超聲波相控陣技術(shù)在特種設(shè)備無損檢測(cè)中的應(yīng)用研究
2021-12-02 08:19:38段軍志
科學(xué)技術(shù)創(chuàng)新 2021年32期
段軍志
(江西省鍋爐壓力容器檢驗(yàn)檢測(cè)研究院九江分院,江西 九江 332000)
早期使用的檢測(cè)技術(shù)表現(xiàn)出檢測(cè)結(jié)果不準(zhǔn)確、檢測(cè)時(shí)間長等問題,應(yīng)用性能逐漸處于末位淘汰狀態(tài)。超聲波相控陣被提出后,成功占據(jù)了檢測(cè)技術(shù)的關(guān)鍵地位,成為檢測(cè)技術(shù)的主流應(yīng)用。
1 技術(shù)理念
在檢測(cè)中發(fā)現(xiàn):超聲波相控陣法的使用特征主要集中在波束方面,包括偏轉(zhuǎn)角度、點(diǎn)位聚焦兩部分。在圖1 中,左側(cè)圖為波束角度偏移示意圖,右側(cè)圖為波束成像技術(shù)圖。
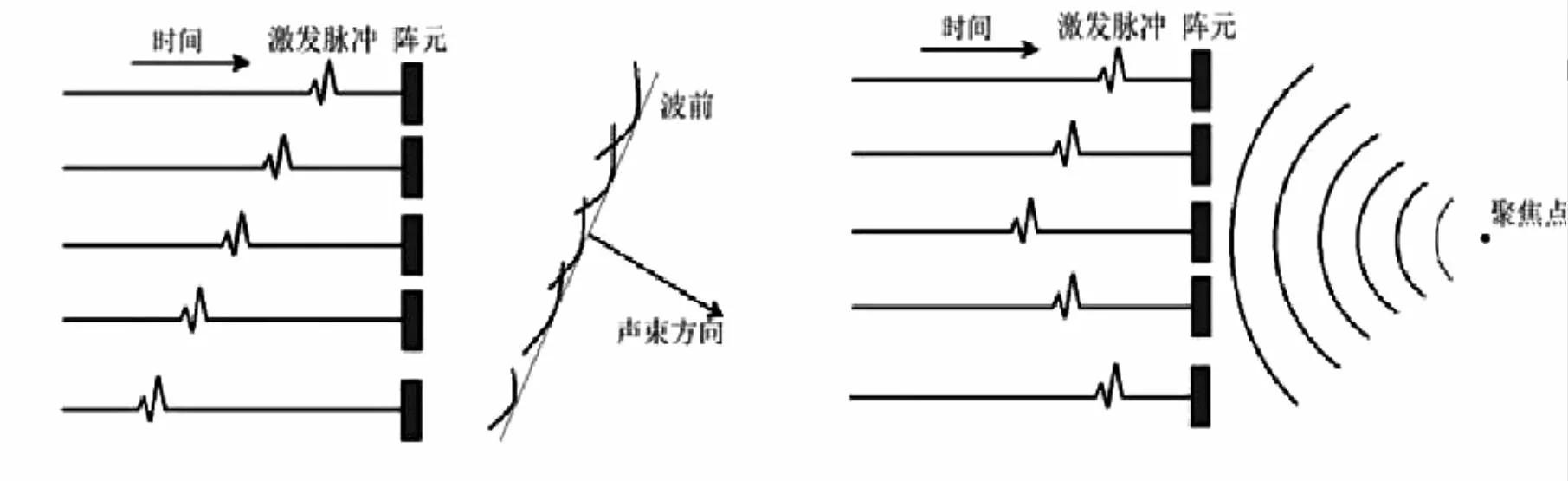
圖1 波束角度偏移、聚焦成像示意圖
2 在特種設(shè)備性能測(cè)定中超聲相控檢測(cè)法的技術(shù)應(yīng)用表現(xiàn)
2.1 探頭選用
2.1.1 晶片陣列
晶片陣列含有多種類型,如圖2 所示。
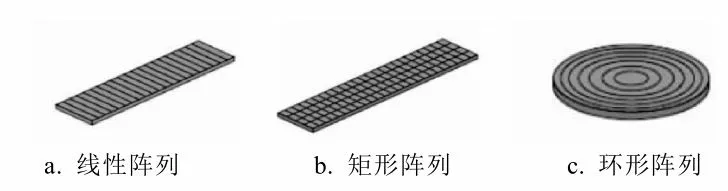
圖2 各類陣列示意圖
現(xiàn)階段在特種設(shè)備性能檢測(cè)工作中,使用頻數(shù)較高的晶片陣列類型為線性。在必要檢測(cè)時(shí),使用的雙線性類型,順應(yīng)裝置的收發(fā)檢測(cè)需求。
2.1.2 頻率
頻率值大小對(duì)于檢測(cè)結(jié)果具有直接影響,在頻率值較高時(shí),檢測(cè)結(jié)果的靈敏性、影像清晰度相對(duì)較高,更有利于檢測(cè)分析。然而,頻率參數(shù)較高時(shí),相對(duì)應(yīng)的衰減性能較高,對(duì)檢測(cè)形成了不利作用。一般情況下,如果特種設(shè)備在檢測(cè)時(shí),以碳鋼焊縫為檢測(cè)方向,適用的檢測(cè)頻率區(qū)間為[2.5,5]MHz。針對(duì)焊縫壁較為輕薄的情況,在檢測(cè)時(shí)頻率選擇7.5MHz。對(duì)于不銹鋼材質(zhì)的焊縫,在檢測(cè)時(shí)探頭可選頻率區(qū)間為[1,2.5]MHz。如果頻率參數(shù)較高,會(huì)形成相應(yīng)的衰減問題,降低了信號(hào)干擾排查能力,甚至?xí)纬蓹z測(cè)破壞作用,無法有序完成檢測(cè)工序。
2.1.3 規(guī)格
