熱軋板帶高鉻復(fù)合鑄鐵軋輥輥身斷裂失效原因分析
2021-12-02 13:36:48孫向陽仇光宏肖連華
中國鑄造裝備與技術(shù) 2021年6期
孫向陽,黃 明,仇光宏,肖連華
(唐山鋼鐵集團(tuán)重機(jī)裝備有限公司,河北唐山 063300)
2017 年1 月至2018 年1 月某熱軋板帶軋鋼廠1580 軋線精軋前段高鉻復(fù)合鑄鐵軋輥在使用過程中出現(xiàn)了7 次輥身斷裂事故,嚴(yán)重的影響軋鋼企業(yè)生產(chǎn)過程,為杜絕事故的再次發(fā)生,從軋輥制造和使用進(jìn)行剖析,徹底杜絕事故的再次發(fā)生。
1 斷輥基本形貌
結(jié)合現(xiàn)場實(shí)物照片(圖1)及示意圖(圖2),軋輥斷裂有一些明顯的特征:一是擴(kuò)展源頭為外層和中間層結(jié)合部位,其外層呈現(xiàn)碗狀斷面;二是從源頭呈散射型向四周擴(kuò)展最終造成斷裂。

圖1 斷輥實(shí)物照片
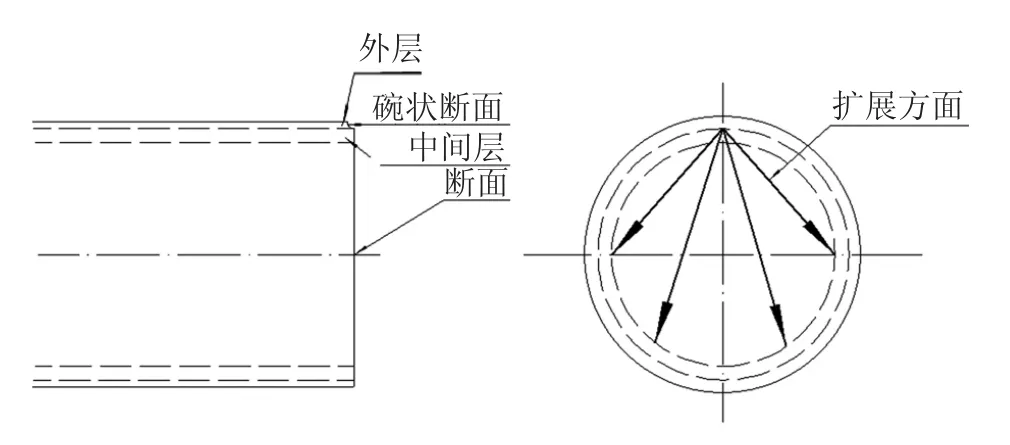
圖2 斷輥斷面示意圖及擴(kuò)展說明
同時(shí),根據(jù)統(tǒng)計(jì)該類軋輥數(shù)據(jù)可以得出幾個(gè)規(guī)律:一是軋輥斷裂主要發(fā)生在F1 和F2 架次軋機(jī);二是軋輥斷裂主要發(fā)生在近新輥上機(jī)軋制1~3 塊板坯時(shí)發(fā)生。
2 事故分析
通過現(xiàn)場實(shí)物照片及示意圖分析,初步分析裂紋斷裂源為外層和中間層結(jié)合部位,從碗狀斷面分析斷裂性質(zhì)為應(yīng)力斷裂;斷裂形式為外層和中間層結(jié)合部位由于強(qiáng)度低于產(chǎn)生應(yīng)力發(fā)生脆性斷裂,在彎輥力的作用下斷裂源沿徑向向四周擴(kuò)展最終造成斷裂。現(xiàn)就主要的分析過程陳述如下。
2.1 金相分析
通過制備斷面試樣,選取外層和中間層結(jié)合部位金相進(jìn)行分析,其金相圖像如圖3 所示。
如圖3 左圖所示,結(jié)合層位置碳化物呈板條狀,并具有方向性(沿芯部方向),組織較為粗大;根據(jù)金相分析,結(jié)合層板條狀結(jié)構(gòu)較多且具備方向性,說明結(jié)合層過熱度較大,組織有足夠的發(fā)展能量,離心過程中形成了足夠的芯部熱源,形成較為粗大的組織。
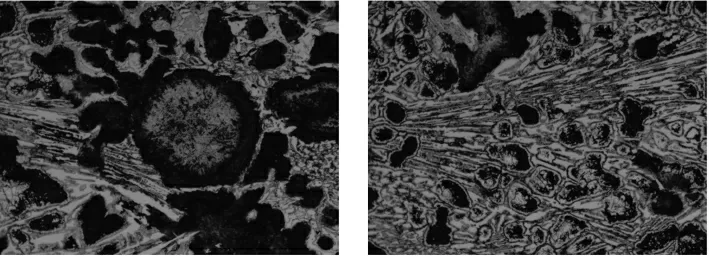
圖3 外層和中間層結(jié)合部位金相侵蝕×100
2.2 軋制環(huán)境分析
導(dǎo)致軋輥失效[1]的應(yīng)力共有4 種:一是制造過程中的殘余應(yīng)力,二是軋制過程中的機(jī)械應(yīng)力,三是軋制過程中軋輥的組織應(yīng)力,四是軋輥內(nèi)外溫差造成的熱應(yīng)力。
首先針對制造過程中的殘余應(yīng)力,該類軋輥一般上機(jī)使用3~10 回后上機(jī)斷裂,軋輥在上機(jī)軋制過程中,殘余應(yīng)力是一個(gè)逐步釋放的過程,隨著磨削次數(shù)增加,軋輥本身的制造殘余應(yīng)力越來越小,因殘余應(yīng)力斷裂一般發(fā)生在新輥(第一次上機(jī)使用)時(shí)期,統(tǒng)計(jì)軋輥基本使用了2~10mm 后(3~10 回上機(jī))發(fā)生斷裂,因此排除此類現(xiàn)象;一般情況如果沒有中間受到異常外力的情況下,傳動側(cè)輥頸是受力最大的地方,如果屬于機(jī)械應(yīng)力斷裂的話首先應(yīng)傳動側(cè)輥頸斷裂,所以不屬于機(jī)械應(yīng)力斷裂;對組織應(yīng)力影響最大的就是外層組織中殘余奧氏體含量,殘余奧氏體越高,軋制過程后殘奧轉(zhuǎn)變的組織應(yīng)力就越大,而經(jīng)軋輥制作廠家X 射線應(yīng)力/殘奧測定儀(型號X-350A)測定,該軋輥的殘余奧氏體含量在0.5%~2.0%,一般軋輥的殘余奧氏體含量控制在小于3%,因此該軋輥斷裂問題也不屬于軋輥的組織應(yīng)力問題。
