無切削加工內螺紋專利技術發展趨勢的研究
2021-11-12 15:06:54陳湘輝
中國金屬通報 2021年13期
關鍵詞:設置
陳湘輝
(國家知識產權局專利局專利審查協作江蘇中心,江蘇 蘇州 215000)
螺紋連接是一種廣泛應用于各行各業的可拆卸的固定連接,是通過內螺紋與外螺紋的配合實現,螺紋加工的品質直接關系到螺紋連接的穩定性和可靠性。傳統的內螺紋加工是采用切削攻絲技術,利用相應的成型刀具進行螺紋孔的加工,其仍存在許多問題[1],如:①切屑的狀態不易控制、切屑不易排出、易劃傷已加工表面;②攻絲扭矩大,軸向力控制困難,易使孔徑及螺距誤差擴大,易損壞刀具;③刀具剛性差,承載能力低,加工速度低,加工效率低等;④由于材料的組織是被切削的緣故,螺紋部的有效強度也受到損失。然而,在航空航天、現代機械設備、汽車及儀表儀器等領域,對螺紋連接的連接精度、連接強度和連接可靠度有著更高的要求,采用其他方法代替切削方法加工內螺紋,以得到強度更高、質量更好地內螺紋零件,是大家研究的重點。
內螺紋的無切削加工技術實質上是利用材料的塑性進行加工,根據金屬材料受力后發生塑性變形和流動的特點,在預制好的工件內孔上利用壓力和螺紋工具的作用產生塑性變形,得到所需的內螺紋。采用無切削加工,由于螺紋工具對內孔周圍的金屬材料的反復擠壓,所成形的螺紋表層組織比心部組織嚴密,螺紋表面的纖維組織沿牙形呈連續的流線分布,螺紋的表面粗糙度、耐磨性較好,且經無切削加工形成的內螺紋,由于沒有切斷材料的組織,螺紋部的抗剪、抗拉強度高。
為了研究無切削加工內螺紋技術的發展情況,筆者通過CPRSABS數據庫、DWPI數據庫和SIPOABS數據庫中檢索到的文獻對無切削加工內螺紋技術進行專利分析。
1 無切削加工內螺紋技術專利申請整體狀況
1.1 無切削加工內螺紋技術國內外專利申請趨勢
國外關于無切削加工內螺紋技術的專利申請始于1926年,大致分為三個階段:①緩慢發展階段,從1926年至1976年,專利申請量較少,大部分年份的申請量在0~2件,申請量最多的一年為1959年,有6件專利申請。②快速發展階段,從1977年至1988年,這一階段的專利申請量比緩慢發展階段有了較大的提高,申請量最多的一年是1980年,共有18件專利申請,其中前蘇聯有12件專利申請,且這一段階段中,前蘇聯每年都有關于無切削加工內螺紋技術的專利申請。③平穩發展階段,從1989年至今,這一階段中,日本的申請量最大,占比為30%,其次是德國,占比26%,俄羅斯和前蘇聯各占比10%,韓國占比7%。
中國關于無切削加工內螺紋技術的專利申請從1988年才開始出現,從1988-2002年之間的申請量始終在0-2件之間,2003年的申請量開始增多,達到了5件,進入了較快的發展階段,2003-2017年期間,專利申請量有了一定的提高,并在2016年的時候達到了高峰,這一年有13件專利申請。
1.2 無切削加工內螺紋技術專利申請國家分布