規(guī)格較大的探頭,一般含有較多數(shù)量的晶片、或者單個(gè)晶片規(guī)格較大,能夠一次性借助各類聚焦理念,激活探頭性能,獲取多組功能不具有相同性的波束,在一次掃查中波束能夠覆蓋被檢測(cè)主體的各個(gè)區(qū)間,可在壁厚值較大的檢測(cè)區(qū)間中使用。然而,針對(duì)部分規(guī)格較小的工件,掃查范圍受到一定限制,掃查區(qū)域不具有規(guī)則性時(shí),需要更換小規(guī)格探頭。
2.2 聲束模擬
對(duì)特種設(shè)備進(jìn)行性能檢測(cè)時(shí),檢測(cè)方向以焊縫為主,具體包括焊縫深層位置、周邊區(qū)域情況、熱作用影響范圍等。為保障超聲波像控法的使用效果,在發(fā)出波束時(shí),使其能夠覆蓋被檢測(cè)區(qū)域,采取聲束模擬方式,有效給出波束的傳播特點(diǎn),以此達(dá)成檢測(cè)質(zhì)控目標(biāo)。Setup Builder 軟件,是當(dāng)前用于模擬聲束的最優(yōu)程序,此軟件是以聲學(xué)公式為模擬理論條件,針對(duì)各類信號(hào)換能裝置,在差異性生產(chǎn)環(huán)境、各類工藝條件下,進(jìn)行生成波束的有效計(jì)算,能夠?yàn)闄z測(cè)活動(dòng)給出參數(shù)依據(jù),展現(xiàn)出此軟件聲束的模擬優(yōu)勢(shì),在優(yōu)化波束信號(hào)干擾問題、增強(qiáng)波束傳輸能力等方面具有實(shí)用價(jià)值。
2.3 掃查法
2.3.1 扇形掃查
扇形掃查檢測(cè)技術(shù),是使用探頭設(shè)定檢測(cè)深度,啟用相同功能的晶片,以一個(gè)角度為切入點(diǎn)進(jìn)行全面掃查。在此種檢測(cè)過程中,選用一組陣元,針對(duì)被選陣元進(jìn)行各種聚集檢測(cè),每次調(diào)整波束的檢測(cè)角度,獲得全新的扇形掃查范圍。此種檢測(cè)方法,適用于各類外觀特征、檢測(cè)條件欠佳的設(shè)備工件。此檢測(cè)方法借助參數(shù)校準(zhǔn)法,能夠獲取各類晶片掃查平面視圖。
2.3.2 線性掃查
線性掃查檢測(cè)方法是調(diào)整全部陣元對(duì)應(yīng)的波束傳出角度,使其處于完全一致狀態(tài),借助相同聚焦理念,相控陣中啟用的探頭會(huì)激活一組陣元給予響應(yīng)。操作流程是:假設(shè)超聲波相控陣中,含有的陣元數(shù)量為n 個(gè),采取相鄰陣元組隊(duì)方式,組成陣元數(shù)量介于1 與n 之間;使用前期設(shè)定完成的聚焦方式,對(duì)一組陣元進(jìn)行激活處理,在相控陣探頭操作時(shí),沿其方向進(jìn)行陣元位置調(diào)整,調(diào)整長度為一個(gè)單位步長;使用相同的調(diào)整方法,進(jìn)行第二組陣元的激活處理,直至探頭處理完成。線性掃查技術(shù)具有高效率、排查精準(zhǔn)等使用優(yōu)勢(shì),在工業(yè)大規(guī)模設(shè)備中具有廣泛應(yīng)用價(jià)值。
2.3.3 動(dòng)態(tài)深層掃查