因此,分析導(dǎo)致軋輥失效的原因?yàn)檐堉七^程中軋輥內(nèi)外溫差造成的熱應(yīng)力[2]。軋輥在上機(jī)的初期過程中,由于與軋材的緊密接觸,軋輥表面溫度迅速上升,而軋輥芯部的溫度上升較慢,這時(shí)軋輥面和軋輥芯部之間的溫差處于最大值,溫差引起的軋輥熱應(yīng)力也處于最大值。如果軋輥的熱應(yīng)力和軋輥的殘余應(yīng)力相疊加,并且超過了軋輥芯部的強(qiáng)度極限時(shí)就可能發(fā)生軋輥斷裂的事故。
縱向熱應(yīng)力的計(jì)算公式:

式中,E 為彈性模量;μ 為泊松比;α 為線膨脹系數(shù);Δq 為軋輥表面和芯部之間的溫差。
經(jīng)過試驗(yàn)測定高鉻鑄鐵材質(zhì)各項(xiàng)參數(shù)數(shù)值分別為E=21.8×104MPa,μ=0.35,α=12.5×10-6/℃。
熱軋板帶軋鋼廠位于河北省唐山市,斷裂軋輥基本發(fā)生在10 月到次年1 月,室內(nèi)溫度平均在0℃,軋輥下機(jī)表面平均溫度70℃,利用公式計(jì)算縱向熱應(yīng)力為293MPa。因此,如果軋制初期軋制速度過快,表面溫度迅速升高到70℃,會產(chǎn)生293MPa 的熱應(yīng)力;結(jié)合該軋鋼廠斷裂事故發(fā)生時(shí)間段的生產(chǎn)情況,軋鋼廠為提升產(chǎn)能,在設(shè)計(jì)產(chǎn)能230 萬t 的情況下,縮短板坯軋制間隔時(shí)間,實(shí)現(xiàn)300 萬t 年產(chǎn)能,可能造成軋制初期軋輥的快速升溫。
2.3 總結(jié)
結(jié)合上述兩方面的分析,認(rèn)為軋輥斷裂[3]產(chǎn)生的主要原因有兩個(gè)方面:一是軋輥制造過程中,中間層工藝參數(shù)設(shè)計(jì)存在一定的不合理性,造成外層和中間層融合部分碳化物較為粗大,且具備一定的方向性,造成結(jié)合層強(qiáng)度較弱;二是軋鋼廠為追求高產(chǎn)能,加快了生產(chǎn)節(jié)奏,縮短了板坯軋制間隔時(shí)間,造成軋輥上線初期軋輥表面的快速升溫,形成較大的軋制熱應(yīng)力。兩種因素疊加,在軋制力的作用下,從軋輥外層與中間層結(jié)合部位形成初始裂紋,最終形成斷輥事故。
3 結(jié)論與措施
軋輥斷裂的形成原因?yàn)檐堜搹S軋輥上線初期快速軋制造成軋輥表面快速升溫形成較大的軋制熱應(yīng)力,同時(shí)軋輥外層和中間層結(jié)合部位強(qiáng)度較低,在軋制力的作用下,從脆弱部位形成初始裂紋,造成斷輥。針對以上原因制定措施如下:
(1)軋輥制造企業(yè)修訂軋輥鑄造工藝,在保證不出現(xiàn)結(jié)合不良的情況下,降低軋輥中間層澆注溫度,進(jìn)而降低中間層過熱度,從而縮短結(jié)合層組織的組織長大和發(fā)展的時(shí)間,細(xì)化組織增加強(qiáng)度。
(2)軋鋼廠針對軋輥上線初期制定合理的燙輥制度,增加前5~10 塊板坯的軋制間隔時(shí)間,減緩軋輥表面的升溫速度,降低軋輥的熱應(yīng)力的形成,減少斷輥風(fēng)險(xiǎn)的產(chǎn)生。