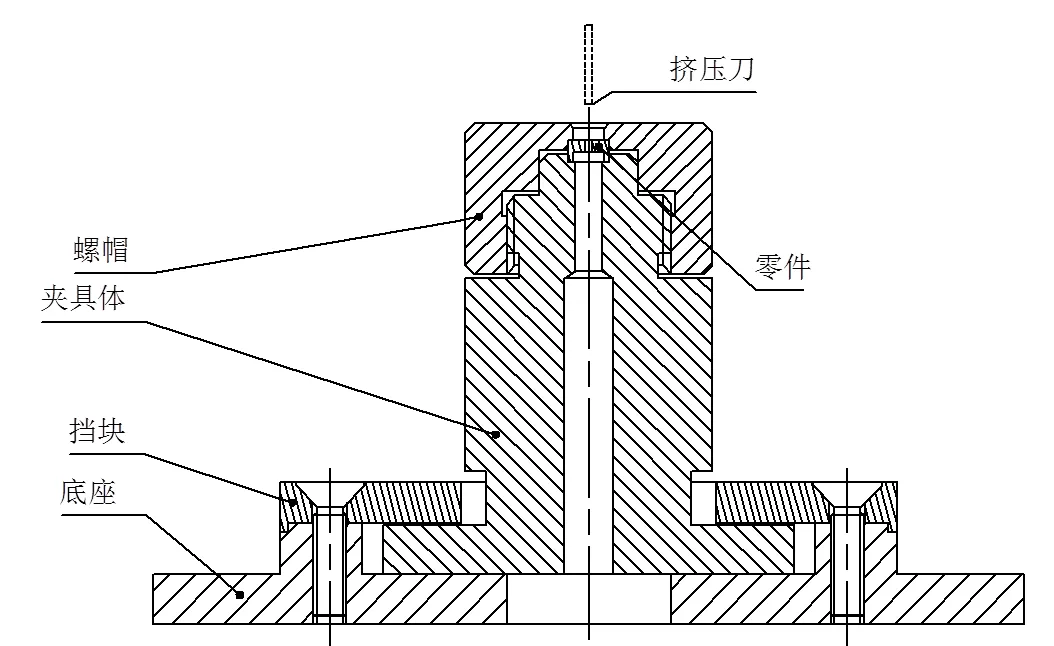
圖7 專用裝夾夾具
在冷擠壓加工操作產品時,因被擠壓孔屬微孔,為防止偏側力矩折斷擠壓刀,并便于固定,則需設計新夾具(見圖7)。新夾具結構主要是將安裝零件的夾具體與底座設計為使用潤滑油分割的浮動結構,操作工人可以在2s以內精確找正待擠壓小孔,最終實現更好的加工精度、更高加工效率和最低的操作難度。
4 試驗驗證
根據提出的技術方案,從工藝路線、刀具、工裝、潤滑劑等方面優化調整,并經技能培訓。通過選用APS發動機系列直射式工作燃油噴嘴5種節流孔,以每批次50件開展了工藝試驗,分別從加工質量和流量試驗兩個方面統計分析。
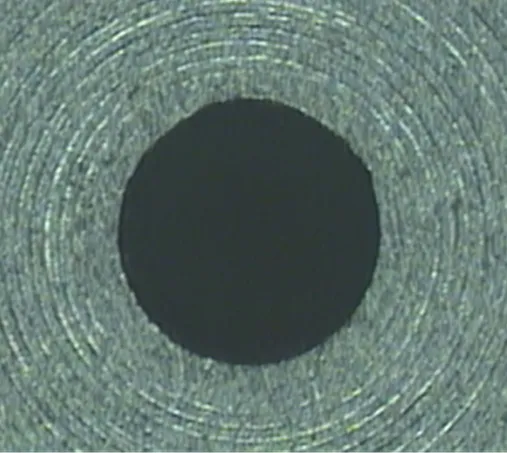
圖8 冷擠壓加工孔口
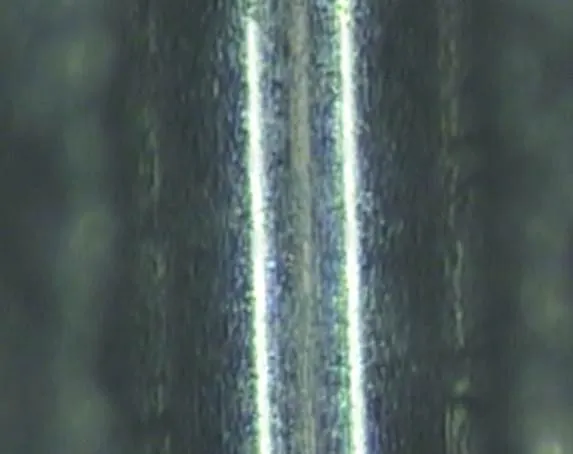
圖9 冷擠壓加工孔壁
加工質量方面,冷擠壓后微孔的質量較好,使用高精度OGP光學投影儀測量孔圓度≯0.0017mm,孔口棱邊尺寸≯0.02mm(見圖8),孔壁光潔度由鉆削形成的R1.6μm提升到R0.4μm,尤為重要的是形成了冷硬面,軸向加工流線清晰可見(見圖9),產品在工作中的耐磨性大幅提高。

圖10 噴射油柱圖
流量試驗方面,裝配了經冷擠壓節流孔的5項燃油噴嘴噴射效果良好,油柱順直無飛濺(見圖10)。統計流量試驗數據見表1,數據表明流量分布值均明顯縮小,平均減少39.39%,流量穩定性大幅提高。在生產實踐中,為客戶穩定提供數萬件噴嘴產品,產品加工質量獲得較好評價。
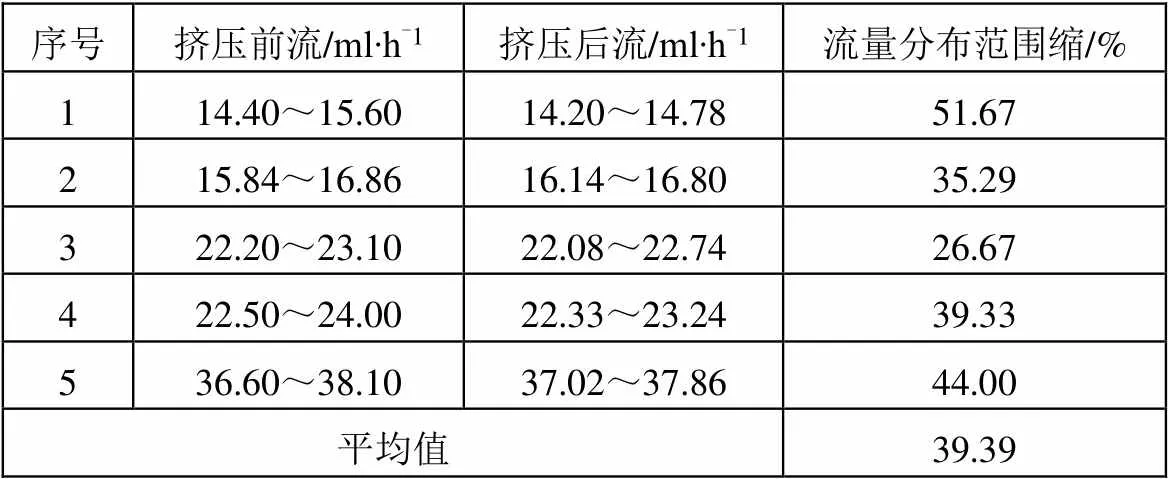
表1 5項燃油噴嘴流量試驗數據
5 結束語
提出采用冷擠壓加工工藝,以APS發動機系列直射式工作燃油噴嘴5種節流孔為研究對象,開展了工藝試驗,試驗結果表明應用冷擠壓精加工技術在加工0.5~0.8mm,深徑比10以內的燃油噴嘴微孔時,具有生產效率高、制孔尺寸精度高、制孔孔口外觀質量好、所需刀具和夾具簡單、設備要求低、操作技能易掌握等多個優點,尤其是形成了強化且呈流線狀的孔壁表面,對燃油噴嘴的噴射性能有良好的提升作用,經數萬件產品的交付驗證,無加工質量問題。
1 艾冬梅,賈志新. 小孔加工技術發展現狀[J]. 機械工程師,2000(1):8~10
2 唐英,崔華勝,崔詠琴,等. 微小孔加工技術現狀及發展趨勢[J]. 新技術新工藝,2007(2):52~54
3 侯凌云,侯曉春,等. 噴嘴技術手冊[M]. 北京:中國石化出版社,2007
4 甘曉華. 航空燃氣輪機燃油噴嘴技術[M]. 北京:國防工業出版社,2006
5 韓永紅,王春雪. 噴油桿射流發散分析研究[J]. 航天制造技術,2013(6):24~27
6 郭洪勤,裴景玉,李五一. 電火花加工微小孔的工藝研究[J]. 航天制造技術,2005(5):107~111
7 徐慶仁. 航空制造工程手冊-機載設備精密加工[M]. 北京:航空工業出版社,1996
