鑄軋生產中鑄嘴對鋁箔坯料質量的影響
2021-11-17 09:50:08飛尚才蔣小霞
鋁加工 2021年5期
飛尚才,蔣小霞
(1.青海高等職業技術學院,海東810799;2.寧夏大學,銀川750021)
0 前言
由于省去了鑄坯銑面、預熱和熱軋等工序,鑄軋生產鋁箔坯料具有流程短、能耗低的優點;并且由于激冷的原因,鑄軋板坯具有枝晶間距小、金屬間化合物細小的優點。鑄軋坯料由于具有上述優點而廣泛應用到箔材軋制中[1]。但是經鑄軋生產出的產品經常會出現晶粒不均、熱帶、裂邊過大以及一些諸如黑條等表面缺陷,造成產品報廢,增加企業成本。研究發現,鑄嘴對產品質量影響非常重大。因此本文通過分析鑄軋中鑄嘴對鋁箔坯料質量的影響,提出應對措施,為鑄軋生產提供參考。
1 鑄軋中鑄嘴的作用
鑄嘴是連續鑄軋過程中直接輸送和分布金屬液體的關鍵部位,它由上下嘴扇、分流塊和邊部耳子組成。鑄嘴內部的結構對鑄軋穩定生產、提高產品質量至關重要。分流塊的分布直接影響鑄嘴內部的溫度場、流場的均勻性。
2 鑄嘴對鋁箔坯料的影響
2.1 對晶粒度的影響
鑄態金屬的晶粒度大小和晶粒生長方式取決于金屬液體內部的晶核數量和凝固結晶條件,結晶條件的差異會造成組織形貌的差異。
在鋁箔坯料的鑄軋生產過程中,鑄嘴起到分流和均勻溫度場、流場的作用。如果鑄嘴內的分流塊位置設計不合理,會在鑄嘴的整個橫截面上造成熔體溫度和供給不均勻。在相同的冷卻條件下,熔體供給少、流量小的地方溫度就低,在結晶時先結晶;熔體供給多、流量大的地方溫度高,在結晶時后結晶;由于受到后結晶的結晶潛能影響,先結晶晶體的晶粒大小就會發生變化,這樣會造成鑄軋板面酸洗后出現同一板面晶粒不均的現象[2-4],如圖1所示。
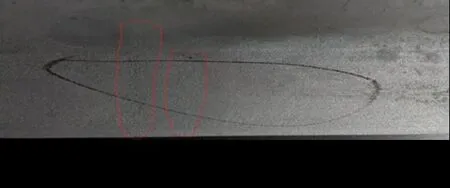
圖1 鑄軋板坯酸洗后的晶粒度
另外,如果鑄嘴設計不合理還會造成上下板面晶粒不均的現象。因為鑄軋是一個快速冷卻的過程,在鑄軋區內的平均冷卻強度能達到300℃/s以上。鋁熔體流出鑄嘴進入鑄軋區后,其上表面優先于下表面接觸到鑄軋輥發生快速冷卻。當鑄軋區增大或軋制線升高時,坯料上下表面接觸到鑄軋輥的時間差就會減小,冷卻強度差值也隨之減小。這會導致鑄軋坯料的上表面受到的熔體靜壓力較小、接觸面積減小,從而使上表面的冷卻強度比下表面的小,造成上表面前沿形成更大的溫度梯度,使鑄軋板坯上表面容易出現粗大晶粒,造成上下板面晶粒不均[4]。因此在實際生產中,制作鑄嘴時往往將上下嘴扇錯開2~3 cm,以盡量減少上下表面接觸鑄軋輥的時間差。
2.2 對外觀質量的影響
