200噸門式起重機主梁制作質量控制
2021-12-02 09:18:24胡光隆
商品與質量 2021年44期
胡光隆
中國石油天然氣第六建設有限公司 廣西欽州 535008
我司采購的一臺200噸門式起重機,由于運輸條件限制,起重機廠家委托我方在安裝地點現場建造起重機門架鋼結構。本臺200噸門式起重機跨距51520mm,主梁底高25193mm,起重機門架鋼結構重約283噸。起重機為雙主梁、大跨度龍門式起重機,由門架結構、上下小車、起重運行機構、電氣控制系統等組成。其中門架結構主要由雙主梁、A字型剛性腿、人字型圓管柔性腿和行走機構組成。結構形式見圖1:

圖1 200噸門式起重機結構圖
1 主梁概況
主梁是起重機結構的主要受力部件,是大型起重機鋼結構制造的關鍵。200噸起重機主梁為箱形雙梁中間對稱結構,總長為54622mm,總寬為7681mm,梁高為3737mm,重177噸,主要由板厚8~18mm的板材組成。主梁分14個箱體預制,單邊梁12個箱體,單個箱體長8500~10000mm,寬1770mm,高3737mm,最重箱體約13噸;2個端梁箱體,長4188mm,寬2460mm,高3732mm,重分別為10.5和6.6噸。箱體分為上翼緣板、左腹板、右腹板、下翼緣板四片。
2 主梁制作工藝流程:詳見下圖2
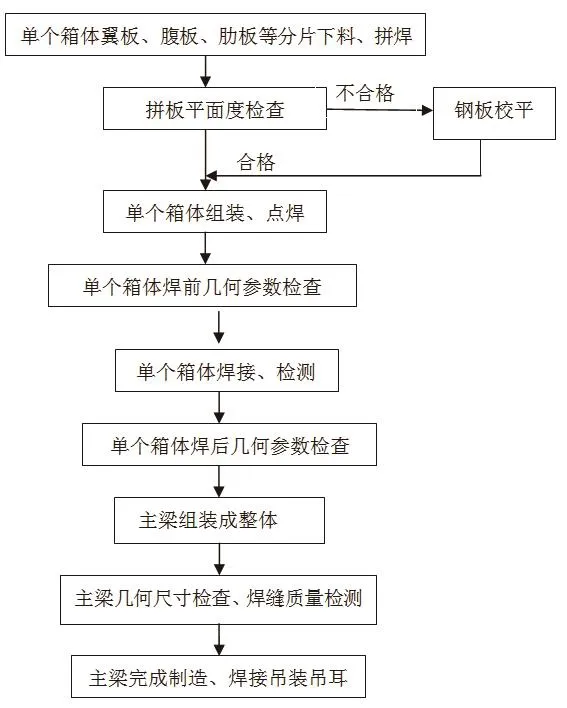
圖2 主梁制作工藝流程
3 主梁箱體的尺寸要求
箱體的旁變值≤15mm;箱體對角線差≤3mm,雙梁對角線差≤15mm;箱體上翼緣板水平偏斜值≤7mm;腹板垂直偏斜值≤18mm;箱體扭曲度≤10mm;主梁腹板的波浪度以1m平尺檢測,離上翼緣板H/3以內不應大于0.7t,其余區域不應大于1.2t(t為板厚,0.7t=7mm,1.2t=12mm);主梁翼板的波浪度以1m鋼板尺檢查不大于3mm,兩肋板之間不大于8mm。
主梁滿負荷后拱度不得小于36mm,考慮到起重機進行型式試驗對吊車產生的影響,制造時主梁預拱度取值為1.4S/1000=72mm,主梁自重下撓度13mm,再考慮到焊接變形,因此,在拱度方向上給定30mm的修正變形量,即整體組裝拱度按115mm考慮(理論成型預拱度+自重下撓度+焊接變形修正)。采用腹板弧形下料的方式形成主梁的拱度。
4 焊接要求
門架所有焊縫采用二氧化碳氣體保護焊或者鎢極氬弧焊,焊絲為E501T-1(φ1.2)及ER50-6(φ2.0),焊接參數見表1:

表1 焊接參數
焊接時要嚴格控制焊接線能量的輸入,在保證焊透和焊縫無缺陷的前提下,應盡量采用小的焊接熱輸入量,小電流,快速焊,多層多道不擺動操作,避免局部焊縫過熱,對變形產生不利影響。
5 下料預制
翼板、腹板在寬度方向下料時應按+3~+5mm的正偏差,長度方向下料時應按+15~+20mm的正偏差進行下料以補償焊接收縮量及主梁起拱時的調節量。