8 王世清. 深孔加工技術[M]. 西安:西北工業大學出版社,2003
9 龐滔. 超精密加工技術[M]. 北京:國防工業出版社,2000
10 楊煜. 國內外冷擠壓技術發展綜述[J]. 鍛壓機械,2001(1):3~5
Application of Cold Extrusion Finishing Technology in Micropore Machining of Fuel Nozzle
Wu Jianhua Wu Wenfeng You Jiang Yan Lili
(Chengdu HOLY Aviation Science & Technology Co., Ltd., Chengdu 611936)
Micropore is the key feature to control the flow in the fuel nozzle. The roundness, edge and surface quality of the hole wall all have a great influence on the fuel flow of the nozzle. Aiming at the processing problems of low dimensional accuracy, taper, low hole wall finish, orifice damage and low processing efficiency of micro orifice processing, based on the conventional hole processing technology, the cold extrusion processing technology is proposed, and the newly designed extrusion knife and fixture are adopted, which can significantly improve the hole making accuracy and quality, and form a new streamline. The results show that the fuel jet is straight without splash, the stability is significantly improved, the flow tolerance is significantly reduced, and the production efficiency is also improved.
micropore;cold extrusion;fuel nozzle

TG372
A
流體及動力機械教育部重點實驗室開放基金(szjj2015-043)。
吳建華(1984),高級工程師,機械設計制造及其自動化專業;研究方向:發動機燃油噴嘴制造技術。
2021-09-01
