SQ21X 切絲機下排鏈托條耐磨裝置的設計改進
2021-11-26 01:37:10付來強郭建剛郭亞強郭志強任亞寧
設備管理與維修 2021年19期
付來強,郭建剛,郭亞強,郭志強,李 君,任亞寧
(甘肅煙草工業有限責任公司天水卷煙廠,甘肅天水 741024)
0 引言
切絲機作為煙草制絲生產線的關鍵設備之一,其切絲寬度直接關系到成品煙絲的含水率。隨著卷煙工業管理和生產模式的提升與進步,卷煙產品的不斷發展和卷煙新產品的不斷開發,對切絲機的性能也會提出新的要求,從而要滿足適應新的制絲工藝要求[1]。切絲機銅排鏈拆卸工作量大,易損壞。為解決SQ3X型切絲機銅排鏈人工拆裝工作量大、易損壞等問題,設計一種銅排鏈自動拆裝設備[2]。銅排鏈是切絲機輸送系統的重要組成部分;排鏈與壓實器、機架組成料倉,在壓實器及上、下排鏈的同步運動下,物料被輸送至刀門處,在此處完成切絲。托條是用來支撐排鏈的,排鏈運轉時在它上面滑動,也叫耐磨條或耐磨板。一般托條為尼龍材質[3]。
卷煙廠現使用的是SQ215B型切絲機,生產時下排鏈承受較大載荷、長距離輸送;線體形式為直線、轉彎輸送。但是現有的排鏈在運輸物料時,由于上刀門及上排鏈在切料過程中作用于下排鏈,在靠近刀門處壓力最大,致使下排鏈與托條之間磨損增加,過度磨損后露出的固定螺栓又加劇了下排鏈的磨損甚至斷裂。因此,有必要提供一種新的技術方案以克服上述缺陷。
借鑒皮帶機輸送托輥和裝甲車履帶托輪提出兩種方案,一體托板式和托條托輪組合式。通過綜合技術評價法和實驗模擬得出托條托輪組合式方案最佳。因此,設計、加工一種SQ215B型切絲機下排鏈托條耐磨裝置。
1 存在問題及原因分析
車間葉絲線分A、B 兩條線運行,共配備4 臺SQ215B型切絲機,其中A 線為3#、4#切絲機,B 線為1#、2#切絲機。4 臺SQ215B型切絲機的下排鏈使用壽命均比上排鏈短,且下銅排鏈、前托條更換周期短。4 臺切絲機上銅排鏈的使用壽命約為4000 h,下排鏈的使用壽命為2800 h。每年4 個保養周期,故每周期3 個月一次。筒排鏈的極限磨損量為3 mm,18 個月為6 個周期。超過極限磨損量,排鏈易拉斷[4]。定期保養時銅排鏈磨損情況檢查表見表1。
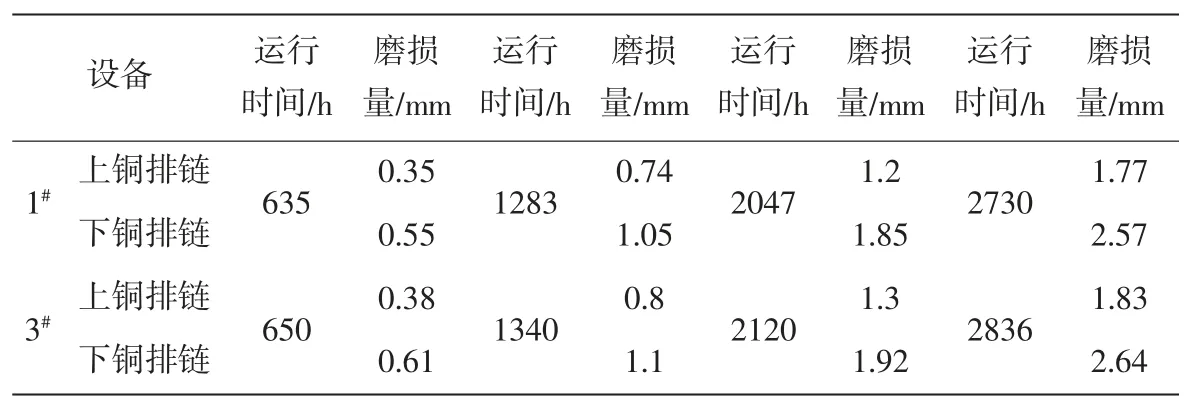
