焊縫形式及分布對鋁合金儲氣筒耐壓性的影響
2021-11-09 02:51:10沈其明
熱處理技術(shù)與裝備 2021年5期
關(guān)鍵詞:焊縫
谷 晗,沈其明,高 雨
(遼寧忠旺集團有限公司,遼寧 遼陽 111003)
隨著世界環(huán)保需求不斷提高,汽車輕量化是環(huán)境保護的需求之一。據(jù)不完全統(tǒng)計,我國機動車保有量已達3億輛以上,載貨汽車(商用車)保有量達2千萬輛,占汽車總量的6.7%左右。我國商用車的總體燃料消耗量占汽車的55%~60%[1-2]。因此,降低商用車的自重,可以有效降低燃油消耗的總量。100公里商用車排放量約為乘用車排放量的3~4倍,汽車重量每降10%可降低排放量5%~6%,汽車減重100 kg,CO2減排10 g/100 km[3]。
隨著各種輕量化商用車型的開發(fā),鋁合金零部件也逐漸凸顯,如儲氣筒、防撞梁、發(fā)動機缸體、半掛車骨架、倉欄車骨架等。儲氣筒是商用車的重要組成部分之一[4-5],商用車用氣的零件眾多,單憑空壓機泵出的氣體遠遠不夠,需要將泵出的空氣儲存在儲氣筒中,為制動、空氣懸架、駕駛室懸架、空氣座椅、提升橋等部件工作時提供氣體[6]。而在儲氣筒的產(chǎn)品設(shè)計制作過程中,各材料間的連接形式則決定著最后產(chǎn)品的安全性能。
本文通過對儲氣筒通氣閥管接頭位置焊縫的不同連接形式進行試驗,并測試試驗件的耐壓性能,得到不同的連接形式所能達到的耐壓值,從而為后續(xù)的產(chǎn)品優(yōu)化奠定基礎(chǔ)。
1 產(chǎn)品簡介
1.1 結(jié)構(gòu)設(shè)計
鋁合金儲氣筒由筒身、左端蓋、右端蓋、通氣閥管接頭和放水閥管接頭組成,如圖1(a)所示。設(shè)計額定工作壓力1.2 MPa,規(guī)格45 L,直徑φ285 mm,筒體采用6xxx系合金,材料屈服強度260 MPa、抗拉強度290 MPa、斷后伸長率≥10%。筒體擠壓一體成型,無焊縫,減少了焊接造成的性能損失,增加了儲氣筒的耐壓性和美觀性,簡化了加工工序,降低了制造成本,很好地彌補了市面軋制鋁合金卷筒縱縫焊接儲氣筒的不足。端蓋選用5xxx鋁合金板材,該鋁合金屬于Al-Mg系鋁合金,具有密度低、抗拉強度高、延展率高和疲勞強度好等特點。
