某大型復(fù)雜接頭鍛件成形過程優(yōu)化
2021-11-12 14:19:26薛慶增海裝沈陽局駐沈陽地區(qū)某軍事代表室
鍛造與沖壓 2021年21期
文/ 薛慶增·海裝沈陽局駐沈陽地區(qū)某軍事代表室
邱磊,裴玢,馬栓柱·中國航發(fā)沈陽黎明航空發(fā)動機有限責任公司
針對接頭鍛件在模鍛過程中易出現(xiàn)折疊缺陷、模具磨損嚴重等問題,優(yōu)化了成形工藝過程。通過合理設(shè)計預(yù)制坯,解決了鍛件缺陷。同時提高了生產(chǎn)效率,降低了打磨工作量,為類似接頭類鍛件的成形提供了參考。
航空航天用設(shè)備的液壓管路中廣泛使用接頭零件,在承受高壓和耐腐的工況下,要求接頭零件毛料為鍛件,且多為不銹鋼材質(zhì)。圖1為某大型復(fù)雜接頭鍛件圖,材料牌號為1Cr18Ni9Ti,形狀為典型的枝杈類三通接頭,在φ61mm枝杈接頭處凸出一直徑為φ16mm、長約77.5mm的圓柱支管,該支管與分模面法向成39°。采用鍛錘模鍛+校正的工藝路線,由于無法合理分配坯料,鍛件A處易出現(xiàn)折疊。另外,為保證支管部位充滿,需要的下料體積較大。鍛模的毛邊是開式的毛邊橋和毛邊倉設(shè)計,在鍛錘高速沖擊力的作用下,模具B處和C處因受到熱應(yīng)力而過早塌陷失效,D處易形成裂紋。
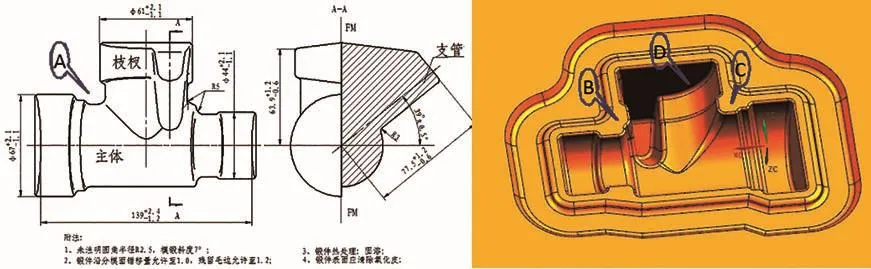
圖1 某接頭零件的鍛件圖和模具
基于以上問題,急需設(shè)計預(yù)制坯,合理分配坯料,避免多余料堆積在鍛件表面造成折疊,同時解決金屬無法順利向外排出而對模具造成損傷,從而提高鍛件表面質(zhì)量、生產(chǎn)效率及模具使用壽命。
預(yù)制坯設(shè)計及成形仿真
設(shè)計預(yù)制坯,保證經(jīng)重新分配的坯料能穩(wěn)定落入模膛,并有效填充型腔,同時盡可能降低制坯難度。在合理分配坯料的同時,盡可能減小下料尺寸,既提高材料利用率,又避免鍛件表面形成折疊。
設(shè)計三種形狀的預(yù)制坯,詳見以下內(nèi)容。方案1,主體和枝杈均為橢圓橫截面,且橢圓的長軸均垂直于分模面。方案2,橫截面為橢圓的兩個柱體連接,柱體橢圓截面的長軸互相垂直。方案3,主體為橢圓橫截面,枝杈橫截面為半圓和凸起的連接,凸起圓滑轉(zhuǎn)接。預(yù)制坯示意圖見圖2。
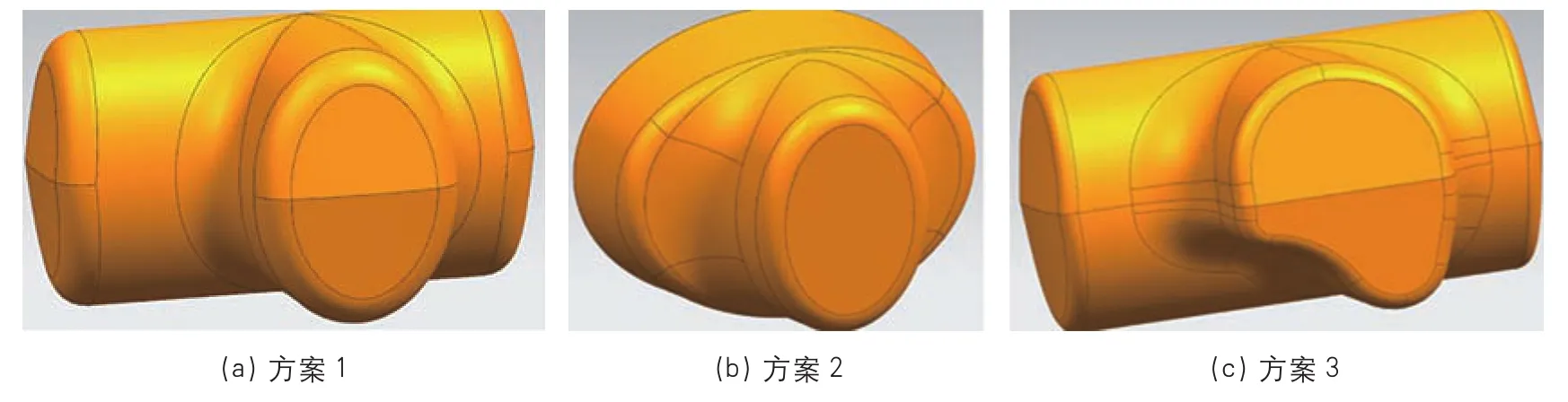
圖2 預(yù)制坯的形狀示意圖
采用DEFORM有限元仿真軟件對不同預(yù)制坯的成形過程進行模擬,發(fā)現(xiàn)方案1放料時枝杈前傾,上模具啃傷金屬。方案2和方案3均能滿足成形需求。方案2的模擬成形過程見圖3,毛邊分布均勻,支管部位充滿,未出現(xiàn)壓傷和失穩(wěn)情況。考慮到方案3的荒坯制備難度較大,最終采用方案2。

