大切削量航空鋁合金零部件加工技術探究
2021-11-25 09:42:30李百慧
科學與生活 2021年16期
李百慧

摘要:在航空零部件的機加工領域,由于產品體積大,生產過程中機加工切削量也較大,這與一般的工業生產中零部件加工方法有所不同。本文以某型號飛機上的座椅骨架為例,探討了大切削量鋁合金零部件的加工工藝和技術。
關鍵詞:航空鋁合金、輕量化、切削力、加工要點、
1引言
飛機飛行過程中,除了各零部件強度要保證外,飛機自身飛行過程中的油耗節能也成為了人們研究的方向之一。眾所周知,飛機飛行過程中,如果自身的重量減輕,將會給節能方面帶來貢獻,因此,航空各零部件及裝備零部件都在朝著輕量化的方向發展。目前,應用比較成熟的是航空鋁合金,它不僅在具備材料強度能滿足使用要求的同時,也大大降低了零部件重量,已經被廣泛應用于航空領域。
2產品加工技術要點分析
該型號飛機的航空座椅尺寸要求如下圖1所示:
它使用的材料為7075合金板。通過對其結構以及強度進行計算,可以知道掏空率大約為93.5%,這就帶來了以下幾方面的問題:
①掏空率大意味著產品在加工過程中或者加工完成后很容易出現變形;
②產品的壁厚比較薄,加工過程中容易出現工震刀,造成加工表面的精度不滿足使用要求,進而影響到后續工序;
③在加工半成品過程中,由于刀具加工時會產生震動,在治具和零件夾持的地方就會出現震動和互相摩擦,從而影響到加工零部件的表面,比如表面出現夾傷、有磨損等問題,也會影響到后工序的加工。
總的來說,鋁合金產品具有高強度、加工性能良好,而且耐腐蝕等優點,作為數控加工對象已經越來越普及。但是鋁合金加工時存在的一些問題(比如上述三點)也不容小覷,這就對數控加工技術提出了更高的要求和挑戰。不僅航空座椅的加工存在這樣的問題,其它大多數結構件都屬于薄壁件,對尺寸精度要求都很高。通過使用高速切削加工工藝能夠加大降低切削過程中的切削力,減少變形量,提高零部件表面的加工質量。
3 ? 產品試制控制方案
根據上文闡述的加工過程中的要點,并結合產品本身的特點,可指定如下加工控制方案:
首先,控制原材料的尺寸。根據航空座椅成品的尺寸,再結合加工過程中的切削量可知,毛坯材料的尺寸要控制在6500mm x 372mm x 29mm的規格中,鋁合金板材一般情況都是很平的原材料不需要校形。加工的毛坯厚度都是比實際需要的零件厚一些的,大零件一般要進行粗加工進行自然時效后進行半精加工和精加工。精度要求高變形量大的零件可以進行兩次時效,并在粗加工時在毛坯上銑一些去應力的槽。
由于材料的成分含量直接影響到加工性能,因此材料的選用必須要符合相關GB標準。目前行業中使用的是GB/T 3190,對于加工質量,要符合GB/T 6892標準。為了盡可能提高加工效率,減少毛胚切削量,這個可按照GB/T 14846來執行。鋁合金和鑄造件在毛胚精度方面有著很大的不同,鋁合金毛胚件時它的表面精度會比鑄造件的高很多,因此,機加工時的切削量就不需要很多。一般按照GB/T 14846的高精度來實施。按照上圖1的航空座椅形狀和尺寸,毛胚生產時使用125MN單動正向高精度的擠壓設備來生產即能滿足要求,在產品熱處理中選用D類立式淬火爐和D類儀表的時效爐;
其次,加工過程中半精加工和精加工震刀的控制。由于產品薄壁的特點,造成震刀的問題不可避免。雖然產品的形狀和尺寸無法改變,但是可以結合零部件的特點和加工工藝,對刀具的尺寸進行改造。方法為:提高刀具在加工過程中的剛度。我們知道,如果刀具過長,加工過程中刀具晃動量就會加大,這是因為刀具越長,它的剛度越低,因此,加工過程中盡可能采用短刀加工;
