250 W@70 K單級G-M制冷機回熱器優化及實驗研究
2021-12-02 09:09:50胡子珩汪楨子李健偉何韓軍
真空與低溫 2021年6期
王 哲,胡子珩,章 彬,汪楨子,汪 偉,李健偉,李 奧,何韓軍
(1.南方電網深圳供電局有限公司,廣東 深圳 518000;2.中船重工鵬力(南京)超低溫技術有限公司,南京 211100)
0 引言
G-M制冷機由Mcmahon等[1]于1956年提出。該制冷機通過配氣閥門周期性地完成西蒙膨脹過程來獲得低溫。G-M制冷機使用方便、結構簡單、運行可靠、制造成本低,已在超導磁體冷卻領域得到了廣泛的應用。近年來,高溫超導磁體在電力技術,如高溫超導電纜、高溫超導變壓器、高溫超導限流器、高溫超導磁儲能等方面的應用日益廣泛[2],這些應用對G-M制冷機的制冷量、效率及質量提出了比傳統應用更高的要求,常規的單、雙級G-M制冷機已經無法滿足如高溫超導磁體等所需的冷量要求。美國Cryomech公司相繼推出了237 W@70 K(功耗7 kW)和500 W@70 K(功耗11.5 kW)兩種大冷量單級G-M制冷機[3]。據文獻報道,國內尚無制冷量200 W@70 K以上的G-M制冷機。表1為本文研制目標與國內外同級別G-M制冷機的性能比較[3-5]。

表1 國內外大冷量G-M制冷機性能對比Tab.1 Performance comparison of G-M cryocooler with large cooling capacity
大冷量G-M制冷機不是中小冷量G-M制冷機結構的簡單放大。對于回熱器,由于尺寸的增加,質量增大,施加于旋轉電機的負載加大;另外,當回熱器直徑較大時,徑向溫度呈現非均勻性,由此產生直流損失[6],限制了大冷量G-M制冷機的發展。
回熱器是回熱式制冷機的關鍵核心部件,回熱器損失占回熱式低溫制冷機總損失的60%以上,優化回熱器結構尺寸及填料是提高制冷量和制冷效率的主要途徑。國內學者陳長琦等[7]對單級20 K溫區G-M制冷機進行實驗研究,測試了不同進排氣角度、蓄冷材料、壓比對制冷性能的影響,取得了70 W@70 K的制冷量。朱建民等[8]和張雨航等[9]對G-M制冷機回熱器填料進行了優化,采用磷青銅+鉛球復合蓄冷材料研制的實驗樣機分別獲得了119.5 W@77 K和131.2@70 K(功耗6.5 kW)的制冷性能。李自成等[10]從熱聲理論出發,分析了G-M制冷機內的壓力振蕩和位移振蕩及其相位角,進而對回熱器進行了深入的熱力學分析。