不銹鋼陰極板矯直機電氣控制系統設計及應用
2021-11-09 07:55:30楊陽謝建榮李磊
有色冶金設計與研究 2021年5期
楊陽,謝建榮,李磊
(1.江西省交通設計研究院有限責任公司,江西 南昌 330052;2.江西瑞林裝備有限公司,江西 南昌 330032)
隨著我國銅冶煉行業的蓬勃發展,永久陰極電解法(簡稱“ISA法”)工藝已廣泛應用,不銹鋼陰極板在銅電解生產中也隨之大量使用[1]。不銹鋼陰極板在日常銅電解生產和吊裝運輸過程中,受各種不利因素的影響,部分不銹鋼陰極板會產生不良形變,如縱向形變、橫向形變和應力形變等。為了處理不銹鋼陰極板的形變問題,可借助矯直機通過其上下交錯排列的工作輥多次反向彎曲,消除不銹鋼陰極板殘余曲率,減小不均勻性形變程度,提高不銹鋼陰極板的矯直精度以及不良板面的處理效率[2-5]。針對該設備,本文設計了一種基于PLC、編碼器和變頻器等組成的陰極板矯直機電氣控制系統,可對不同程度形變的不銹鋼陰極板板面進行矯直處理,從而達到最佳的矯直效果。
1 矯直工藝流程與系統要求
1.1 矯直工藝流程
本文研究對象為一套不銹鋼陰極板矯直機。該設備由上料工作臺、矯直主機單元、輥道驅動單元及其輔助裝置和電氣控制系統等組成。該裝備操作時,由機械手將存在形變缺陷的陰極板送入矯直機上料工作臺上,然后由相應輔助裝置將陰極板推送至矯直主機單元內。主機單元內有上下兩排工作輥道,當矯直主機單元內光電開關檢測到陰極板物料時,上工作輥道由升降電機控制下降動作,根據編碼器反饋值經過數據處理轉換成輥道下壓量;當達到設定的輥道下壓量時,輥道升降電機停止運行,主驅動電機帶動上下輥道運行,將處理的不銹鋼陰極板矯直帶出至出料口;當出料口光電開關檢測到物料時,主驅動電機停止動作,升降電機將上輥道提升至初始位置,至此完成一個完整的矯直工序循環。矯直機工作示意如圖1所示。
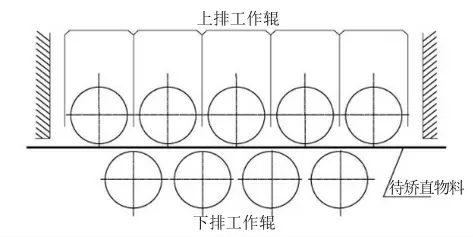
圖1 矯直機工作示意
1.2 系統控制要求
陰極板矯直機的矯直區主機結構包含上下兩組輥系,上機架上安裝有若干工作輥,下機架上安裝有若干工作輥。上下輥系高度可手動調節,便于處理不同形變的陰極板。上輥道下壓的距離由多圈絕對值型光電式編碼器進行檢測,經過控制系統內部程序處理轉換成輥道的下壓量。下壓量值和編碼器當前碼值在觸摸屏上顯示,操作人員通過在觸摸屏上調節輥道的下壓量來控制不銹鋼陰極板的矯直精度。變頻器控制的電機速度可在觸摸屏上設定,通過調節變頻器控制的電機轉速改變輥道的矯直速度。操作人員可以根據不良板面的形變程度來調節矯直速度和輥道下壓量,以便達到更佳的矯直效果。
2 控制系統與實現
2.1 硬件系統設計及控制方法
不銹鋼陰極板矯直機控制系統以變頻電機為驅動部件,PLC通過Profinet通信接口連接到變頻器,旋轉編碼器安裝在電機底座固定架上,編碼器通過聯軸器與電機連接。電機的旋轉經傳動機構轉化為輥道下壓的直線運動,通過編碼器反饋值計算出輥道機構的整體下壓量,PLC根據給定下壓量與實際下壓值的差值,利用PID閉環控制原理產生控制信號,通過調節使電機的實際轉速與給定轉速之間的偏差趨近于零。陰極板矯直機控制系統結構示意如圖2所示。
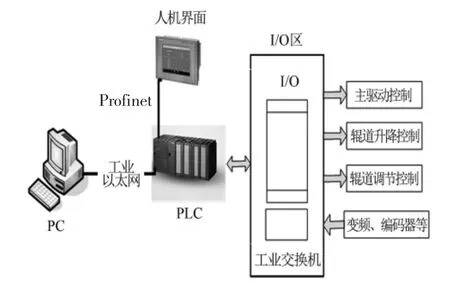