第三步,對裝夾定位表面進行管控。加工過程中必須要通過固定加工對象來實現。如果裝夾定位表面的精度存在問題,或者其自身剛度較低,例如裝夾定位面的平面度很差,和零部件裝夾時就無法保證加工對象零部件和裝夾治具有效的面接觸,加工過程中由于力的存在,在接觸部位由于接觸面積小,接觸部分面壓就會增大,造成接觸部位的夾傷的異常問題出現。如果裝夾治具的剛度較低,加工過程中變形量大,同步造成加工對象一起變形,從而引起加工問題。根據實際經驗可知,零部件的粗加工采用FANUC系統的三軸數控加工中心來加工,而在精加工和精加工時采用HEIDENHAIN系統的五軸高精度加工中心來加工,這樣可以有效提高零部件表面加工精度。所有加工部位完成后,根據尺寸精度要求以及形狀特性,采用適宜的檢具來檢查;
第四步,為了驗證上述方法的可靠性,要盡可能多測量不同位置的尺寸,而且要對幾件連續生產加工的零部件進行測試,以確認其連續加工性。所有測量對象均需要滿足圖紙規格。
4 ? 產品試制結果與分析
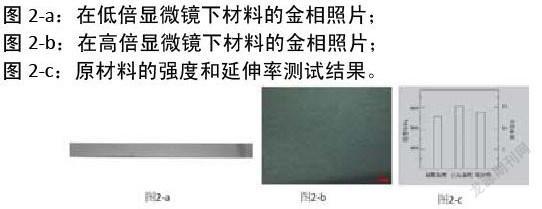
產品加工完成后,對加工表面進行外觀確認,不能有振紋等異常出現。航空件由于使用的場合比較特殊,關系到人的生命財產安全,因此,任何航空鋁合金件都不允許存在任何形式的裂紋。對于裂紋等的檢查,需要將樣檢切塊做成檢驗標準件,在低倍和高倍顯微鏡下進行觀察,確認有無裂紋、組織有無異常。最終確認的結果為:原材料無裂紋,且加工過程中沒有給表面帶來異常,內部組織良好。通過對材料的強度和延伸率進行檢測,結果均滿足產品的性能使用。檢測結果如下圖2所示:
圖2-a:在低倍顯微鏡下材料的金相照片;
圖2-b:在高倍顯微鏡下材料的金相照片;
圖2-c:原材料的強度和延伸率測試結果。
試制結果:經過上述測量,可以判斷出零件的所有尺寸和性能等均滿足標準要求。
對試制過程中的工藝進行分析可知,由于鋁合金件制造在鑄造過程時存在一定的應力,如果冷卻速度越塊,內部的殘余應力就會越大,并影響到加工過程中零部件的變形量。鋁合金材料的表面由于和外界環境接觸溫度會急劇下降而造成快速收縮,這樣合金板材的表面表現為拉應力,而在內部是壓應力的特點。合金板材在矯直時會產生塑性變形,卸載矯直力后,板材的彈性就會松弛,它內部的應力為殘余應力和拉伸矯直變形時產生的應力兩者差值。因此,張力矯直過程中較少的材料參與應力,在加工過程中幾乎可以全部消除材料的變形,從而保證加工時的精度。
加工過程中,通過采用短刀來實現減少震刀發生的頻度和力度。并且為了提高零件固定剛度,可以使用多點位工藝凸臺和治具相連接。
5 ? 結語
通過以上試制可知,機加工過程中采用短刀和多點定位等方法,均可有效減少震刀問題發生,提高加工質量。作為航空重要的組成部分,只有通過不斷加強原材料的管控,不斷優化加工工藝,并采用高性能和高精度的數控加工中心來加工,確保零部件的加工精度完成滿足使用要求。
參考文獻:
[1]鄭義舉 ?超硬鋁合金切削力仿真與試驗研究
[2]徐五剛、李娜 ?大切削量航空鋁合金零部件加工方法研究,有色金屬加工,2019-10(48-5); 30-33
[3]肖堯、魯帥 ?航空鋁合金及其材料加工分析,中國新技術新產品,2016-11(下); 64-65
[4]李文剛、謝凝 ?航空鋁合金薄壁零件上3D打印技術的應用研究,科技創新與應用,2019-31;159-160