表1 定期保養時銅排鏈磨損情況檢查表
保養檢查時間按式(1)計算:

一周期(700 h)為保養檢查時間,每個保養周期內的平均磨損量按式(2)計算:

從表1 可看出下銅排鏈磨損量隨運行時間的增加明顯高于上銅排鏈,且在2800 h 后逐漸接近極限磨損量。
SQ215B型切絲機在生產運行中,由于上銅排鏈及上刀門施加給物料的壓力作用在下銅排鏈上,使靠近刀門處的下銅排鏈前托條因受力較大而經常磨損。前托條過度磨損后露出的固定螺栓又使銅排鏈內側磨損,以至于阻力過大使下銅排鏈時有扯裂、拉斷現象。現有應對措施見表2。
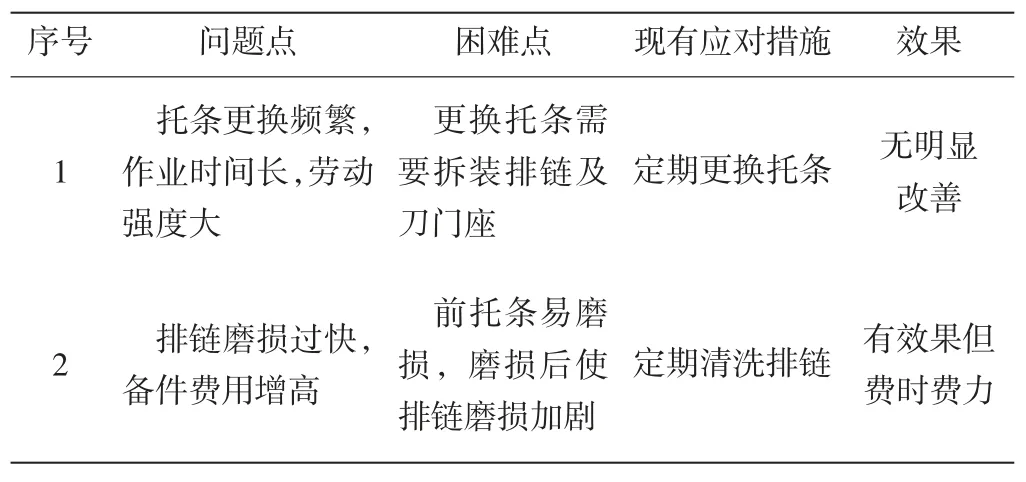
表2 現有應對措施
通過采取上述應對措施,取得部分效果,但效果不明顯。頻繁清洗排鏈,能減少托條的少量磨損,但勞動強度大,費時費力。定期更換托條,能減少排鏈的磨損,防止排鏈拉斷,但費時費力,備件費用依然高。關鍵是更換托條需要拆除排鏈,長期不更換又使排鏈磨損加劇甚至拉裂。
托條及銅排鏈磨損嚴重需要及時更換,托條及銅排鏈屬于切絲專用備件,造價高,維修更換費用大。拆裝銅排鏈需多人配合,托條每次更換需要先拆除銅排鏈后才能進行,更換費時又費力。托條及銅排鏈的過度磨損還會影響到切絲質量。因此需要定期檢查,及時更換,這使SQ215B型切絲機的維修保養量增大,維修費用增加。前托條磨損后的情況如圖1 所示。
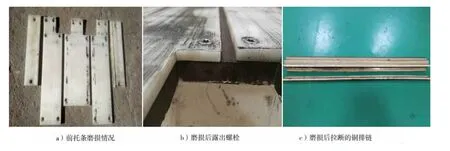
圖1 前托條磨損情況
2 基于下排鏈托條耐磨裝置研究
2.1 創新思路
借鑒一:皮帶輸送機托輥。
借鑒二:裝甲車履帶托輪。
(1)皮帶托輥能支撐輸送帶,減少運轉的阻力。
(2)履帶托輪支撐上部履帶,減少履帶行走時的阻力。
(3)使用托輥同樣能減少銅排鏈與托條的摩擦,將托條磨損嚴重的地方由滑動摩擦變為滾動摩擦,降低摩擦力。
綜合借鑒皮帶輸送機托輥裝置、裝甲車履帶托輪裝置的優點,研制切絲機排鏈托條耐磨裝置。
(1)減少銅排鏈的磨損量,延長銅排鏈使用壽命。
(2)減少前托條更換周期,延長前托條使用壽命。
(3)實現切絲機排鏈輸送系統的穩定性。
2.2 實驗模擬
根據方案對下排鏈摩擦受力進行實驗模擬,所需儀器設備包括:托條、托輪、排鏈、電子拉力稱、銅排鏈、木板基架、砝碼。三種實驗裝置如圖2 所示,不同載荷下牽引力對比如圖3 所示。

