往復桿機構在汽車制造領域的應用研究
2021-11-07 01:26:42冀安曹德嚴
內燃機與配件 2021年21期
冀安 曹德嚴

摘要:隨著汽車制造行業的快速發展,汽車白車身焊裝生產線向智能化、柔性化方向發展。往復桿機構是汽車白車身焊裝線輸送的關鍵設備,其自動化程度決定著汽車焊接質量和焊接效率。本文針對往復桿機構的工作原理、輸送模式應用進行研究,利用PLC控制器和伺服驅動器提升往復桿機構的重復定位精度、運行穩定性和自動化程度。采用往復桿機構能夠實現工件的自動循環運輸和柔性化生產,提升焊裝生產線的使用率,對焊裝生產線的設計具有較好的實踐意義。
Abstract: With the rapid development of automobile manufacturing industry, automobile body in white welding production line is developing towards intelligence and flexibility. Reciprocating rod mechanism is the key equipment of automobile body in white welding line, and its automation determines the automobile welding quality and efficiency. Reciprocating rod mechanism is the key equipment of automobile body in white welding line, and its automation determines the automobile welding quality and efficiency. This paper studies the working principle and transportation mode application of the reciprocating rod mechanism, and uses PLC controller and servo driver to improve the repeated positioning accuracy, operation stability and automation of the reciprocating rod mechanism. The use of reciprocating rod mechanism can realize the automatic circular transportation and flexible production of workpieces, and improve the utilization rate of welding production line, which has good practical significance for the design of welding production line.