圖2 控制系統結構示意
陰極板矯直機操作控制在集中操作臺上進行,柜體內部布置了一些電氣控制元器件,柜體面板上兼有人工操作的功能,在柜體外門上設置了相應的急停按鈕、控制旋鈕、指示燈、電壓表和西門子觸摸屏操作面板等。操作選擇分為手動和自動兩種控制模式,且在控制柜上有控制操作選擇旋鈕。需要手動操作時,將操作選擇開關切換到手動模式,此時可以通過手動操作控制矯直機的升降電機的啟停和主驅動電機的啟停。需要自動操作時,將操作選擇旋鈕切換到自動模式,此時矯直機的升降電機和主驅動電機若滿足自動啟動條件,通過操作一鍵啟動,矯直機即可自動完成一次完整的矯板流程。
根據陰極板矯直效果,由操作人員決定是否需要增加矯板次數。若矯出的陰極板平整度好,表示矯板完成;若矯出的陰極板平整度不好,可通過增加矯板次數及調整下壓量來修正矯板效果。
2.2 軟件系統設計
根據硬件配置和控制要求進行不銹鋼陰極板矯直機的軟件設計。編程思路采用子程序調用指令,IO地址映射區編寫成一個獨立的字子程序FC塊,另外將手動子程序、自動子程序、觸摸屏參數設定子程序和故障報警子程序分別單獨編寫成獨立的FC塊,在OB1中進行調用各子程序FC塊。系統軟件流程如圖3所示。
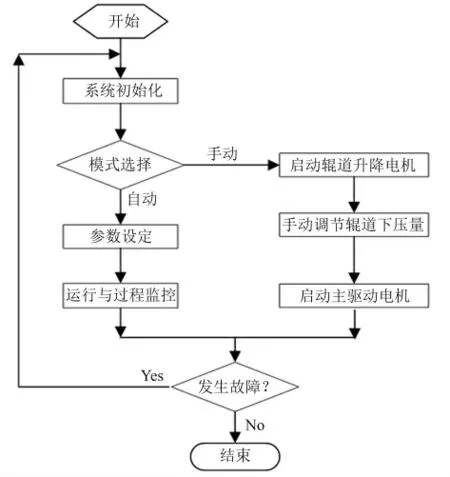
圖3 系統軟件流程
通過控制柜上的手/自動切換旋鈕來進行手自動子程序的切換。當控制權切換至自動檔位時,PLC中央控制單元后臺調用自動子程序,則手動子程序不起作用;當切換至手動模式,則自動子程序運行失效。控制上下輥道動作的變頻器的通信采用Profinet協議與PLC進行雙方的數據連接,CPU經過Profinet通信協議將啟停控制字和速度字送至變頻器內,建立變頻器速度變量DB數據塊,包括變頻器狀態值反饋和速度值給定等變量一并放置在一個DB數據塊,方便程序查詢及故障排查。
3 系統設定及模式選擇
3.1 輥道下壓量調節設定
正常情況下,操作人員可以根據當前待矯陰極板板面形變情況,通過操作臺面上的觸摸屏來調節矯直機上輥道下壓量處理矯直陰極板。
1)需對矯直機編碼器標定一個初始零位。若既不選擇投入下壓量減1 mm模式,也不選擇投入下壓量加1 mm模式,表示升降電機每次都下降至標定的初始零位。即,當前調節值顯示為0 mm,表示矯直機上輥道已下降至標定初始位。
2)若選擇投入下壓量減1 mm模式,表示升降電機帶動上輥道下降至初始零位偏上的位置。點擊畫面中“-”按鈕一次或點擊觸摸屏F1按鍵一次,表示下壓量減少1 mm;點擊n次則表示下壓量減去n mm。若下壓量調節值為負值,說明矯直機上輥道的下壓量較設定的初始零位下壓量小。通過設定下壓量減限幅,來限制下壓量最多可以減幾次1 mm。例如,將下壓量低限幅設定為“-6 mm”,表示下壓量最多只能減6 mm。通過此設定對下壓量的下限幅進行限制,避免矯板矯直幅度過小,達不到矯直效果的情況發生。
3)若選擇投入下壓量加1 mm模式,表示升降電機帶動上輥道下降至初始零位偏下的位置。點擊畫面中“+”按鈕一次或點擊觸摸屏F2按鍵一次,表示下壓量增加1 mm,點擊n次則表示下壓量增加n mm。若下壓量調節值為正值,說明矯直機上輥道的下壓量較設定的初始零位下壓量要大。通過設定下壓量加限幅,來限制下壓量最多可以加幾次1 mm。例如,下壓量加限幅設定為“+6 mm”,表示下壓量最多只能增加6 mm的下壓量。通過此設定,避免下壓量過大給陰極板造成二次形變損傷。