圖2 三種實驗裝置
由圖3 可知,在不同受力情況下,托條托輪式在同等排鏈承載能力下牽引力較小。隨著銅排鏈承載重量越來越大,牽引力比原有模型跟一體托板式增加緩慢。通過實驗模擬,得出托條托倫組合方案最佳。
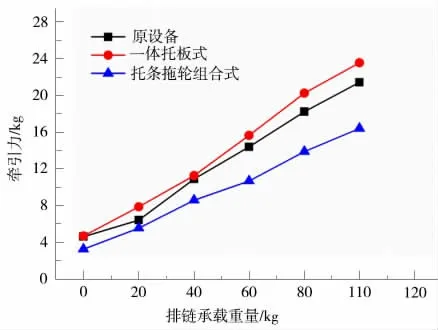
圖3 不同載荷下牽引力對比圖
2.3 改進措施
(1)在前托條(共5 條)的中間3 條(Ⅱ,Ⅲ,Ⅳ)磨損最嚴重位置處開孔,在開孔處的前托條基架(鑄鐵基架)上鏜孔安裝3套托輥,安裝后托輥外圓頂部與前托條表面基本平齊(或高出0.5 mm 以內)。托輥結構設計有兩層,外層為UPE(超高分子量聚乙烯)材料,耐磨,且使銅排鏈不易磨損;內套為45#鋼,便于在同材質的軸上轉動。3 套托輥軸與下排鏈主動輥軸平行安裝,并且托輥位置上、下可調,根據磨損情況進行調節,以保證對下銅排鏈的支撐與配合。下銅排鏈與前托條在此處位置由改進前的滑動摩擦變為與托輥的滾動摩擦,大大減少了摩擦力,減輕了銅排鏈的負荷,增長了設備的使用壽命[5]。下排鏈耐磨托條結構如圖4 所示。
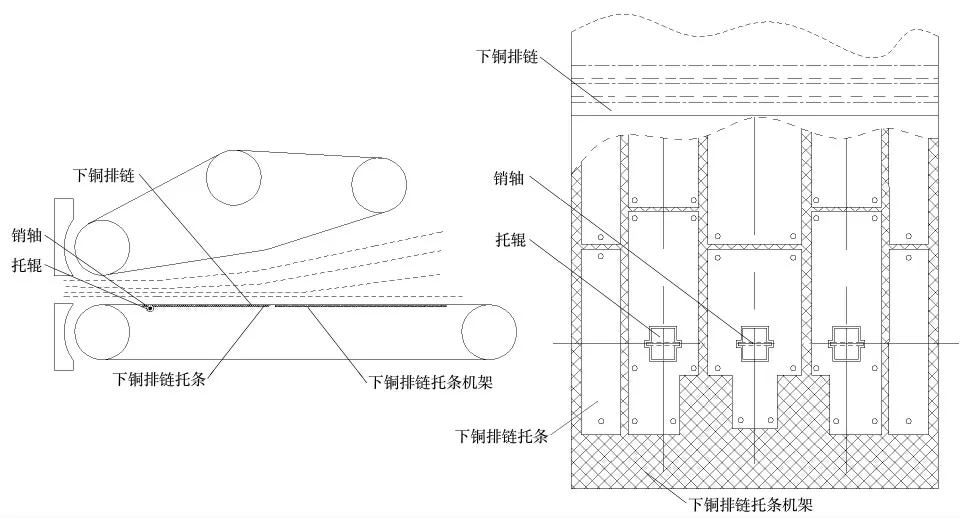
圖4 下排鏈耐磨托條結構
(2)新的前托條材質采用UPE(超高分子量聚乙烯)板,有極低的摩擦因數(0.05~0.11)故自潤滑性優異,是理想的摩擦材料,耐磨性是原前托條(尼龍材質)的2 倍,更換周期長。改進后的前托條及加裝的托輥實物如圖5 所示。

圖5 改進后的前托條及加裝的托輥實物
4 結束語
切絲機作為煙草制絲生產線的關鍵設備之一,其切絲寬度直接關系到成品煙絲的含水率。設計、加工的SQ215B型切絲機下排鏈托條耐磨裝置。在隨銅排鏈轉動的托輥與前托條共同配合下,既保證了對下銅排鏈的支撐,又減少了排鏈向刀門送料時的阻力,減少了前托條磨損,保護了下銅排鏈。經使用發現前托條更換周期由原來的2~3 個月延長至6 個月以上,下銅排鏈磨損量顯著減少。
結果表明:托條托輪組合式排鏈托條耐磨裝置避免了排鏈與托條之間的磨損,延長了銅排鏈的使用壽命。截至目前,該前托條仍在使用,減少了維修次數,降低了維修費用,年節約維修費用約3 萬。此裝置已申請實用新型專利并已授權(一種切絲機下排鏈耐磨托條 專利號:ZL 2019 2 0466841.X)。