動(dòng)態(tài)聚焦掃查法是利用聲軸各深度條件完成點(diǎn)位聚焦,借助動(dòng)態(tài)晶片控制方式,進(jìn)行成像聚焦,在聲軸表面各深度位置形成動(dòng)態(tài)的聚焦過程。此種無損檢測(cè)技術(shù),在輕薄工件中具有較高的適用性。
2.4 參數(shù)設(shè)定
超聲波相控法在實(shí)際檢測(cè)應(yīng)用時(shí),需要考量多重因素,比如掃描類型、晶片配置點(diǎn)位與個(gè)數(shù)、探頭角度、波束設(shè)計(jì)、聚焦區(qū)域等。此類因素對(duì)于檢測(cè)結(jié)果具有一定影響作用。因此,參數(shù)設(shè)定理念如下:
其一,保證波束能夠覆蓋被檢測(cè)主體的全部位置,比如外觀區(qū)、內(nèi)在熱效應(yīng)受干擾區(qū)、周邊6 毫米范圍。
其二,在儀器參數(shù)校準(zhǔn)完成時(shí),進(jìn)行儀器認(rèn)證。
其三,符合檢測(cè)的其他標(biāo)準(zhǔn)。
參數(shù)設(shè)定方法:
其一,掃描排查類型選定。對(duì)于特種設(shè)備進(jìn)行的焊縫探查工作,檢測(cè)時(shí)一般以扇形掃查方式為主。然而,在特定條件下,會(huì)發(fā)現(xiàn)部分區(qū)域存在質(zhì)量問題,可采取線性掃描排查的輔助方式。如果坡口位置并未完成熔合處理,存在質(zhì)量缺陷問題,需要設(shè)計(jì)一組線性掃查,在掃查時(shí)保證波束與坡口相互垂直,具有較高的檢測(cè)效果。
其二,波束類別選擇。在焊縫情況探測(cè)工作中,通常采取橫波波束掃查方式,借助一次反射方式,獲取掃查結(jié)果。針對(duì)不銹鋼焊縫情況,橫波波束檢測(cè)法,表現(xiàn)出性能衰減、信號(hào)干擾等檢測(cè)問題。此時(shí)波束類型更換為縱向波角度輸入方式,能夠獲得更全面、更精準(zhǔn)的檢測(cè)結(jié)果。
其三,波束角度。波束傾斜角度的可選范圍,在進(jìn)行選定時(shí)需要綜合考量楔塊、焊縫等介質(zhì)規(guī)格。傾斜角度的選擇區(qū)域,以供應(yīng)商給出的推薦參數(shù)區(qū)間為主要依據(jù),盡可能選擇區(qū)間取值跨度較大的波束,確保檢測(cè)區(qū)域輻射的完整性。針對(duì)壁厚參數(shù)較高的焊縫,一組波束傾斜角度的最大取值區(qū)間,如果無法輻射整體被檢測(cè)主體,需要增加波束個(gè)數(shù)。
其四,探頭偏轉(zhuǎn)角度。探頭在偏轉(zhuǎn)角度時(shí),一般表示被檢測(cè)主體位置與探頭前方的間隔距離。在焊縫含有余高問題時(shí),需要保障探頭偏轉(zhuǎn)角度的充足性,防止探頭前側(cè)位于焊縫余高表面,確保耦合完成。通常情況下,在保障被檢測(cè)區(qū)域無盲區(qū)的情況,調(diào)整探頭角度位置,能夠在探頭中心區(qū)進(jìn)行晶片激活操作。
