
30Cr1Mo1V汽輪機轉子鍛造工藝研究
2021-11-14 05:40:34劉曉書楊功斌
中國設備工程 2021年21期
劉曉書,楊功斌
(沈陽科金特種材料有限公司,遼寧 沈陽 110101)
近年來,火電機組的單機容量在不斷突飛猛進地增加。目前,超臨界汽輪機組單機容量已經超過百萬千瓦,而其所運轉的轉子鍛件是機組中極其重要的部件,轉子旋轉時承受巨大的離心力,同時它也是汽輪機上重要的安全部件之一,它起著工質能量轉換及扭矩傳遞的任務,大噸位質量的轉子鍛件其制造難度極大,鋼錠的選材質量和鍛造工序成為制造環節必不可少的主要工序,文中主要闡述了30Cr1Mo1V汽輪機轉子鍛件鋼錠選材質量和鍛造鍛制工藝過程中相關的注意事宜,進而提升轉子鍛件的產品質量和產品合格率。圖1為某機組用30Cr1Mo1V汽輪機轉子鍛件的鍛件圖。
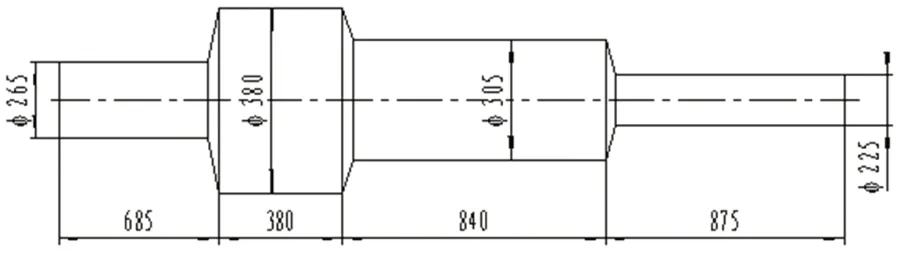
圖1 30Cr1Mo1V汽輪機轉子鍛件
1 制造工序流程
冶煉→熔煉分析→鍛造→鍛后熱處理。
1.1 鋼錠
通常轉子鍛件質量噸位大,由于鋼錠底部端存在一個很大的負偏析沉淀堆,鋼錠中含有大量的高熔點的非金屬夾雜物,如硅酸鹽之類,而鋼錠冒口端通常又是碳、硫、磷、疏松等聚集區,因此,發電機轉子鍛件的鋼錠利用率通常為45%~55%。冒口端切除率為5%~10%,底部端的切除率為10%~20%。轉子鍛件的技術要求高,鋼錠的有效利用率較一般鍛件偏低。非金屬夾雜物的存在嚴重影響材料的熱塑性,使得轉子鍛件坯料高溫形變困難,且較多的非金屬夾雜物殘留在鍛件中會導致后續熱處理調質后,材料內部萌生微裂紋源,降低轉子材料的韌性性能,而磷元素增加鋼的冷脆性,使得鍛件的焊接性變差,硫元素極易和Fe原子結合形成FeS,引起鋼熱成型時熱脆開裂。
從國外電站事故的分析中可知,轉子斷裂的原因除了應力集中,轉子中心區橫向塑性低和脆性轉變溫度較高外,主要是轉子中存在大量的夾雜和疏松等冶金缺陷(甚至個別鍛件中還存在白點)。由于轉子鍛件噸位質量大,其選用的鋼錠重量必然噸位大,隨著鋼錠重量的增加,大截面鋼錠凝固時中心枝狀晶冷卻速率慢,導致鋼錠成份偏析傾向增加,疏松、晶間裂紋等缺陷也相應的增加。因而在轉子鍛件的生產中,如何減少鋼中夾雜和鋼錠偏析,就成為首先應該重視的問題。因此,對原材料的精選、爐料的烘烤、冶煉熱工制度的完善、澆注系統的清潔、合理的鋼錠化學成分配比等都應嚴格要求。目前,堿性電爐結合真空澆注技術以及后期的電渣重溶技術應用較為廣泛。堿性電爐可以獲得純凈度較高(含硫、磷小于0.010%)的鋼水,采用真空澆注技術極大地降低了鋼中的氫含量(1.5ppm),有效降低了白點的發生概率。電渣重溶的鋼錠非金屬夾雜物少,化學元素成分偏析小,鋼錠致密度大,因此,選取了電渣重熔的電渣鋼錠,所用錠型選取了φ500直徑2.5T電渣錠,表1為該鋼錠的化學分析結果。

表1 化學成分要求(wt%)(1)
1.2 鍛造工序
制定圖1汽輪機30Cr1Mo1V轉子鍛造工藝時,結合電渣鋼錠的較高成才使用率,轉子鍛造變形的過程,包括鋼錠的加熱,鋼錠的壓鉗把,鐓粗、拔長等工序,采用鋸床帶鋸切除電渣鋼錠底墊保留收弧端的措施,文中主要對鍛造過程中鐓粗、拔長變型進行闡述。鋼錠加熱采取1180~1250℃保溫5~7h的方式。
