原煤智能皮帶輸送系統的研究
2021-11-26 01:37:02高昆
設備管理與維修 2021年19期
高 昆
(國家能源集團準能集團公司選煤廠,內蒙古鄂爾多斯 010300)
0 引言
對于皮帶運輸系統除了保證安全性,也要考慮輸送效率及能耗,由于露天煤炭開采、上煤環節和原煤輸送系統存在不連續的原因,傳統的皮帶輸送系統經常出現設備空轉和低效運行的情況,導致生產效率低下。隨著科技的日益發展,智能化選煤廠建設逐步開始實施,膠帶機運輸系統的自動化應用成為企業高效發展的迫切需求。目前永磁變頻直驅技術也已經在化工運輸等領域廣泛實施,比傳統驅動系統更加節能,壽命更長,自動調速方面更有優勢,加之傳感器和PLC 控制系統的支撐,可以實現皮帶運輸系統智能輸送,實現原煤輸送系統的高效率運行和節能降耗,從而達到減人增效、提高原煤輸送安全程度的目的,該系統的應用同時也能優化人機管理方式,更便捷地方便管理者掌握生產情況,有利于管理者做出分析決策。
1 原煤智能皮帶輸送系統組成與工作原理
1.1 智能皮帶輸送系統組成
智能皮帶輸送系統主要由集中控制系統、永磁變頻驅動系統、物料檢測等傳感器組成,它可實現輸煤皮帶的智能調速、故障預警、動態展示等功能。皮帶智能輸送系統的驅動部分采用永磁變頻驅動,可實現皮帶機的變頻調速功能,而非傳統異步電機的恒定工頻運行方式,皮帶機的各類傳感器主要是對皮帶輸送原煤過程中的受料斗和皮帶上的物料情況、皮帶運行頻率和其他電氣參數、破碎站運行方式等進行實時監測,并通過集中控制系統進行智能判斷,做出相應的執行操作。本系統是對傳統的皮帶輸送系統的各個部分進行硬件和軟件的升級,改造了驅動部分,增加各類的傳感器,對整個系統的自動控制部分進行軟件升級,編程優化,改變了皮帶輸送的現有的運行方式,實現皮帶輸送系統的智能調速、故障預警等功能。
皮帶智能輸送系統根據硬件組成及系統功能可分為管理層、控制層、設備層和檢測層4 層網絡體系(圖1)。
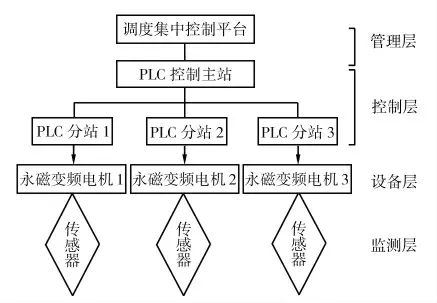
圖1 皮帶智能輸送系統
(1)管理層:調度集中控制平臺基于美國通用IFIX 組態軟件,將皮帶機控制系統和現場傳感器傳回的各類數據存入共享數據庫,數據通過下位機軟件和組態軟件的轉換編輯,以易讀、可視化的圖形形式展示于畫面上,實現監控、操作執行任務,配合PLC 可編程控制系統,實現整體系統的自動化運行。
(2)控制層:包含PLC 主站和各個PLC 分站系統,該層核心部分為PLC 主站,它是整個系統的“大腦”,PLC 主從站通過以太網的通信方式,不僅負責與皮帶機的各個分站數據交互傳輸、邏輯運算、執行指令、上下級閉鎖和故障聯動等功能,同時負責與上位機組態畫面的數據共享,操作執行、監控顯示等功能的實現。各個分站負責單套永磁變頻皮帶機系統的自動化控制,可實現單套皮帶機系統的啟停控制、智能調速、故障預警等功能。該層主要工作是負責對現場所有數據的采集、邏輯運算和指令執行,并將整個系統進行遠程集中控制。
(3)設備層:該層是由各個永磁變頻驅動設備組成的,為了能進行皮帶的智能調速,對傳統的皮帶機驅動系統進行升級改造,傳統皮帶驅動由異步電機、偶合器、減速機、滾筒組成,且由于異步電機的運行特性,該驅動系統只能進行工頻運行,皮帶機以固定速度運行,膠帶機無法智能調速,設備損耗及系統電耗較大。采用永磁變頻驅動,不僅可以進行變頻調速,而且節能效果突出,系統的生產效率有了很大的提升。該層主要負責各個皮帶機的驅動和調速,并將本設備層上的運行數據納入各個PLC 分站系統,交由控制層處理,同時將所有設備的實時的電流、電壓、溫度、頻率等數據呈現給管理層。