承軌T型梁是用H型鋼400×400×13×21mm沿腹板中心線分兩片平分制成,H型鋼切割前應劃切割線,整根型鋼切割線與中心線偏差不得大于1.5mm,切割打磨完后整個切割面直線度偏差不得大于1mm,T型梁翼板平面度不得大于1.5mm,彎曲度不得大于0.1%,且小于10mm,如平直度超標可用型鋼矯正機進行矯正。
內部肋板用CAD軟件按1:1放樣后,采用數控切割機分2瓣對稱下料。肋板的寬度尺寸只能小不能大(小1mm左右),長度尺寸可允許有一定的誤差(±2mm以內)。肋板的4個角應為90°,尤其是肋板與上翼板聯接處的兩個角更應嚴格保持直角,以使裝配后主梁的腹板與上翼板垂直,同時主梁在長度方向上不會發生扭曲變形。
拼板及二次下料:主梁腹板寬度為3700mm,考慮到主梁預制拱度(拱度A=107)的需要,需在腹板下料時將主梁腹板拱度一同號料出來。根據腹板材料規格,需進行拼板。拼板前必須矯正鋼板的平面度,拼縫錯邊量不得大于1mm,焊完后每米平直度不得大于2mm。拼焊時拼縫兩端各留300mm不焊,這樣利于箱體間的組裝,待箱體組對接長后再焊接。腹板拼焊采用分段退焊的方法,每段焊縫長度為200mm,采取了兩種預防焊接變形的控制措施,一種是剛性固定,即在大坡口一側焊接防變形加強板,大坡口焊接完后需翻轉清根,清跟前觀察其變形量,根據變形量控制清根深度,以此減少總的焊接變形量。寬度小于2m的拼板可以用矯平機壓平,寬度大于2m的拼板變形采用火焰矯正,此兩種矯正變形的方法均可以將焊接變形調整至公差范圍內。腹板拼焊調平后進行二次下料,用氣割左右對稱切割兩側腹板,以防止主梁兩側腹板尺寸不同,引起主梁的扭曲變形。
6 主梁組對焊接
6.1 單個箱體組對焊接
首先將下翼板調平,平鋪在平臺上,并劃出各板的安裝位置線。再將一側的腹板點焊固定在下蓋板上,點焊長度50mm,間距500mm,同時注意保證腹板與下蓋板的垂直度,并在腹板上劃出各肋板的位置線,然后將肋板及角鋼分別與腹板及下翼板進行點焊。然后將另一側腹板上各肋板的位置線劃出,然后與下翼板、肋板及角鋼點焊固定。接著組裝上翼板、T型梁、角鋼。為方便后續箱體間組對工作,應畫出腹板和翼板寬度方向中心線并將其引到外壁。
箱體兩端對接口腹板之間用臨時支撐固定,預防焊接翹曲變形。這是單個箱體焊接時變形最大的地方,加支撐后可以減少變形量。如變形不可避免,在箱體接長時,用斜尖、卡具施加外力然后再用火焰矯正。
焊接時先焊T型梁與腹板、翼板相交的焊縫,這樣既可減少T型梁的縱向彎曲變形,又使得T型梁和腹板成為一個整體,從而有效降低腹板的局部翹曲,接著焊腹板與翼板的相交的長焊縫,焊接順序為中間向兩端焊接,采用對稱焊接和分段退焊的方法,每段焊縫長度為200mm,最后焊接肋板以及角鋼與腹板、翼板的角焊縫。
檢查箱體組裝幾何尺寸,包括上翼緣板的水平偏斜值、腹板垂直偏斜值、肋板安裝位置偏差、肋板垂直度、箱體對角線等。需要注意的是由于肋板存在下料及組對偏差,箱體兩側腹板及上翼板不可以直接靠上肋板組對點焊,要用線墜打垂直或水平尺打水平后測量好箱體對角線,才可以點焊加固。焊接完成后對整個箱體的幾何參數進行檢查。