圖3 方案2模擬成形過程
荒坯形狀確定后,需要確定尺寸大小。荒坯由大端柱體和小端柱體連接而成,且橫截面均為橢圓。小端柱體的橫截面面積需要滿足鍛件支管部位的充滿要求,柱體長度尺寸要避免模鍛時的啃傷。經(jīng)反復(fù)驗證,確定大端柱體長度為39mm,小端柱體長度為42.5mm。然后根據(jù)體積相等原則,確定截面尺寸。同時,為了制備方便,要保證小端柱體的截面長軸尺寸小于大端柱體的截面短軸尺寸。荒坯成形采用胎模鍛造,設(shè)計工裝見圖4。
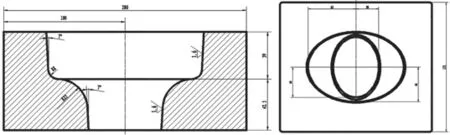
圖4 胎模鍛造用胎具
現(xiàn)場投產(chǎn)試制
現(xiàn)場投產(chǎn)2件試驗件,來料規(guī)格均為φ70mm×154mm。具體試壓路線為:下料(φ70mm×154mm)→加熱(1180±10 )℃→制坯→加熱(1180±10)℃→模鍛(2t模鍛錘)→切邊(2500kN沖床)。
制坯時先采用圓角與胎模轉(zhuǎn)接圓角匹配的摔子上下扣住棒料一端,經(jīng)一錘制出荒坯小端的雛形。再將荒坯豎直放置于胎模中,上部鐓粗成形,下部擠壓成形。工裝實物如圖5所示。