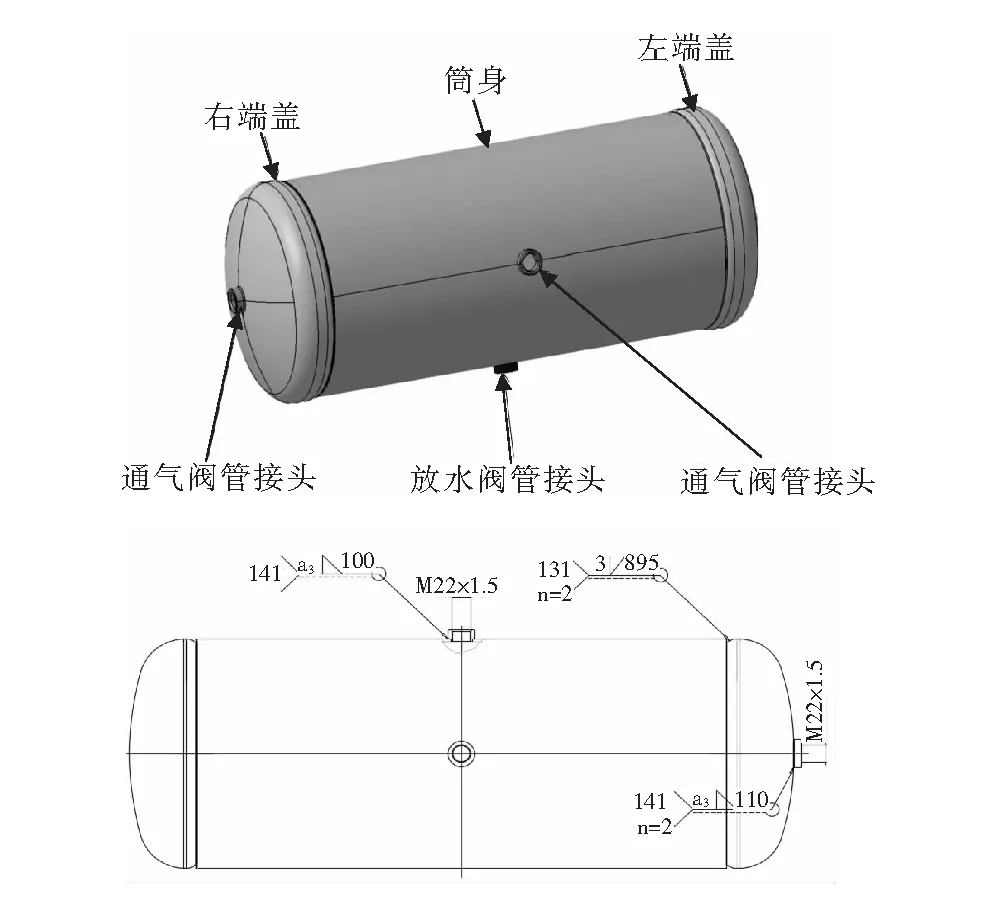
(a) 儲氣筒結(jié)構(gòu);(b)焊接位置圖1 鋁合金儲氣筒示意圖(a) gas storage cylinder structure; (b) welding locationFig.1 Schematic diagram of aluminum alloy gas storage cyinder
1.2 焊縫布置
儲氣筒焊接過程分為:筒體與端蓋焊接,采用MIG焊焊接;筒體與管接頭焊接,端蓋與管接頭焊接,采用TIG焊焊接。儲氣筒焊接位置如圖1(b)所示。
2 試驗技術(shù)指標
2.1 產(chǎn)品技術(shù)指標
參考QC/T 200—2015 汽車制動系統(tǒng)儲氣筒技術(shù)要求,要求如下:
1)耐壓性。儲氣筒在5倍額定工作氣壓下進行10 min靜態(tài)液壓試驗后,不能有裂紋,且周向永久變形不能超過1%。
2)密封性。儲氣筒在1.5倍最大額定工作氣壓下,保壓1 min不得漏氣。接頭處允許用密封劑。
3)防腐性。儲氣筒內(nèi)外表面涂上涂層防護后應(yīng)按JB/Z 111中TQ7級要求進行連續(xù)鹽霧試驗。將每個儲氣筒四等分切開,每1/4塊包括50%的端蓋和25%的殼體。按JB/Z 117第4.1.11 a條(切割邊緣涂漆保護)投入試驗,經(jīng)40 h連續(xù)鹽霧試驗后,允許有微小和分散的腐蝕點。樣板邊緣和焊縫、螺紋處的腐蝕可不考慮。
4)外觀。儲氣筒外觀應(yīng)平整,不允許有磕碰損傷及凸起。
2.2 壓力試驗方案
由于在壓力試驗過程中,隨著筒內(nèi)壓強的增大,筒體會產(chǎn)生一定量的變形。所以對儲氣筒打壓過程中,每到一個階段都要保壓一段時間,確保儲氣筒不會因變形量激增而突然開裂。具體試驗方案見表1。