6.2 主梁箱體之間組對焊接
組裝前用全站儀找出主梁縱向及橫向的中心線,將平臺的縱向中心線標出(垂直于大車軌道),在平臺上焊好橫、縱向的限位板。組對的箱體吊裝到平臺上以后,將箱體臨時固定,用導鏈和千斤頂將箱體移動到位,進行兩分段之間合攏口的組對。接著將全站儀架在大車軌道與平臺縱向中心線兩端的基準點上,按全站儀顯示的數據調整兩個箱體,使兩個箱體的縱向中心線準確就位,然后將水準儀架在主梁的上翼緣板,從中心向兩邊每2m測量一個水平值,調整箱體兩端標高,確保箱體拱度在偏差范圍內。同時為了滿足主梁安裝后盡量外凸而不是內凹的要求,箱體內側高度不得低于箱體外側,且高差不大于7mm。
箱體就位經檢驗合格后將兩分段完全固定,焊縫兩側每600mm焊接一個加強肋板進行固定。分段合攏口余量切割完、開好坡口后,用磨光機把距焊口兩側50mm范圍內的鐵銹、油漆、熔渣、飛濺、油污等清除干凈。
焊接順序:先焊上、下翼緣板的對接焊縫,同時仰焊,仰焊完后再焊平焊,這對保證主梁的上拱度有好處,接著焊腹板之間的對接縫,最后焊翼緣板和腹板之間的焊口。焊接過程中,采用2名焊工同時、對稱地從中間向兩邊分段退焊,以防止主梁發生扭曲變形。雙梁宜同時焊接,可邊焊接邊測量,根據過程控制結果,及時調整焊接順序及相關參數。
中間兩個箱體段是整個主梁的跨中段,是其它分段合攏就位的基準段,要實時觀測它們的軸線、拱度以及沉降,一旦發現問題及時調整,為后續箱體的接長提供可靠的依據。主梁焊接前后應對主梁整體成型拱度、總跨度、主梁扭曲值、主梁旁變值、上翼緣板的水平度及雙梁對角線差等幾何參數進行檢查測量,并控制在標準要求內。
7 焊接變形及矯正方法
焊接是一個局部加熱的過程,焊接過程中的收縮會引起結構件的各種變形和殘余應力[1]。大型箱體結構件焊接過程中常見的焊接變形有:收縮變形、扭曲變形、角變形、波浪變形。
焊縫變形預防措施:下料預留余量、采取合適的焊接工藝、采取合理的裝配焊接順序、反變形法、剛性固定法。
焊接變形矯正:火焰矯正,加熱溫度控制在600~800℃之間,可采用點狀、帶狀和三角形加熱的方法[2],矯正時可適當進行錘擊或施壓,不可澆水冷卻,避免矯正過量,避免同一位置重復加熱,避免在應力最大處加熱;機械矯正,主要針對拼板變形,可選擇矯平機或卷板機進行矯正,一般尺寸較小的拼板可以采用。
8 主梁成型質量情況
主梁制造完成后,約請設計單位共同驗收,經過測量得出的數據均符合設計及標準要求[3]。
9 結語
200噸龍門起重機主梁制作通過控制下料尺寸,選擇合理的焊接工藝和裝配焊接順序,采取反變形法,剛性固定法,火焰矯正法,機械矯正法等糾正預防措施,是可以有效地控制大箱體結構件的焊接變形和組裝尺寸。起重機安裝完成后,進行各項檢驗試驗均能達標。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