圖5 工裝實物(胎具、摔子和斜鐵)
模鍛過程主要參數(shù):2t模鍛錘錘擊程度分為輕擊、中擊、重擊,打擊能量分別設(shè)置為5%、17%、25%。荒坯完全且穩(wěn)定地放入型腔內(nèi),依次經(jīng)中擊6錘、重擊2錘后,鍛件充滿。
試驗結(jié)果及分析
鍛件表面質(zhì)量對比分析
接頭鍛件按原工藝路線生產(chǎn)36件產(chǎn)品,每個鍛件在一次模鍛后均存在折疊缺陷。而采用胎模鍛制坯+一次模鍛成形工藝路線生產(chǎn)的鍛件已無缺陷,經(jīng)檢驗鍛件尺寸均滿足工藝要求。鍛件實物見圖6。

圖6 鍛件實物(工藝優(yōu)化后鍛件的正反面)
原工藝為料段直接模鍛成形,料段水平搭接在模腔上,覆蓋支管深腔部位,如圖7所示。一端在型腔內(nèi),一端在型腔外。當金屬受到豎直沖擊作用力時,金屬流向型槽深處。投影處于鍛模毛邊部位的金屬被模具啃傷。枝杈部位金屬流動復(fù)雜,部分充滿支管深腔,部分在枝杈圓柱部位回流。流動方向和速度不同的兩股金屬形成折疊缺陷。采用預(yù)制坯進行模鍛時,金屬由擠壓充填模膛轉(zhuǎn)變?yōu)殓叴殖錆M。并且金屬體積被合理分配,縮短了金屬的流動距離。通過試驗,鍛件表面已無折疊缺陷,表面質(zhì)量滿足工藝要求。
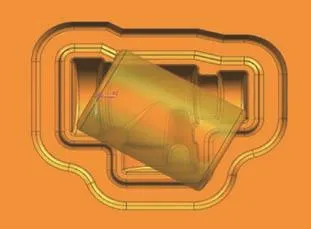
圖7 優(yōu)化前放料方式
下料金屬對比分析
原工藝下料規(guī)格為φ82mm×120mm,優(yōu)化后下料規(guī)格為φ70mm×154mm,節(jié)省原材料消耗約6.5%。原工藝路線需經(jīng)一次模鍛、一次切邊、二次模鍛、二次切邊和校正才能成形。鍛造過程中毛邊分布不均勻,終鍛后毛邊最小部位寬度約10mm。這是為了保證支管部位的深腔充滿,不得不增加坯料的直徑尺寸。工藝優(yōu)化后設(shè)計了方案2的預(yù)制坯,合理分配了各部位的金屬體積。預(yù)制坯小端柱體的長軸尺寸保證了支管部位的深腔充滿,大端柱體滿足接頭鍛件主體部位的成形需求,故終鍛后毛邊分布均勻,一次模鍛后即可充滿。優(yōu)化后的毛邊實物如圖8所示。

圖8 毛邊分布實物圖
工藝路線優(yōu)化對比分析
雖然均為模鍛成形,但工藝優(yōu)化前后的工藝路線有很大不同,見表1。原工藝路線采用料段直接模鍛成形,需要兩次模鍛、兩次切邊,最后還要進行校正。模鍛過程產(chǎn)生的鍛造缺陷需要及時排除,確認缺陷清除干凈才能進行后續(xù)的鍛造。生產(chǎn)效率低,打磨工作量大。工藝路線優(yōu)化后,增加荒坯制備,一火次模鍛即可充滿模膛,并且消除了折疊缺陷,鍛后無需打磨缺陷,提高了生產(chǎn)效率。

表1 優(yōu)化前后工藝路線對比
結(jié)束語
采用優(yōu)化后的自由鍛制坯+模鍛成形的工藝路線可生產(chǎn)出尺寸合格、表面質(zhì)量滿足工藝要求的鍛件。鍛后表面無折疊缺陷,提高了生產(chǎn)效率。方案2的預(yù)制坯設(shè)計為類似接頭類模鍛件的成形提供了參考。
猜你喜歡
房地產(chǎn)導刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
中學生數(shù)理化(高中版.高二數(shù)學)(2021年12期)2021-04-26 07:43:48
中學生數(shù)理化(高中版.高考數(shù)學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09