關鍵詞:往復桿機構;PLC;焊裝生產線;白車身
Key words: reciprocating rod mechanism;PLC;welding production line;body in white
中圖分類號:TP278??? ???????????????????????????? 文獻標識碼:A????????????????????????????????? 文章編號:1674-957X(2021)21-0214-03
0? 引言
隨著汽車制造業的快速發展,智能化、模塊化、集成化、無人化制造模式逐步成為發展主流。汽車制造設備投入和工藝布局優化,為汽車制造企業后期可持續發展、精益發展奠定基礎和搶占高端市場輸入強勁動力。汽車白車身焊接工序是保障汽車品質的關鍵環節,焊接自動化、智能化水平是汽車制造企業自動化水平的集中體現。白車身焊接工藝流程復雜,需要模塊化的焊接線對焊接工件進行輸送,不同線體之間按照工序步驟進行交互式的組合,才能完成白車身焊接組裝工序。往復桿機構是用于汽車白車身焊裝線零部件運輸的常用設備,往復桿結構與各類工裝夾具組成焊裝生產線。往復桿機構具有機械化程度高、傳輸同步性好、定位精度高的優點,相比高速輥床臺車系統和空中小車輸送具有設計簡單、成本低、柔性生產較好的特點。本文通過對往復桿機構的工作原理、往復桿汽車焊裝線的應用及特點進行論述,對白車身焊裝生產線設計有一定的實踐意義和指導意義。
1? 往復桿機構工作原理
往復桿機構主要由定位機構、氣缸動力裝置、伺服電機、垂直升降機構、水平移動裝置、PLC控制系統及限位機構等相關附件組成[1-2]。PLC控制系統是焊裝生產線的控制核心,主要用于焊裝生產線工序流程、往復桿機構設備輸送、焊接設備、輔助設備的邏輯控制和協調控制,采用PROFINET協議完成各控制站間的信息共享。定位裝置用于零件定位;垂直升降機構以氣缸為動力裝置,采用氣壓驅動方式,在氣缸的作用下,推動水平齒條帶動齒輪轉動,齒輪將力和運動方向傳遞給垂直齒條實現輸送系統的升降。水平運動裝置由伺服電機提供動力,通過電機轉向和電機轉速實現往復軌道水平移動方向和速度。限位機構由行程開關和PLC進行控制,當焊裝線機構運動碰撞到形成開關,觸發形程開關信號后,信號傳輸給PLC控制器,控制器終止動力源并發出報警信號。