轉子坯料鐓粗時,為充分焊合鋼錠內部缺陷,打碎鑄態組織,改變夾雜物分布的狀態,采用了兩次鐓粗。只要壓機能力許可,可使鐓粗變形程度(εH)大于50%。高徑比(H/D)盡量等于0.6~0.65。即εH=(H0-H)/H0×100%>50%;H/D=0.60~0.65式中Ho為鐓粗前鋼錠的高度毫米;H為鐓粗后鋼錠的高度毫米;D為鐓粗后鋼錠的直徑毫米。
將鋼錠收弧端壓鉗把并切至φ300×500,然后鐓粗盤內鐓粗至600高左右,隨后將坯料進行拔長至800方,而后鐓粗盤內鐓粗至550高左右,拔長坯料至400方,最終壓肩拔長至鍛件尺寸,精整出成品,總鍛比>10,鍛造過程終鍛溫度控制在850℃以上。
30Cr1Mo1V轉子鍛造工藝中采用兩次鐓粗,是為了增加拔長鍛造比和焊合鋼錠內部缺陷,鋼錠在開始鐓粗時,因其高度與直徑比較大,(普通鋼錠一般是2左右),所以鐓不透,中心部金屬承受拉應力作用。缺陷不僅不能焊合,反而可能擴大。隨著鐓粗變形的加大,當達到高度與直徑之比為1左右時,中間才受到較大的壓應力,缺陷才能焊合。鋼錠鐓粗時,由于摩擦影響使得坯料產生不均勻變形,中間變形程度大,兩端小。所以中間的內部缺陷首先焊合,隨著鐓粗變形程度的增加,兩端缺陷逐漸焊合。轉子鍛造時一般用帶把鐓粗,在鉗把子附近的金屬變形很小而該區的中心缺陷多,即使鐓粗變形程度很大,也難以焊合。由于鐓粗時存在不均勻變形,鋼錠中段內部缺陷首先得到焊合,當鐓粗變形量足夠時,缺陷充分焊合。該部分用來鍛制轉子的軸身,提高了鍛件質量。此外,增加鐓粗工序能夠增加拔長鍛造比。
拔長變形是轉子鍛造工藝中最基本、最主要的操作之一。轉子鍛件的鍛造質量(低倍分析、超聲波探傷結果、橫向和縱向的機械性能等),在一定程度上,取決于拔長變形的好壞。轉子鍛件的拔長鍛造時,其拔長變形時的進給量、壓下量、變形方式、砧子的尺寸與形狀、鍛造溫度等因素,對轉子鍛件的質量影響也是很大的。圓坯料在平砧上拔長,尤其是滾圓,在心部作用著橫向位應力,不僅不能焊合缺陷,而且中心有產生缺陷的可能性。因此,在轉子壓臺、成型、滾圓,修正等工序中,采用上平砧、下V型砧是合適的。因此,拔長工序時,盡量使拔長的相對進給量等于0.5~0.8,采用全砧進給,高溫大壓下量,來完成主要變形過程,以保證轉子質量;轉子鍛造的拔長工序中,鍛造比,壓下量,相對進給量,砧子型式,變形方式等均嚴重影響轉子的產品最終質量。拔長時,盡量做到坯料變形均勻,力求使鍛件中心線和鋼錠中心線相重合。
1.3 鍛后熱處理(見圖2)
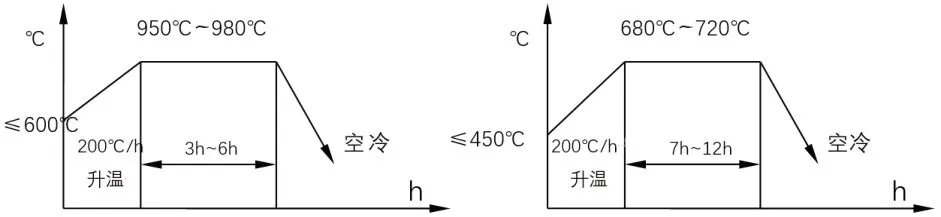
圖2 轉子鍛件的鍛后熱處理工藝
文中30Cr1Mo1V汽輪機轉子鍛件質量噸位小,采取了鍛后正回火的熱處理工藝方式,其正回火工藝為950~980℃,正火680~720℃回火,均勻組織,為隨后的轉子鍛件的熱處理做好前期的預處理準備。
2 結語
轉子是決定汽輪機運轉速度的關鍵部件之一,同時,品質上乘的轉子也會提高機組的使用壽命、降低轉子運轉故障率、提高動能轉化效率,因此,不斷地優化轉子產品的性能使得制造工序需要不斷優化,隨之鍛造等相關的制造工藝也需要不斷優化,以此提升轉子的產品質量,進而提高制造行業的整體制造水平。
猜你喜歡
能源工程(2020年5期)2021-01-04 01:29:00
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
銅業工程(2015年4期)2015-12-29 02:48:39