無切削加工內螺紋技術,申請量排名靠前的國家分別是:①前蘇聯(SU);②中國(CN);③日本(JP);④德國(DE);⑤美國(US)。雖然前蘇聯在20世紀90年代解體,但是到目前為止,其專利申請總量仍然是最多的。由于中國的專利制度啟動較晚,其關于無切削加工內螺紋技術的專利申請開始也較晚,但專利申請的數量較多,說明中國對無切削加工內螺紋技術有一定的研究。圖1為無切削加工內螺紋技術主要申請國的專利申請趨勢。前蘇聯(SU)關于該技術的專利申請是從1951年開始,前期申請量很少,在1978年和1980年的申請量最多,達到了12件,隨著前蘇聯的解體,從1992年后,其專利申請量相應地消失。日本(JP)關于無切削加工內螺紋技術的專利申請是從1973年開始的,并在1983年達到了申請量的高峰,隨后的專利申請量有波動,但是比起其他國家,日本的專利申請量還是較多。德國(DE)關于無切削加工內螺紋技術的專利申請是開始最早的,從1926年開始,但是隨后就進入了沉寂期,只是偶爾有一件或幾件專利申請。美國(US)關于無切削加工內螺紋技術的專利申請趨勢與德國相似,開始較早,美國是1942年開始的,但是沒有一個申請量的高峰,只是偶爾申請1-2件,申請量較少。
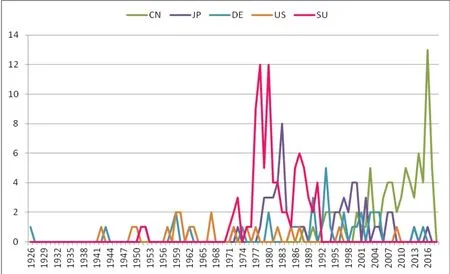
圖1 無切削加工內螺紋技術主要申請國的專利申請趨勢
2 無切削加工內螺紋技術分類
無切削加工內螺紋技術主要包括外部滾軋加工內螺紋、內部滾軋加工內螺紋、沖壓加工內螺紋、拉拔加工內螺紋、擠壓加工內螺紋、先軋制螺紋再卷圓形成內螺紋。通過對所檢索到的文獻進行分析、歸納,獲得其專利技術發展狀況。
2.1 外部滾軋加工內螺紋
外部滾軋加工內螺紋,其是在工件內部設置帶螺紋的芯棒,通過對工件外部進行滾軋加工使工件內表面與帶螺紋的芯棒接觸發生塑性變形,從而在工件內表面形成內螺紋,其技術改進主要是對外部滾軋裝置進行改進,外部滾軋裝置采用旋轉滾軋、行星式旋轉滾壓裝置或軋輥等。外部滾軋加工內螺紋的技術最早于1926年提出,這也是最早的無切削加工內螺紋專利技術,這件專利是由德國申請人于1926年2 月27日提出的發明名稱為一種中空管體中制備內螺紋的方法(申請號:DEG0066619D),其是在中空管體內部設置螺紋芯棒,中空管體外部設置滾軋裝置,通過滾軋裝置的旋轉滾軋,使中空管體內部形成內螺紋。隨后直到1950年6月16日才再次出現外部滾軋加工內螺紋的專利申請,其是由法國申請人提出的一種管材加工內螺紋的方法(申請號:FR1187602DA),管材內部設置螺紋芯棒,管材外部設置旋轉部,旋轉部上設置滾珠,旋轉部與滾珠實質上構成行星式旋轉滾壓裝置,通過對管材外部進行旋轉滾壓,從而在管材內部形成內螺紋。
2.2 內部滾軋加工內螺紋
內部滾軋加工內螺紋是在工件內表面設置帶螺紋的滾軋工具,通過滾軋工具的滾軋加工使工件內部形成內螺紋,其技術改進通常都是對內部滾軋工具進行改進。采用內部滾軋加工內螺紋的技術最早出現于1942年,比外部滾軋加工內螺紋技術的出現時間晚了約16年,其是由美國申請人于1942年7月29日申請的發明名稱為一種螺紋軋制工具的專利(申請號:US19420452722A),其是在工件內部設置了一個芯棒,芯棒上均勻分布地鑲嵌了3個可獨立旋轉的帶螺紋的軋輥,軋輥的螺紋面凸出芯棒的外圓周面,芯棒的旋轉帶動軋輥旋轉,通過芯棒的旋轉運動帶動軋輥進行滾軋、工件的平移運動,從而在工件內表面形成內螺紋。1958年4月30日德國申請人申請了一件發明名稱為一種內螺紋軋制方法的專利(申請號:DEP0020611A),該專利將工件內部的螺紋軋輥改設6個,6個螺紋軋輥分兩層設置,每層3個,6個軋輥在工件內部與軸線垂直的平面上均勻分布,通過這樣的設置大大提高了內螺紋滾軋的效率。