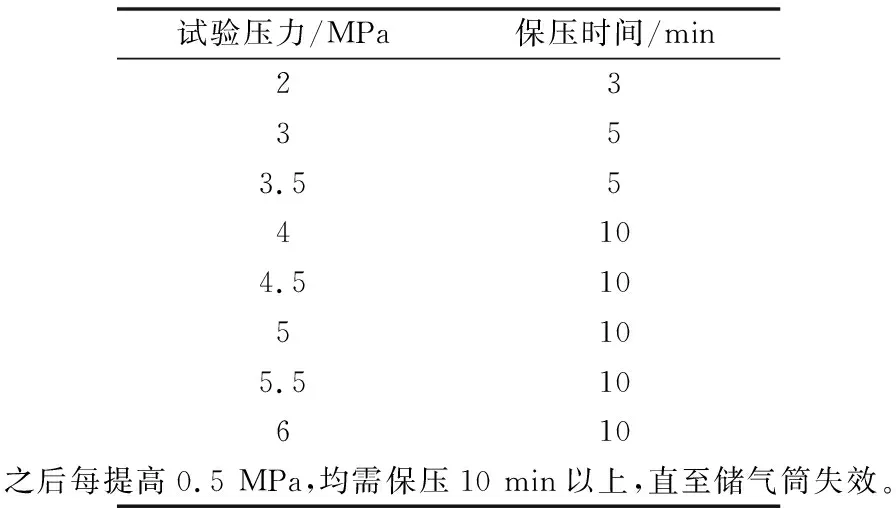
表1 壓力試驗過程方案Table 1 Pressure test process scheme
3 耐壓性試驗過程
3.1 焊接試件制備
在前期產(chǎn)品試制過程中,發(fā)現(xiàn)產(chǎn)品無法達到技術(shù)規(guī)范中的要求,而且大部分儲氣筒爆破點在右端蓋與通氣閥管結(jié)構(gòu)連接處的a3焊縫,故本次試驗的方案見表2。

表2 焊接試驗方案Table 2 Welding test scheme
3.2 壓力試驗操作
試驗過程嚴格遵照試驗方案要求,保證試驗結(jié)果有效性。壓力試驗操作具體流程為:
1)將試壓泵上方進水口蓋打開,注入清水至充滿為止,擰緊蓋子。
2)將儲氣筒配套螺栓均勻纏上生料帶后擰至兩端端蓋螺套處至密封狀態(tài)。從筒體上螺套處注入清水直至注滿為止。
3)使用試壓泵配套膠管將試壓泵與儲氣筒密封連接。
4)將壓力表安裝到試壓泵上并確認試壓泵上泄壓閥處于關(guān)閉狀態(tài)。
5)均勻按壓試壓泵上手柄,持續(xù)給儲氣筒加壓至0.2 MPa后,將泄壓閥擰開,待泄壓管內(nèi)排出空氣或流出清水為止,重新擰緊泄壓閥。
6)均勻按壓試壓泵手柄,持續(xù)穩(wěn)定地為儲氣筒加壓。待壓力達到2 MPa時,保壓3 min;2~4 MPa之間每加壓0.5 MPa,保壓5 min;當壓力達到4 MPa時,保壓10 min。此后每加壓0.5 MP,均需保壓10 min,直至儲氣筒失效為止,并記錄問題點。
4 試驗結(jié)果及分析
4.1 爆破壓力測量
經(jīng)過規(guī)范的試驗操作流程,在不同的儲氣筒檢測后得出相關(guān)的極限壓力測量數(shù)值見表3。

表3 極限壓力值及爆破位置Table 3 Limit pressure value and blasting position
4.2 筒身極限周長測量
因筒身長度較長,筒身各位置也存在差異,故在筒身靠近左右端蓋以及中心位置各取一處進行測量,取平均值,儲氣筒筒身平均周長變化數(shù)值見表4。