其五,晶片激活個(gè)數(shù)。如果晶片激活個(gè)數(shù)逐漸增加,晶片有效規(guī)格將會(huì)增大,輻射超聲波產(chǎn)生的能量會(huì)有所增加,遠(yuǎn)程質(zhì)量缺陷檢測(cè)效果有所增強(qiáng),能夠聚焦的范圍更為寬廣,有效提升檢測(cè)有效性。然而,數(shù)量較多的激活狀態(tài)晶片,對(duì)于相控陣檢測(cè)功能給出了較高標(biāo)準(zhǔn)。對(duì)普通材料進(jìn)行實(shí)際檢測(cè),可激活晶片個(gè)數(shù)16 個(gè)。如果材料管壁較厚、聲波衰減能力較高,需要配置更多數(shù)量的晶片。
其六,相比一般超聲波表現(xiàn)出差異性,超聲波相控法在實(shí)際檢測(cè)操作時(shí),能夠?qū)ΣㄊM(jìn)行動(dòng)態(tài)聚焦調(diào)整。在聚焦范圍內(nèi)聲波表現(xiàn)出的優(yōu)勢(shì)有:能量大、較高的靈敏性、較強(qiáng)的影像獲取能力。因此,加強(qiáng)聚焦范圍設(shè)定,對(duì)于檢測(cè)結(jié)果全面性與可用性具有重要影響。針對(duì)規(guī)格不大的焊縫,在聚焦區(qū)域選擇時(shí),可設(shè)定在焊縫中心區(qū)。在焊縫壁厚參數(shù)增大的情況下,能夠合理劃分焊縫區(qū)域,將其分割成若干個(gè)數(shù)量,對(duì)各類波束聚焦區(qū)域逐一開展檢測(cè)工作。與此同時(shí),如果在檢測(cè)過程中,發(fā)現(xiàn)特定位置有質(zhì)量問題,需要及時(shí)進(jìn)行深層聚焦,掌握質(zhì)量缺陷的具體情況。
2.5 小管徑焊縫檢測(cè)分析
2.5.1 檢測(cè)主體
小管徑焊縫為試驗(yàn)檢測(cè)對(duì)象,此焊縫規(guī)格為φ 54× 8,單位mm。
2.5.2 檢測(cè)結(jié)果
使用超聲波相控法進(jìn)行質(zhì)量檢測(cè),掃描檢查結(jié)果如下:
第一處掃查發(fā)現(xiàn)的質(zhì)量缺陷資料,進(jìn)行掃查過程回放時(shí)發(fā)現(xiàn):反射點(diǎn)位置的縱向與水平點(diǎn)位處于動(dòng)態(tài)變化狀態(tài),同時(shí)靈敏性有浮動(dòng),從管徑焊縫本質(zhì)性能方面分析時(shí)傾向于裂紋缺陷,此項(xiàng)質(zhì)量檢測(cè)缺陷信號(hào)末尾并未給出熔透信息。
第二處掃查排查出的質(zhì)量缺陷情況,進(jìn)行掃查資料查看時(shí)發(fā)現(xiàn):反射點(diǎn)位的縱向與水平方位并未發(fā)生變化,具有較強(qiáng)的靈敏性,結(jié)合位置與反射波束的浮動(dòng)區(qū)間、坡口類型等因素,此處缺陷成因可能是“未焊透”。