高瑤等[11]基于Regen軟件對回熱器進行了優化設計,分別對回熱器長度、冷端壓比、回熱器填料網片目數和回熱器填料填充方式進行了優化設計和實驗研究,結果顯示,在相同目數下,較細的不銹鋼絲作為蓄冷填料能夠提高回熱器效率。彭杰等[12]在線性斯特林制冷機回熱器中采用不同目數的網片分層填充,優化后,整機降溫速度提高了14%,效率提升了37.5%。張晨等[13]開展了直線型脈管制冷機回熱器壓降和冷端壓比變化規律的實驗研究,結果表明,增加回熱器的冷端壓比可提高制冷效率。李珊珊等[14]基于Regen軟件模擬研究了運行參數、冷端相位特性對脈管制冷機回熱器結構尺寸和效率的影響,總結了回熱器的設計方法。陳鵬帆等[15]建立了斯特林發動機的絕熱分析模型并介紹了數值求解方法。計算結果表明,對于孔隙率一定的回熱器,增加回熱器長度會使輸出功率降低;回熱器平均溫度降低會使膨脹腔及壓縮腔溫度波動更為劇烈。
綜合制冷量、無負荷制冷溫度及制造成本等因素,G-M制冷機在70 K溫區仍具有獨有的優勢。針對70 K溫區應用及國內缺乏200~500 W冷量G-M制冷機的研究現狀,本文以制冷量250 W@70 K及功耗不大于7 kW為目標,設計并加工了一臺G-M制冷機,在限制條件下對回熱器尺寸、填料進行設計及優化,在滿足制冷量要求的同時盡量減小其質量及徑向尺寸,期望實現輕量化,并且提高回熱效率。
1 模擬分析
單級G-M制冷機的冷頭主要由旋轉電機、配氣閥、回熱器、排出器、氣缸以及冷頭換熱器等部件組成,如圖1所示。回熱器是G-M制冷機的核心部件,其尺寸、質量和回熱效率影響制冷機的穩定運行以及輸出冷量。當制冷機處于進氣過程時,來自壓縮機的高壓熱工質氣體通過回熱器與蓄冷填料進行熱交換,溫度降低;排氣過程中,由冷腔排出的低溫工質氣體流經回熱器時冷卻蓄冷材料,自身溫度上升。
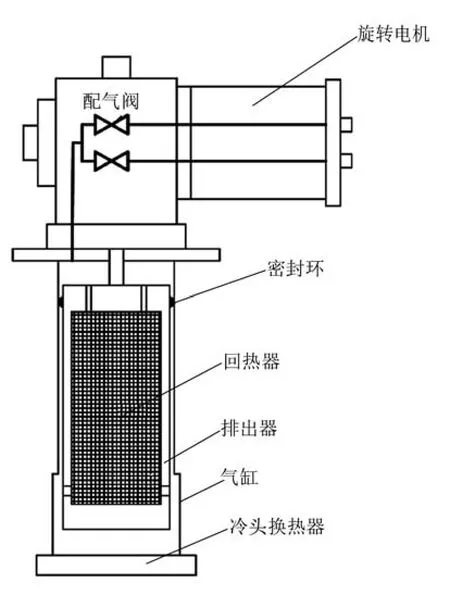
圖1 單級G-M制冷機冷頭結構示意圖Fig.1 Schematic diagram of single-stage G-M cryocooler
本文建立回熱器一維計算模型,采用Regen軟件對大冷量G-M制冷機回熱器進行優化設計,流程如圖2所示。將回熱器簡化為充滿多孔介質材料的圓管,工質在管中進行一維交變流動,以冷熱流交替往復的方式經過多孔介質的空體積,同時與多孔介質進行換熱。
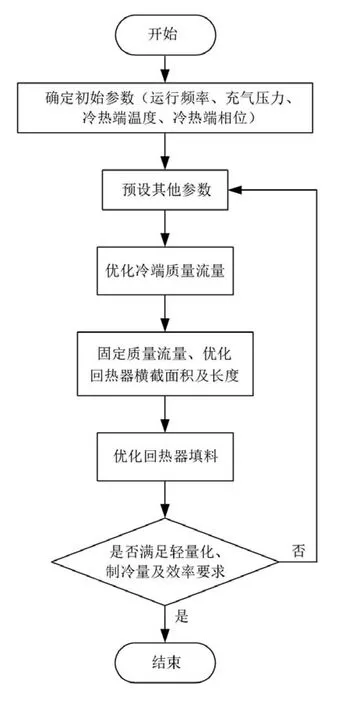
圖2 回熱器優化設計流程圖Fig.2 Optimal design process of regenerator
假設模型回熱器內的壓力波和質量流量都隨時間呈正弦變化,并且壓縮及膨脹均為等溫過程。經整理簡化,回熱器的凈制冷量為冷端膨脹功減去冷端填料和管壁因熱傳導引起的損失Qloss(數值很小,可忽略不計)和一個周期的冷端焓流值[16],表達式為:
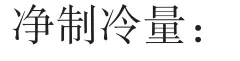
式中:?為填料孔隙率;A為回熱器截面積;v為工質流速;ρ為工質密度;p為壓力;h為焓值;L為回熱器長度;Th為熱端溫度;Tc為冷端溫度;τ為時間周期;t為時間;ρ1=ρ(T,p(t))為溫度Tc1時的冷端工質密度;Wh為熱端壓縮功。計算方法與冷端膨脹功形式相同。從式(1)~(4)可以看出,凈制冷量和制冷系數受質量流量m=ρv和回熱器長度、橫截面積等參數的共同影響。
1.1 冷端質量流量設計優化
計算了不同回熱器橫截面積下制冷量和比卡諾效率隨冷端質量流量的變化情況,如圖3所示。當冷端質量流量由6 g/s增大至16 g/s時,制冷量與冷端質量流量幾乎呈線性關系。隨著冷端質量流量的增大,不同回熱器橫截面積的比卡諾效率變化趨勢呈現差異:橫截面積較小時(2.5×10-3m2)比卡諾效率先增大后減小,當冷端質量流量為11 g/s時,比卡諾效率達到最大;橫截面積較大時(4.1×10-3m2),在本文計算中,比卡諾效率隨著冷端質量流量增大而增大;橫截面積為4.1×10-3m2時,比卡諾效率在冷端質量流量為14 g/s時取得最大值,且效率高于計算中其他兩種橫截面積下的比卡諾效率。在回熱器冷端質量流量相同的情況下,回熱器橫截面積對制冷量的影響較小,制冷量幾乎相同,但回熱器橫截面積對制冷機的比卡諾效率有較大影響。回熱器橫截面積一定時,存在最佳冷端質量流量,使比卡諾效率達到最大,且回熱器橫截面積越大,最佳冷端質量流量越大。根據目標設計值250 W@70 K,綜合考慮制冷量和比卡諾效率,冷端質量流量設定為12 g/s,制冷量達到320 W@70 K(未考慮整機穿梭損失、軸向導熱損失等熱損),為了進一步提高效率,須對回熱器結構尺寸及填料種類進行優化。
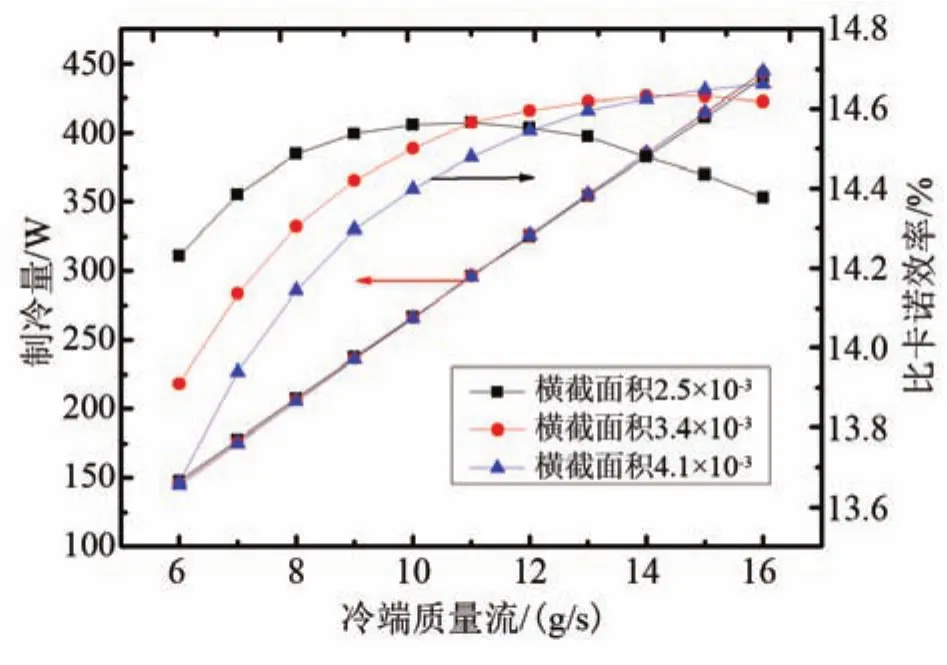
圖3 不同回熱器橫截面積下冷端質量流量的影響Fig.3 The cold end mass flow under different cross-sections vs coolingperformance
1.2 回熱器尺寸設計優化
