卷煙小盒透明紙密封性的改進
2021-11-26 01:37:10王茂方楊麗娟黃智友
設備管理與維修 2021年19期
王茂方,楊麗娟,黃智友,陳 圣
(紅云紅河煙草(集團)有限責任公司會澤卷煙廠,云南曲靖 654200)
1 小盒透明紙密封性問題
1.1 密封性現狀
2019 年2 月21 日××技術中心對××卷煙廠6 個不同牌號的卷煙進行了檢測(表1)。
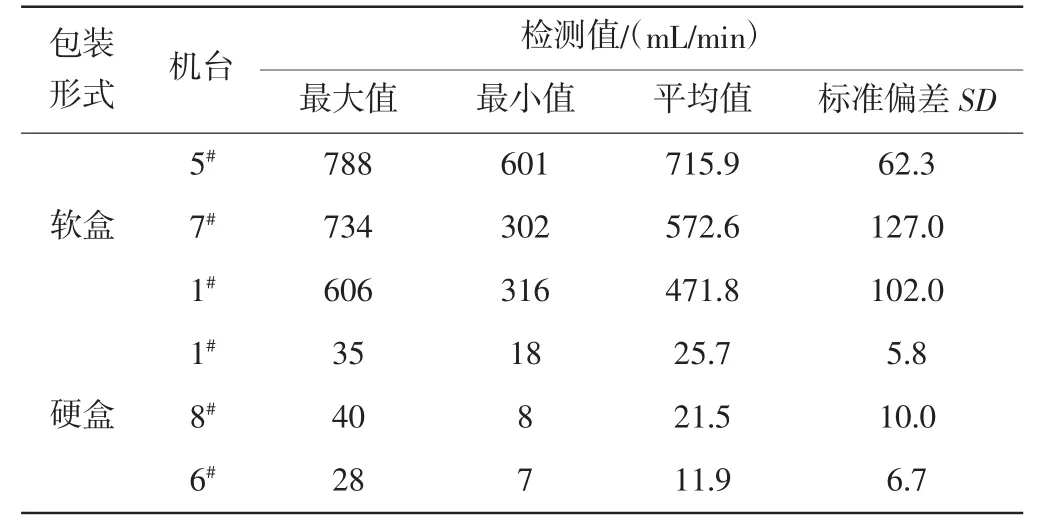
表1 不同牌號卷煙小盒的密封性抽檢情況
從表1 可看出,硬包密封性優于軟包,軟包5#機組小油封密封性最差、平均值為715.9 mL/min。針對此情況,將××卷煙廠軟包5#機組與其他生產廠家的同種機型同種牌號小盒進行檢測,結果見表2。
從表2 可以看出,在機型相同的情況下××卷煙廠軟包5#機組小油封密封性為最差,因此將軟包5#機組的小盒透明紙密封性作為研究改進對象。

表2 不同工廠GDX1 機型同種牌號小盒的密封性情況
1.2 原因分析
針對透明紙存在的主要質量問題,通過實地調查以及查閱文獻,影響透明紙密封性的主要因素有原輔材料、設備、生產過程等[1]。原輔材料質量主要受原材料的厚度、原材料加工過程中的靜電和原材料加工過程中的粉塵影響[2]。由于相同牌號及規格的材料或不同設備不同牌號下密封性參差不齊,因此材料因素本文不做重點分析。
(1)包裝設備問題。由不同軟硬盒包裝工藝可知,硬盒小包卷煙商標包裝紙較厚較硬、且底部為整體成型,而軟盒卷煙商標包裝紙較薄較軟、且底部為多次折疊成型,導致軟包卷煙外盒的彈性遠大于硬盒卷煙,并且軟盒卷煙底部凹凸不平,導致軟包小包透明紙熨燙時不能像硬包一樣平整。同時,FOCKE350 機組401 小盒透明紙包裝機熨燙工位有3 個,GDX1 機組CH 小盒透明紙包裝機熨燙工位僅有2 個且無法再增加新的熨燙工位。因此設備包裝工藝的不同是造成小盒透明紙密封性不同的主要原因,因此可將設備作為密封性的主要研究對象。
(2)生產過程。由于設備運行一段時間后,烙鐵表面粘附有積垢,使烙鐵表面不平整,同時降低了小盒透明紙的直接熱封溫度,造成透明紙熨燙效果不良,影響小油封的熱封性能。
2 改進思路及方法