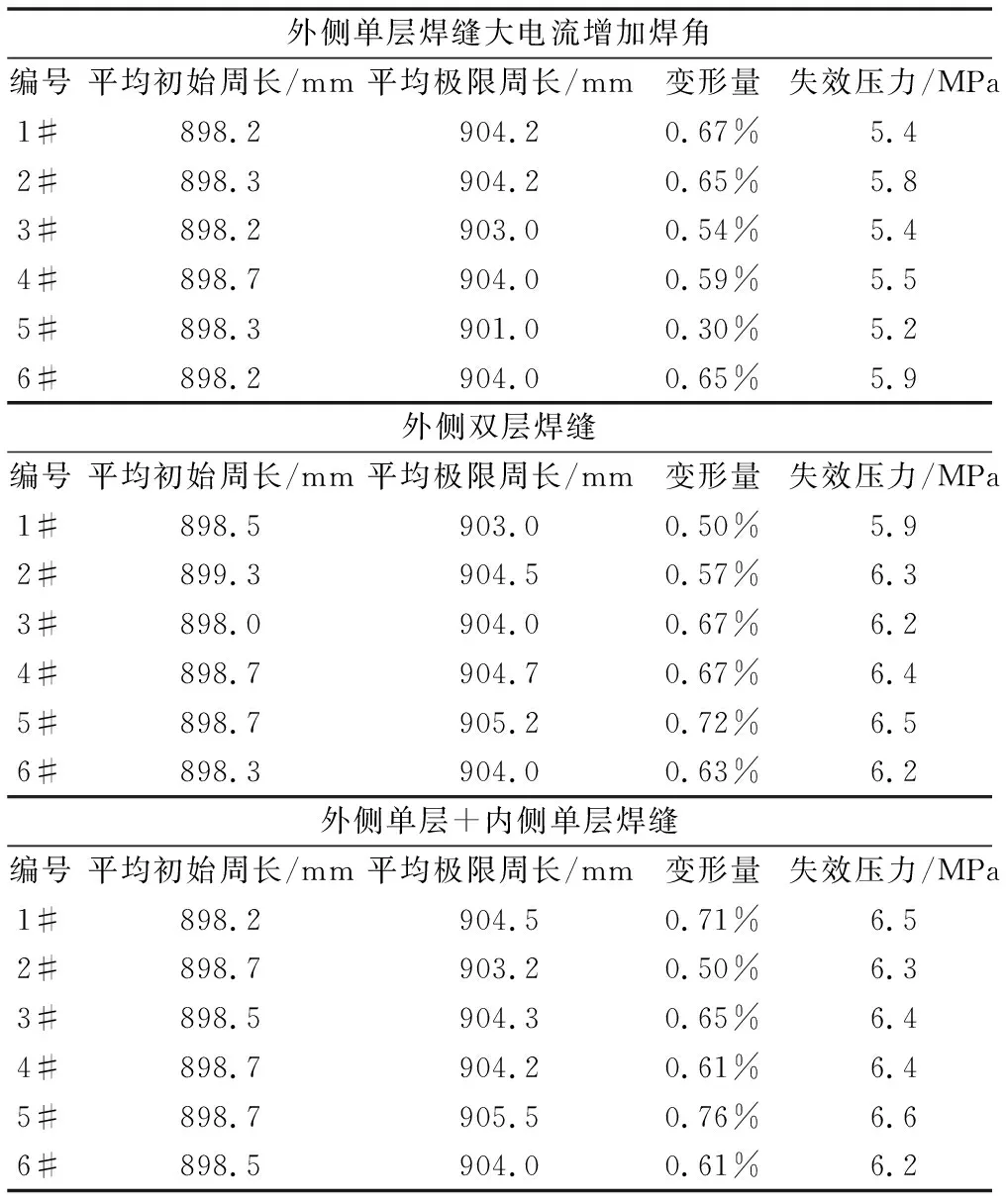
表4 筒身平均周長變化表Table 4 Variation of average circumference of cylinder body
5 總結(jié)
通過上述的試驗過程及結(jié)果分析可看出,采用單純的外側(cè)單層焊縫大電流增加焊角方案無法達到設(shè)計需求的6 MPa壓力;外側(cè)雙層焊縫方案只有一個儲氣筒未達標,但其破壞點為焊縫熱影響區(qū),這就需要考慮母材筒身是否存在內(nèi)部缺陷而導(dǎo)致耐壓不足;外側(cè)單層+內(nèi)側(cè)單層焊縫方案全部達到設(shè)計標準。筒身周長變形量在0.30%~0.71%之間,均符合標準中不超過1%的要求。綜上得出結(jié)論:
1)若單純大電流增加填充金屬方案不可行,經(jīng)爆破后拆解可看出,單純大電流焊接導(dǎo)致焊縫位置母材背部塌陷嚴重,存在縮根現(xiàn)象,存在裂紋傾向;
2)外側(cè)雙焊縫方案可行,因以第一道a2角焊縫作為打底焊縫,即保證了材料間的有效連接,又為后續(xù)a4角焊縫作為蓋面焊縫提供了足夠的支撐,防止背部塌陷產(chǎn)生缺陷;
3)外側(cè)單層+內(nèi)側(cè)單層焊縫方案可行,內(nèi)外雙焊縫在合理的角焊縫連接金屬填充下增加了連接件之間的有效連接面積,使焊縫的承載能力遠大于母材的承載能力,同時內(nèi)外焊接相當于第二次焊接對第一次焊接的熱影響區(qū)進行熱處理作用[7],這就使得最薄弱的焊接熱影響區(qū)得到強化,提高強度。
后續(xù)的產(chǎn)品優(yōu)化可參照外側(cè)雙焊縫方案和外側(cè)單層+內(nèi)側(cè)單層焊縫方案進行,以增加母材厚度提高焊角尺寸等方向進行改善,滿足減重的同時也達到需求的耐高壓能力。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07