4)下壓量減1 mm模式和下壓量加1 mm模式可同時選擇,也可只選擇其中之一。操作人員通過觸摸屏自由切換操作模式,并根據當前待矯陰極板板面變形情況來設定下壓量加減限幅的大小。
3.2 模式選擇
借助檢驗專業工具判斷待矯陰極板形變類型,陰極板形變情況有彎曲板和應力板兩種類型,兩種類型的形變板矯直處理方式不一樣。
1)彎曲板處理。操作人員對陰極板存儲架上的待矯板進行判斷,肉眼觀察或采用專用檢驗工具判斷陰極板的形變彎曲程度。將彎曲凸起面朝上送入至矯直機上下輥道開口處,在觸摸屏上功能頁面投入“矯直模式”。板彎曲程度在3 mm以內的,在初始零位的基礎上通過觸摸屏HMI操作往下減2~5 mm的下壓量,然后執行一鍵操作矯直流程。待完成一次矯板過程后,在矯直出料平臺面上。采用專用檢驗工具判斷該板矯直效果,若仍存在較大形變,需要適當調節下壓量,進行二次矯板流程。
2)彈性板處理。首先將待矯板送入矯直機輥道開口內,在觸摸屏功能頁面選擇投入“矯彎模式”。若彈性板形變回彈量較大,則適當加大下壓量。按一鍵啟動,升降電機下降至設定下壓量位置后停止動作;主驅動電機自動啟動正轉,上下輥道運動將陰極板帶出;當光電開關檢測到移動的陰極板導電棒耳部時,主驅動電機停止運行,升降電機上升至上升停止位,至此完成陰極板的矯彎。然后,將已矯彎的陰極板換面,凸面朝上送入矯直機輥道開口內,在觸摸屏功能頁面選擇“矯直模式”,并一鍵啟動。升降電機下降至設定下壓量位置后停止動作;主驅動電機自動啟動正轉,上下輥道運動將陰極板帶出;當光電開關檢測到移動的陰極板導電棒耳部時,主驅動電機停止運行,升降電機上升至上升停止位,至此完成陰極板的矯直。
完成一次矯彎和一次矯直流程后,使用檢驗專用工具對板面進行檢測:檢測板面的懸垂度是否在允許偏差范圍內,板面彈性應力是否已消除。若板面仍不合格,再次送入矯直機內進行矯彎或矯直,根據板面的形變和彈性應力情況,決定是否適當調節輥道下壓量。
4 結語
本文設計的一種基于“PLC+編碼器+變頻器”技術的陰極板矯直機電氣控制系統,通過PLC控制系統發出命令,在觸摸屏上設置矯直機下壓量參數,簡單直觀,操作方便。目前,該系統跟隨該矯直設備已在ISA法銅電解領域投入使用,有效提高了不銹鋼陰極板板面形變缺陷的處理效率,且矯直精度符合銅電解工藝要求,滿足了銅電解相關企業的實際需求。
猜你喜歡
防爆電機(2020年3期)2020-11-06 09:07:42
山東冶金(2019年1期)2019-03-30 01:35:32
測控技術(2018年5期)2018-12-09 09:04:50
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
電子制作(2017年7期)2017-06-05 09:36:13
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
制造技術與機床(2015年10期)2015-04-09 07:06:00
自動化博覽(2014年12期)2014-02-28 22:34:39