第三處掃查發(fā)現(xiàn)的質(zhì)量缺陷問題,回放查看掃查資料時(shí)發(fā)現(xiàn):反射點(diǎn)位的豎直與水平點(diǎn)位并未有較大變化表現(xiàn),相比第二處缺陷更具靈敏性,結(jié)合缺陷位置、反射波束的取值范圍、坡口結(jié)構(gòu)等因素,判斷此缺陷成因可能是“未熔合”。
2.5.3 驗(yàn)證分析
經(jīng)驗(yàn)證發(fā)現(xiàn):焊縫位置的實(shí)際質(zhì)量缺陷問題,與掃查分析結(jié)果具有一致性。證實(shí)此種檢驗(yàn)方法具有較強(qiáng)的可用性,檢測(cè)結(jié)果具有參考價(jià)值。在實(shí)踐檢測(cè)中,超聲波相位法表現(xiàn)出定量精準(zhǔn)、缺陷點(diǎn)定位準(zhǔn)確、缺陷問題定性分析等應(yīng)用優(yōu)勢(shì),能夠以更為直觀的檢測(cè)結(jié)果表現(xiàn)形式,便于檢測(cè)人員查看。
2.6 儲(chǔ)存罐檢測(cè)應(yīng)用
德國籍以SCHMITTE 為代表的研究人員,針對(duì)超聲波相控法進(jìn)行了深入研發(fā),借助此檢測(cè)技術(shù)的高效性優(yōu)勢(shì),在特種設(shè)備核廢料儲(chǔ)存罐中開展了檢測(cè)研究。在檢測(cè)期間,對(duì)于此類特種設(shè)備,聯(lián)合使用了超聲波相控儀器進(jìn)行檢測(cè),儀器數(shù)量為7臺(tái)。在檢測(cè)時(shí),對(duì)設(shè)備換能器進(jìn)行有效控制,成功控制換能器個(gè)數(shù)達(dá)到13 個(gè)。在檢測(cè)期間,選擇扇形掃查方式,遵循各類聚焦理念,利用掃描設(shè)備觸發(fā)換能器,使特種設(shè)備表層給出軸向運(yùn)動(dòng)反饋。與此同時(shí),改變?cè)O(shè)備轉(zhuǎn)動(dòng)方向,讓儲(chǔ)存罐進(jìn)行圓周性地旋轉(zhuǎn),對(duì)其進(jìn)行高效全面的質(zhì)量掃描與檢查。檢測(cè)時(shí)探頭選用參照如表1 所示。
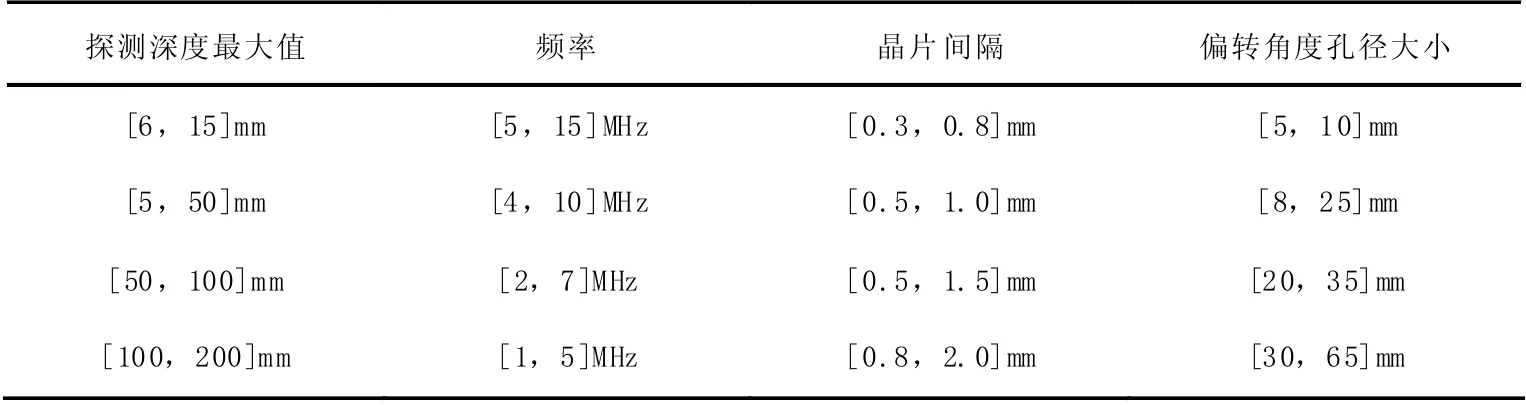
表1 超聲相控法用于廢料存儲(chǔ)罐檢測(cè)的探頭選用參照表
2.7 汽輪機(jī)檢測(cè)應(yīng)用
汽輪機(jī)在工業(yè)生產(chǎn)活動(dòng)中具有較高應(yīng)用頻率的特種設(shè)備。在實(shí)際生產(chǎn)運(yùn)行時(shí),汽輪機(jī)的運(yùn)行條件,具有溫度高、壓力高、離心力作用強(qiáng)、彎矩作用明顯等特點(diǎn),極易引起汽輪機(jī)發(fā)生質(zhì)量問題。與此同時(shí),汽輪機(jī)自身外觀形狀表現(xiàn)出不規(guī)律性,在焊縫質(zhì)量檢測(cè)中具有一定難度。傳統(tǒng)檢測(cè)方法,難以排查不規(guī)律區(qū)域的檢測(cè)干擾問題,引起檢測(cè)結(jié)果不具參考價(jià)值的問題。