2.3 沖壓加工內螺紋
沖壓加工內螺紋是在工件內表面設置螺紋芯棒,通過沖壓模具或沖頭對工件外表面進行沖壓,使工件內部與螺紋芯棒接觸發生塑性變形,從而形成內螺紋。其專利申請的出現時間晚于外部滾軋加工內螺紋和內部滾軋加工內螺紋,最早是1978年2月27日前蘇聯申請人申請的發明名稱為內螺紋成形的專利(申請號:SU2582784A),其是采用沖壓方法加工內螺紋,包括沖壓模具,沖壓模具包括上模和下模,工件內部設置螺紋芯棒,工件置于沖壓模具中,通過上模和下模的合模,使工件內表面與螺紋芯棒接觸發生塑性變形形成內螺紋。同一年,日本申請人也申請了一件采用沖壓方法加工內螺紋的專利,發明名稱為螺母內螺紋成形方法(申請號:JP11343678A),其申請日是1978年9月13日,比前蘇聯的申請晚六個多月。該專利所采用的沖壓方法是在工件外部設置了4個沖頭,工件內部設置螺紋芯棒,4個沖頭從四個方向對工件外表面進行沖壓,從而在工件內表面形成內螺紋。
2.4 拉拔加工內螺紋
拉拔加工內螺紋是在工件外表面設置模具以限定工件外部尺寸,工件內孔中設置旋轉的螺紋芯棒,通過對工件沿軸線方向拉拔并在模具及螺紋芯棒的共同作用下使工件內表面形成內螺紋。1982年11月16日日本申請人申請了一件發明名稱為制備內表面帶槽的管的裝置和方法(申請號:JP20809182A),該專利采用拉拔的方法制備內螺紋,在工件外部設置模具,模具內腔為錐形面,工件內部設置旋轉的螺旋芯棒,通過將工件沿軸向方向拉拔穿過模具,通過模具的擠壓作用使工件內表面與螺紋芯棒的接觸面發生塑性變形,從而在工件內表面形成內螺紋。
2.5 擠壓加工內螺紋
擠壓加工內螺紋是在工件內表面設置螺紋芯棒,工件外表面設置擠壓模具,通過對工件沿軸向施加擠壓力使工件內表面形成內螺紋。1991年5月5日,前蘇聯申請人申請了一件發明名稱為采用冷塑性變形成形中空工件內螺紋的專利(申請號:SU4934369A),該專利采用擠壓的方式加工內螺紋,在工件內部設置螺紋芯棒,工件外部設置模具以對工件外部尺寸進行限定,通過沿工件軸向對工件施加擠壓力,使工件內表面與螺紋芯棒接觸的部分發生塑性變形形成內螺紋。
2.6 先軋制螺紋再卷圓形成內螺紋
先軋制螺紋再卷圓形成內螺紋,即先在板材的一面軋制出螺紋,然后再將板材卷圓、焊接,從而在工件內表面形成螺紋,如1993年7月13日法國申請人申請了一件發明名稱為采用軋制生產螺紋件的方法的專利(申請號:FR9309064A),該專利是先在板材的一面軋制出螺紋,然后再將板材卷圓、焊接,從而在工件內表面形成螺紋。
3 結語
綜上可知,國外在無切削加工內螺旋領域的專利申請開始較早,最早起源于德國,前蘇聯的專利申請量最多,且對無切削加工內螺紋技術改進的貢獻最大,中國的專利申請起步較晚,這與中國專利制度實施晚于國外有著密切的關系,但中國的專利申請總量較高,說明中國也在研發無切削加工內螺紋技術,只是到目前為止,中國對無切削加工內螺紋的技術改進較小。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業后醫學教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