如圖1所示,往復桿機構主要實現焊裝線上白車身的運輸。白車身在焊裝線工位完成相應的焊接動作后,PLC控制氣路系統及氣缸驅動垂直升降機構將零件總成升起,待所有工位完成升起任務后觸發感應開關;PLC接收信號并判斷所有工位是否完成,若工位完成則PLC控制伺服電機轉動進行水平移動,進入下個工位。通過伺服器驅動器控制伺服電機對往復桿機構進行精確定位,具有較好的穩定性和精確性。另外,往復桿機構相比滑橇輸送和臺車輸送是利用伺服器控制伺服電機編碼器進行往復精確定位,可節約大量定位傳感器和光電開關,具有零部件在焊裝線工位傳輸的一致性。
2? 往復桿機構輸送模式的應用
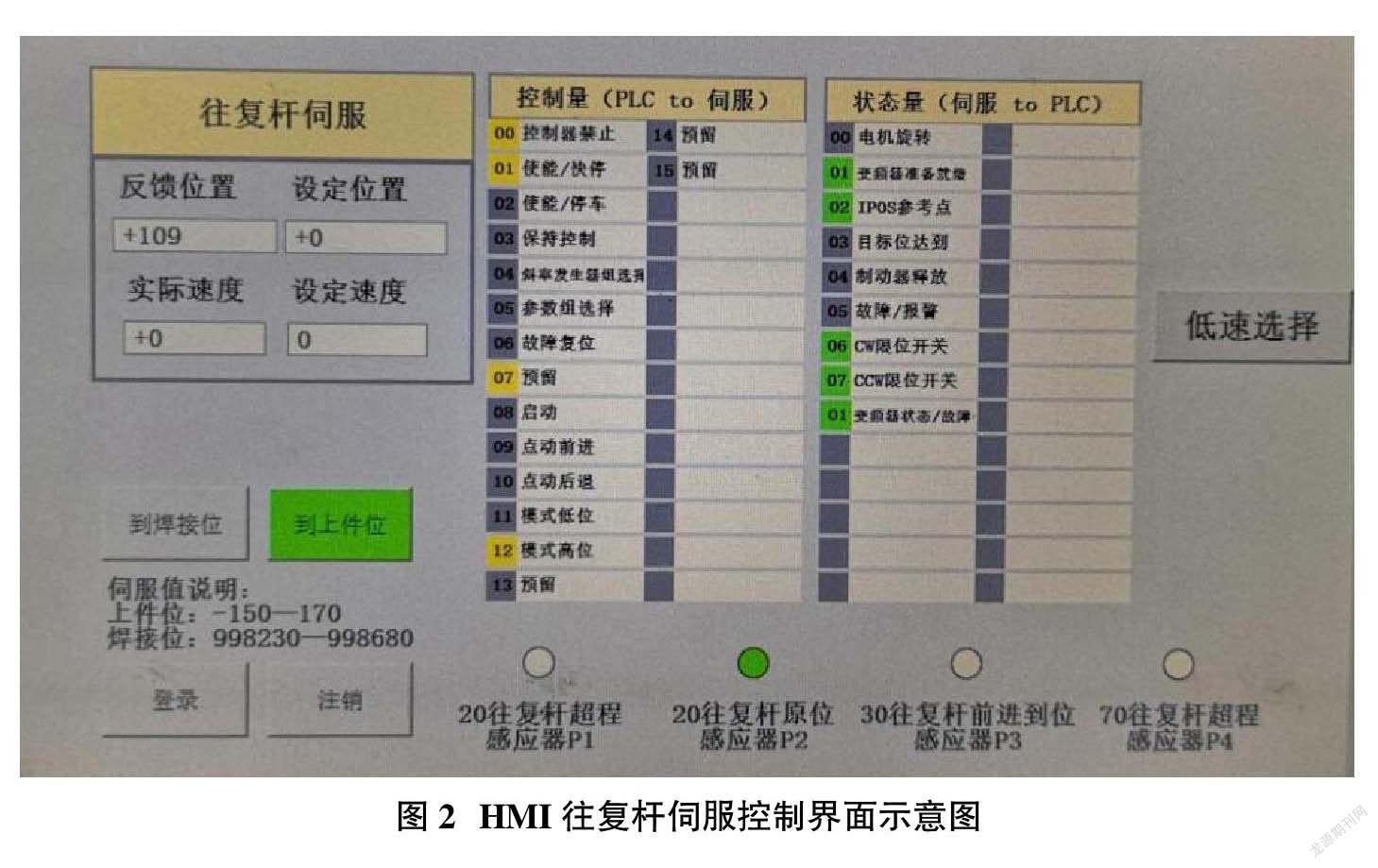
往復桿機構輸送模式主要應用于焊裝線零件總成的定位和傳輸[3-4]。如圖2 HMI往復桿伺服控制界面所示,往復桿伺服控制可在HMI界面設定移動位置和運動速度,PLC控制器接收焊裝線現場伺服電機編碼器信號,PLC對HMI界面設定值和現場反饋信號進行邏輯運算和數值運算對伺服器進行閉環控制輸出,以實現往復桿機構的位置和速度的精確控制。PLC控制器將控制量傳輸給伺服電機,對往復桿機構進行控制,主要包括啟動、點動前進、點動后退、故障復位、參數組選擇、保持控制、停車等功能;伺服系統將傳感器、開關信號等狀態量傳遞給PLC控制器,實現往復桿機構運動狀態的遠程監控,主要包括電機狀態、IPOS參考點、目標位情況、CW限位開關、CCW限位開關、伺服器狀態、電機故障等信號。通過HMI界面可以查看現場往復桿是否超程,限位距離可在上位機畫面進行設定,往復桿伺服界面人機優化、監控便捷。
通過HMI界面可對往復桿運動步序進行查看,便于獲取白車身焊裝線實際生產工序位置。首先對往復桿機構進行初始化,包括:各個工位的往復桿進行自動復位,下一步循環停止、到達上件位置等;然后對本次焊裝生產的車型進行判別和輸入。PLC控制往復桿機構按照相應的運動步驟進行進行、后退、下降、升起等動作,在執行動作過程中檢測工位是否有工件、是否有動作請求和夾具步驟等。以50往復桿下降控制為例,當PLC檢測到50往復桿下降請求后,控制相應氣缸進行50往復桿動作,當檢測到下降限位信號后,PLC可判斷50往復桿下降完成,同時輸出50工位往復桿狀態信號(HMI界面顯示綠色),同時滿足各工位信號不存在報錯、故障、急停等信息的確認。往復桿機構動作設定有手動模式和自動模式2種。在手動模式下,滿足動作按鈕和工位號一致,焊裝傳送線的緊鎖氣缸加緊到位,伺服處于原位狀態,若垂直升降裝置機構下降到位信號無法檢測,則需在下降允許條件是否滿足,然后手動操作往復桿進行下降。在自動模式下,傳感器檢測是否處于伺服原位,加緊氣缸打開、焊接裝置處于原位,然后PLC控制往復桿機構進行下降動作。
3? 白車身焊裝線往復桿機構PLC程序
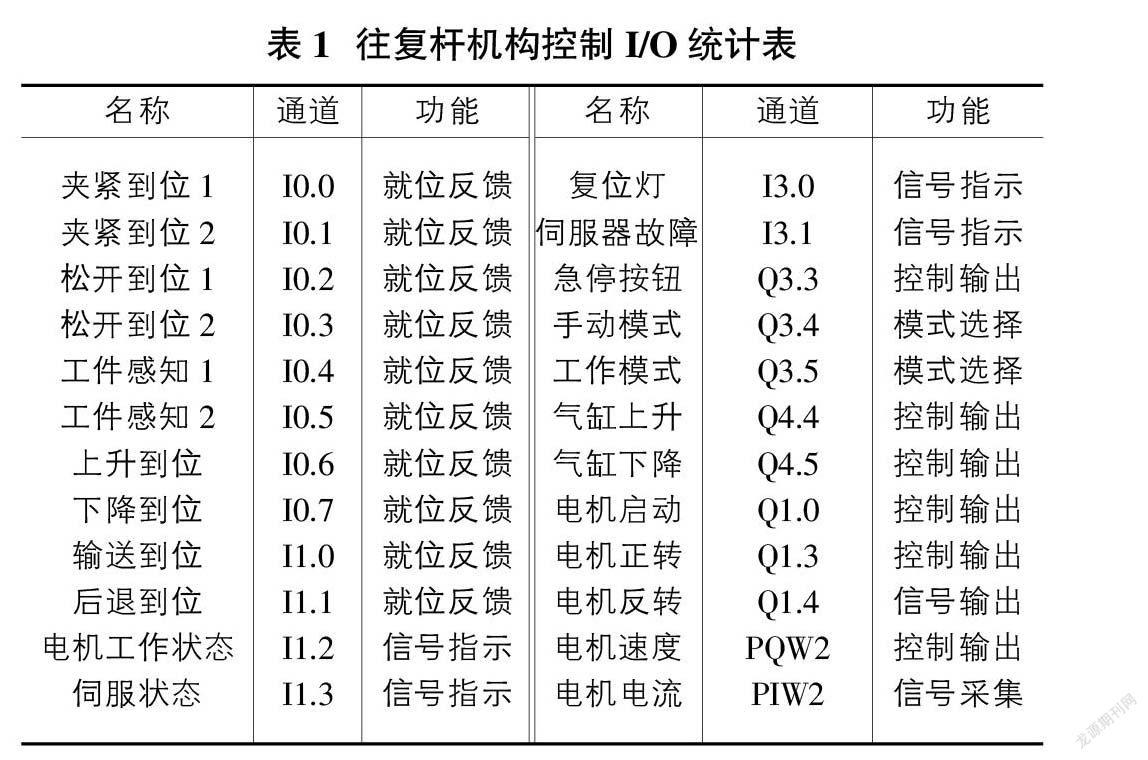