(4)監測層:該層包含參與智能調速的各類傳感器,破碎站受料斗處安裝的雷達料位計,負責對受料斗中的料位情況實時監測,輸出4~20 mA 電流信號;物位傳感器安裝于皮帶機頭尾兩端,負責檢測皮帶上料位情況,輸出開關量信號;電子皮帶秤安裝于破碎站出口的第一級皮帶機尾,負責檢測皮帶瞬時量,輸出為每小時噸煤量。微波料位開關負責檢測上下級皮帶溜槽堵煤情況,一旦上下級皮帶不同速度時,及時發出預警信號并及時停車,保證輸煤系統的安全運行。傳感器監測到的各類數據均傳至控制層處理。
1.2 智能皮帶輸送系統的工作原理
智能皮帶輸送機以智能調速為目的,現場各類傳感器收集到的數據與永磁變頻器運行時電氣參數(如電壓、電流、給定頻率、反饋頻率等)通過PLC 主從通信方式進行傳輸,反饋給下位機程序進行數據處理、邏輯判斷、輸出執行。傳統皮帶輸送系統的運行方式為:露天礦運煤大車將原煤倒入破碎站受料斗,受料斗下方裝有板式給料機,板式給料機以恒定速度將原煤輸送至破碎機進行破碎處理,破碎后的原煤進入地面皮帶,地面皮帶為多級皮帶,最終進入儲煤倉,地面皮帶運輸系統在系統啟動后,一直以恒定的頻率運行,無論破碎站受料斗與皮帶上的物料是否供應充足,整個皮帶輸送系統一直恒定速度運行。由于露天礦大車在運輸過程中經常出現不連續工作情況,皮帶斷料或低量運行的情況經常出現,皮帶空轉時間每天約1 h 左右,系統的空轉率高,對生產效率產生很大的制約,同時設備損耗和系統電耗也相對增加。因此智能皮帶輸送系統能很好的解決傳統輸送系統的各類問題。
智能皮帶輸送系統工作原理:露天礦大車供應正常且上煤連續時,破碎站鏈式刮板機及下游皮帶系統均以恒定速度運行,當破碎站的大車上煤不連續時,位于受料斗處的雷達料位計檢測到受料斗料位位于低位,PLC 程序通過邏輯判斷,首先將鏈式刮板機的速度降為0,接著位于一級皮帶機尾上的電子皮帶稱的瞬時煤量降為最低,當斷料點傳輸至機頭時,位于機頭的物位傳感器輸出無料信號,此時PLC 程序邏輯判斷輸出一級皮帶具備低速運行信號,一級皮帶的永磁變頻器接收到降速指令,一級皮帶降至最低速運行。同理,二級、三級等下游皮帶以同樣方式控制皮帶低速運行。當破碎站開始供料時,所有皮帶輸送機恢復至正常轉速運轉,此時加速順序為逆煤流順序,以防造成堵料。
2 智能輸送系統功能
該控制系統通過變頻器及傳感器的設計應用,可以準確的實現膠帶機的智能調速。同時該控制系統通過PLC 及上位機程序的設計,調度平臺畫面可實時顯示皮帶機工作現場環境、帶速、軸溫等重要參數的變化。本控制系統有如下5 種主要功能:
2.1 智能調速功能
輸送系統的驅動采用永磁變頻驅動,由于變頻器的調速功能,使得皮帶轉速可實現0~4.5 m/s 線性變化,在自動控制的情形下,皮帶速度據皮帶和破碎站受料斗的物料情況降為0 m/s,恢復供料,從0~4.5 m/s 逐漸加速。在手動控制情況下,檢修工可根據實際情況(如更換皮帶、動態檢查滾筒等),將皮帶速度調節至任意速度(0~4.5 m/s),更方便實現檢修。同時該調節功能有遠程和就地兩種方式:遠程方式下,集控員配合遠程監控設備和物料傳感器通過上位機畫面進行調節;本地控制方式下,檢修工通過就地控制箱進行調節。
2.2 節能降耗功能