耳子是鑄軋鑄嘴的組成部分,耳子制作是否合適,直接影響著坯料的外觀質量。在鑄軋中,液態金屬被兩個轉動的軋輥冷卻,短時間內完成鑄與軋兩個過程,金屬表面與軋輥表面粘合無相對滑動,軋件變薄,只在金屬中心有較大的后滑動[4-5]。由于金屬內層受到剪切力與壓力作用使金屬表面產生變形。這種變形逐漸傳遞到液穴的凝固硬殼內,使凝固硬殼的內部產生同樣的變形與剪切力。當變形產生的剪切力超過凝固硬殼金屬的剪切強度時,在材料的薄弱處首先開裂,進而擴展。待此處應力全部松弛后,裂紋不再擴大,這樣形成了裂紋。在變形區內,邊部金屬同時受到來自耳子施加于斷面的向后摩擦力以及施加于兩側面的向前的拉應力,這種相反方向的應力作用會使鑄軋卷的邊部產生裂紋[6],如圖2所示。因此,為了避免或盡量減少邊部裂紋,在制作耳子時盡可能減少摩擦力。
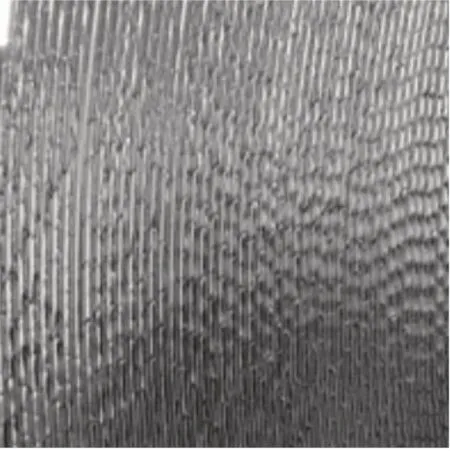
圖2 鑄軋板坯裂邊缺陷
2.3 對板面質量的影響
鑄嘴分流塊的分布和開口度是否合理對鑄軋鋁箔坯料的板面質量有很大的影響。在同樣的結晶條件下,與其他區域相比,鑄軋過程中容易出現熱帶缺陷位置的鑄嘴的過流量較小,因此鋁液出鑄嘴唇部時對凝固殼內壁施加的靜壓力也較低,不足以平衡凝固殼因收縮產生的應力,凝固殼橫向呈波浪彎曲狀,繼續發展則形成黑絲[3]。鑄嘴分流塊分布不合理是鑄軋生產鋁箔坯料時出現熱帶現象的原因之一,也是出現黑絲的因素之一。
在同樣的結晶條件下,鑄軋過程中鑄嘴的開口度越大,鋁液出鑄嘴唇部時對凝固殼內壁施加的靜壓力就越低,不足以平衡凝固殼因收縮產生的應力。凝固殼橫向呈波浪彎曲狀,繼續發展便形成黑絲[3]。
3 改進措施及效果
(1)為解決由于鑄嘴原因造成晶粒不均現象,建議鑄嘴上下嘴扇錯開2~3cm,盡量減少上下表面接觸到輥面的時間差。
(2)合理分配分流塊的位置,盡可能地做到流場、溫度場均勻。圖3為某廠鑄嘴分流塊的分配圖。如此改進后,該公司生產中晶粒不均、熱帶等影響坯料質量的鑄軋卷所占比例大大降低,板材的表面質量也有所提高,酸洗板面的晶粒度如圖4所示。
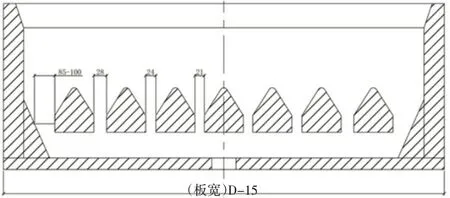
圖3 鑄嘴分流塊分配圖
圖4 改進后酸洗板面的晶粒度
(3)制作耳子時,盡量避免或者減小耳子的摩擦力,改進后的耳子如圖5所示。改進耳子后,對現場各系列合金分別抽取10卷進行裂邊統計和側面對比,對比結果如表1和圖6所示。從數據和圖片來看,改進后裂邊缺陷的數量明顯下降,裂邊尺寸明顯縮小,卷端面表面光滑。
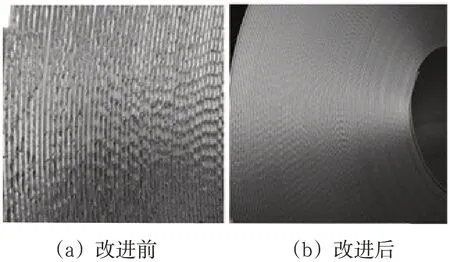
圖6 改進前后8011合金裂邊對比圖

表1 耳子改進前后各系列鑄軋卷出現裂邊統計表

圖5 摩擦力小的耳子
(4)制作鑄嘴時,開口度宜小不宜大。
4 結束語
分析及試驗結果表明,鑄嘴對鑄軋鋁卷質量的影響非常明顯。通過合理分配鑄嘴分流塊的位置及鑄嘴上下嘴扇錯開2~3cm的方法,可以減少鑄軋鋁卷晶粒不均的質量缺陷;通過改變耳子的制作形狀,可以減少鑄軋鋁卷裂邊缺陷。因此,在進行鑄軋卷生產時,要合理制作鑄嘴,防止或減少鑄軋產品晶粒不均及裂邊缺陷的出現。