因此,在質(zhì)量檢測(cè)時(shí)引入超聲波相控法,以保障檢測(cè)結(jié)果的零盲區(qū)與真實(shí)性。在實(shí)際檢測(cè)期間,借助CAD 模型導(dǎo)入方法,使用聚焦法則進(jìn)行檢測(cè)模擬,同時(shí)引入檢測(cè)儀器,在汽輪機(jī)中添加檢測(cè)探頭,采取橫波方式、扇形掃描類型,準(zhǔn)確獲取焊縫質(zhì)量問題。對(duì)于汽輪機(jī)中規(guī)格較小的檢測(cè)區(qū),比如葉片區(qū),使用專用探頭進(jìn)行檢測(cè)。
以汽輪機(jī)葉根探測(cè)為例,檢測(cè)時(shí)以汽輪機(jī)葉片上區(qū)鎖孔位置為主,查看其裂紋出現(xiàn)情況。探測(cè)流程如下:
其一,獲取超聲波束的傳輸路徑,選出最優(yōu)掃查方案,開展實(shí)測(cè)。
其二,在汽輪機(jī)轉(zhuǎn)子第四、第五級(jí)位置,葉根外側(cè)形狀不規(guī)律,存在人為形成的質(zhì)量缺陷問題。
其三,為保障檢測(cè)的有效性,使用的探頭規(guī)格為64 單元,以此檢測(cè)葉根全部范圍,64 個(gè)單元含有3 個(gè)檢測(cè)分區(qū),便于查看各個(gè)方向的質(zhì)量問題。3 個(gè)分區(qū)中,每個(gè)分區(qū)含有24 個(gè)單元,每個(gè)單元對(duì)應(yīng)一組相控陣。檢測(cè)完成時(shí),能夠獲取120 幀影像,反饋出120 個(gè)聚焦的檢測(cè)結(jié)果。
3 結(jié)論
綜上所述,超聲波相控陣在實(shí)踐應(yīng)用時(shí),其檢測(cè)技術(shù)是對(duì)被檢測(cè)主體進(jìn)行全面、全角度的探測(cè),兼具檢測(cè)的高效性,在聚焦區(qū)間調(diào)整、波束方向優(yōu)化、缺陷問題探查等方面,表現(xiàn)出技術(shù)優(yōu)勢(shì)。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
能源工程(2020年5期)2021-01-04 01:29:00
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
測(cè)控技術(shù)(2018年8期)2018-11-25 07:42:16
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
廣西電力(2016年4期)2016-07-10 10:23:38
工業(yè)設(shè)計(jì)(2016年4期)2016-05-04 04:00:23
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24