該輸煤驅動系統具有節能降耗的功能,表現在兩個方面,一方面采用永磁變頻電機的驅動方式,較傳統的異步電機+液力偶合器+減速機的驅動方式來說,驅動連接方式更加簡單,無中間傳動環節,相對來說負載負荷量更小,使得設備的輸出效率更高,驅動系統在25%~120%額定負載范圍內均可保持94%以上的效率。同時由于永磁電機獨特的機械設計,使得變頻永磁同步電機功率因數可達0.96,傳統三相異步電機功率因數為0.75~0.95。另一方面,對輸煤皮帶智能調速控制的應用,在卡車不連續供煤工況下,皮帶輸送機的空轉率大幅減少。另外,由于皮帶輸送機采用的永磁變頻驅動都為大功率高壓電機,設備耗電量和設備損耗也將大幅下降,設備低速運行下的輸出功率與設備空轉時的輸出功率比為1∶4,因此降低空轉率對于節約系統耗電量影響很大。同時永磁變頻系統對于多驅驅動可實現功率精確自動平衡,電機轉速和電源頻率的嚴格對應,使得多驅動間相互的制動能耗降到最低。
2.3 提高生產效率
生產效率指標在原煤輸送中指的是單位時間的噸煤產量,在露天供煤不足或上煤不連續的情況下,經常會造成皮帶輸送機無料空轉,小時噸煤量因為設備空轉而較低,通過系統無料自動降速,大大減少了系統皮帶的空轉時間,生產效率大幅提升。另外噸煤電耗對于選煤廠原煤輸送也是一個重要的生產指標,設備低速運行時耗電量處于較低水平,再加上永磁變頻驅動本身的低耗電性能,噸煤電耗指標也保持在較低值。
2.4 連鎖預警功能
皮帶輸送機在智能調速過程中會出現上下級皮帶不同速情況,極易造成堵料事故,因此對各級皮帶的運行速度的實時監測尤為必要。該系統的控制層接受現場皮帶的實時速度并結合皮帶的料位情況,給出堵料預警信號,一旦出現堵料情況,及時報警停止上級皮帶,同時將報警信息呈現在調度集控畫面上,反映給集控操作員。同時集中控制系統可讀取各級皮帶的實時反饋頻率,通過PLC 程序比較和邏輯判斷,可智能對比上下級皮帶的輸出反饋頻率,報出差速報警,及時預警停車。
2.5 動態展示功能
調度集控平臺組態畫面將現場的皮帶輸送系統建立模型,現場傳回的各類信號經過處理圖形化動態的顯示于模型中,可顯示皮帶永磁變頻驅動的運行信號(電流、電壓、頻率、流量等),傳感器的實時信號(料位、瞬時煤量、物料信號等),系統運行情況(啟停、連鎖、備妥等),還可顯示相關的故障信號(皮帶五保故障信號、低位報警、變頻器故障信號、失速報警等),同時故障信號還與現場視頻實現故障聯動,出現故障自動彈出故障點附近視頻。除此之外調度集控畫面還可對各項參數提供歷史數據查詢和歷史報警記錄、報警打印和數據打印功能。
3 結論
目前,隨著科學技術水平的提高,行業內自動化相關應用也日漸成熟,智能化選煤廠的建設向網絡化、信息化、自動化的方向邁進。以上介紹了智能皮帶輸送系統的系統組成與工作原理,智能輸送系統的系統功能,以施耐德PLC 控制系統為其控制層,結合設備和傳感器實時數據,將設備運行參數、工程模擬量、故障等呈現給管理層,方便集控操作人員執行操作。調度集控平臺對系統故障實時監測和保護,很大程度上提高了現場的安全指數,同時自動監測的傳感器等自動化產品的應用也降低了人工成本和故障率。系統的低料降速功能大幅提高原煤輸送系統生產效率,一定程度上實現減員增效的目的,對于選煤廠企業高效發展起到了促進作用。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
裝備制造技術(2020年9期)2021-01-26 00:15:12
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
中國科技論壇(2017年7期)2017-07-25 08:49:53
同煤科技(2015年2期)2015-02-28 16:59:14
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
中國中醫藥現代遠程教育(2014年16期)2014-03-01 04:28:54