根據透明紙的包裹工藝,透明紙熱封需要在一定的壓力和時間下,將透明紙加熱至其熔融狀態完成熱封,且需要充足的接觸面積,因此,溫度、時間和壓力是熱封的3 個基本因素[3-4]。通過分析CH 包裝機熨燙過程,熨燙的接觸時間不能更改,而溫度、壓力和熨燙面積可以調整,因此主要從這3 個方面進行調整,分別為原機上的調整、熨燙烙鐵的改進以及其他改進措施。
2.1 原機的調整
在不影響小盒外觀質量的前提下,增加小包透明紙烙鐵與煙包的夾緊度,保證熨燙時的壓力,減少假燙的面積;對烙鐵溫度進行調整,根據實際各臺設備工況將烙鐵溫度調至140~155 ℃,適度提升烙鐵溫度;減少烙鐵溫度的波動,降低密封性的SD 值,但效果不佳。
2.2 CH 小盒透明紙包裝機烙鐵的改進
2.2.1 改進前的烙鐵
未改進前軟5 機組CH 包裝機使用的烙鐵如圖1 所示,且由表1 可知最大為788 mL/min。分析原裝烙鐵的得知,熱封烙鐵溫度不均、熨燙面積不適是影響熱封的主要因素。
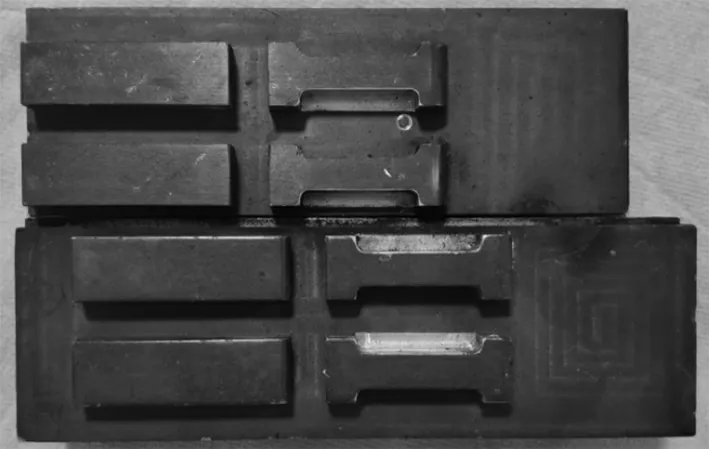
圖1 GDX1 原機安裝烙鐵
2.2.2 CH 包裝機烙鐵的改進及試驗
針對烙鐵的結構形式及材料進行改進,并進行多次試驗,卷煙牌號為×××煙(圖2、表3)。

表3 烙鐵的設計改進
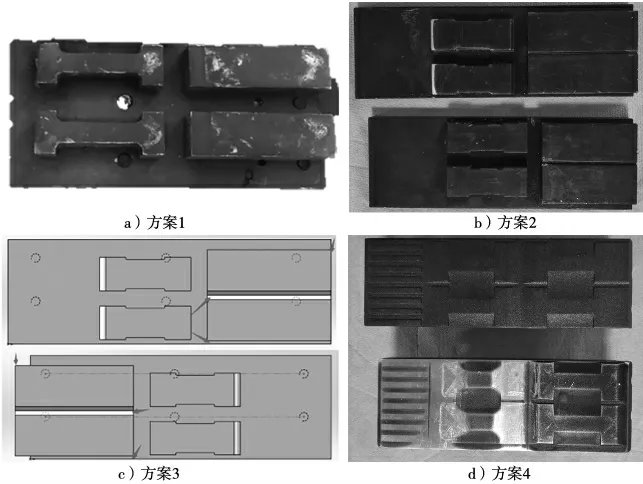
圖2 烙鐵設計的改進方案
通過以上4 次改進試驗,第四次改進的烙鐵試驗效果最佳,密封性平均值約144 mL/min。但小盒透明紙產生諸多皺紋,影響煙包外觀。
2.3 其他改進措施
烙鐵表面的清潔保養不到位可嚴重影響小油封的熱封性能,因此應加強烙鐵保養力度,確保烙鐵表面光滑、整潔。觀察測試小盒透明紙熱封平整度及密封性,同時對煙包成型模盒進行調整,以提高煙包的方正度。
采取以上不同措施后,小盒透明紙密封度平均值為140 mL/min,改進效果明顯。
3 結束語
本文通過分析小盒透明紙密封性不良的原因后,對CH 包裝機設備的熨燙烙鐵進行多次改進設計,并對其包裝產品進行密封性驗證,同時采取了加強保養力度、改進小盒方正度等其他措施,最終使得試驗機型的小盒密封度平均值約140 mL/min,效果顯著。不過也產生了一些透明紙邊緣皺紋等質量問題,影響小盒的外觀質量。