為提高白車身焊裝生產線PLC控制程序開發效率,提高控制程序的可靠性和后期調試、維護、修改的便捷性。PLC控制程序采用模塊化思想進行開發,按照控制結構對程序功能進行劃分模塊,以減少程序開發工作量。往復桿機構作為焊裝線獨立的工件輸送設備,所以單獨程序模塊編寫往復桿機構PLC程序。焊裝線往復桿機構動作有上升、降落、前進和后退四種,故需設置四種動作到位狀態量,同時為保證往復桿傳輸精度和夾具定位重復精度,需控制夾緊機構在往復桿機構動作完成后進行夾緊,防止出現滑移現象。在焊裝輸送線的兩端設計有緩沖裝置,減少往復桿機構動作慣性和設備沖擊。往復桿機構垂直升降有3個氣缸提供動力,水平前進、后退由伺服電機提供動力,可實現精確定位和精確控速,往復桿機構控制I/O點如表1所示。
4? 往復桿機構的特點
通4過往復桿在汽車白車身焊裝線的應情況分析,可得往復桿機構具有以下優點:①重復定位精度高。往復桿機構的水平移動裝置的電機采用SEW伺服驅動器控制,伺服編碼器能夠精確控制往復桿機構的設定位置和移動速度,并且形成閉環控制,通過檢測信號和設定信息對比在線調節控制精度,具有較好的重復定位精度,滿足汽車白車身焊裝工藝控制要求。②傳送速度快。往復桿機構相比空中小車輸送,明顯能夠將輸送效率提升50%,節約了焊裝生產線白車身焊裝時間[5]。③柔性化生產程度高。相比空中小車的輸送,車型托塊機構簡單,可通過調整托塊的長度和位置即可實現多種車型的焊裝輸送需求,能夠提升焊裝生產線的使用效率。④自動化程度高。往復桿機構由PLC控制,可工序步驟和工藝要求進行PLC程序編寫,實現各工位同步輸送和全自動循環運行,且輸送運行平穩、工件碰撞風險小。
5? 分析與討論
汽車制造工業是國民經濟的支柱產業,在產業結構調整的大背景下,提升汽車生產線智能化、自動化水平成為行業發展趨勢。汽車白車身焊裝線高自動化水平有利于提升汽車制造質量和生產效率。本文對白車身焊裝線往復桿機構進行研究,分別對往復桿機構工作原理、往復桿機構實際應用和PLC程序控制進行應用研究,往復桿機構能夠具有重復定位精度高、柔性化生產好、設計成本低、穩定性好的優勢,能夠提升汽車白車身生產效率和保障汽車生產品質。
參考文獻:
[1]王輝,黃仁果,黃長亮.往復桿輸送系統在貨車車身零部件焊裝生產線上的研究與應用[J].裝備制造技術,2019(01):173-175,178.
[2]何益富.焊裝B平臺地板線往復桿輸送設備鉸鏈四連桿提升機構的優化[J].現代制造技術與裝備,2017(03):35-36.
[3]桑大群,汪小霞,蘇偉.汽車焊裝生產線上往復桿式輸送機的選型[J].汽車工藝師,2017(05):42-45.
[4]王恒剛,胡克勤,郭吉豐.基于伺服控制和曲柄連桿滑塊機構的導紗系統[J].紡織學報,2012,33(09):130-134.
[5]邱汝鋒,曾學文,莫萬勇.直線往復運動轉變單向旋轉運動的機構設計[J].科技創新與應用,2019(21):76-78.