研究了冷端質量流量為12 g/s時,不同回熱器橫截面積下制冷量和比卡諾效率隨回熱器長度的變化趨勢,結果如圖4所示。在本文計算的尺寸范圍內和運行工況下,制冷量隨回熱器長度增加而增加,回熱器長度增加到一定程度時,制冷量增長趨勢逐漸減慢。比卡諾效率隨回熱器長度增加先增加后減小,對于一定橫截面積的回熱器,存在一個使比卡諾效率最大值的最佳回熱器長度。同時,從圖4可以看出,冷端質量流量一定時,回熱器橫截面積越大,回熱器最佳長度越小,存在一個使整機效率最大的最佳回熱器尺寸(橫截面積和長度)。基于輕量化設計的考慮,選取回熱器長度為120 mm,橫截面積為2.8×10-3m2,此時,制冷量達到336 W。
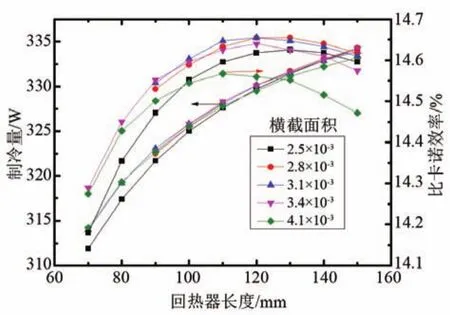
圖4 不同回熱器橫截面積下回熱器長度的影響Fig.4 The length of the refrigerator under different cross-sectional areas vs cooling performance
1.3 回熱器填料設計優化
回熱器填料種類及孔隙率對制冷機性能具有重要影響。要求理想的回熱器填料在工作溫區下的體積比熱容比流體工質的體積比熱容大得多,以保證回熱器的高效率。當制冷溫度為70 K時,鉛和銅的體積比熱容均大于氦工質的體積比熱容,因此本文采用銅絲網和鉛丸作為回熱器材料。不同目數的絲網具有不同的孔隙率。
研究了分別采用120目、150目、200目和250目絲網以及150目絲網和鉛丸復合填料作為回熱器填料(如圖5所示)時,比卡諾效率的變化趨勢,如圖6所示。從模擬計算結果可以看出,目數越大,孔隙率越小,壓降損失越大。在低頻、大質量流量及大直徑情況下,高目數絲網(250目銅絲網)不能提高制冷機性能。材料相同時,隨著絲網目數增大,孔隙率變小,工質氦流經回熱器的阻力增加,造成壓降損失增大,制冷機效率降低。相比150目絲網,低目數絲網(120目銅絲網)水力直徑較大,熱滲透能力較弱,較粗的絲徑使回熱器填料與氦氣工質之間的換熱變差,回熱損失增大,制冷機效率較低。150目絲網與鉛丸復合填料的效率低于單一150目絲網的效率,原因在于用鉛丸填充的回熱器孔隙率較小,一般在0.38左右,壓降損失較大,降低了制冷機效率。氣體自由流通面積Af/冷端質量流量mc的數值較小(0.22~0.3 m2·s/kg)時,采用150目絲網的效率高于200目絲網;而當氣體自由流通面積/冷端質量流量的數值較大時,采用200目絲網的效率高于150目絲網。根據前文計算,Af/mc數值為 0.24 m2·s/kg,因此采用150目絲網。
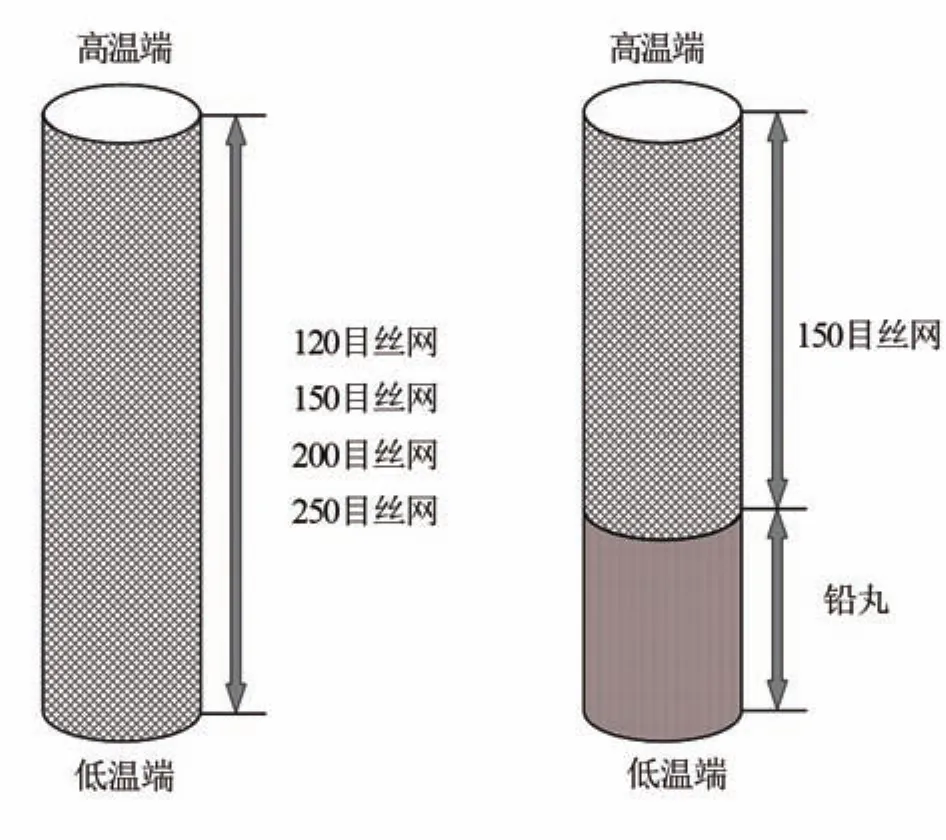
圖5 回熱器填充方式Fig.5 Filling mode of regenerator
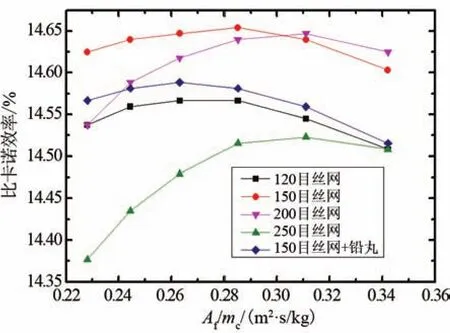
圖6 回熱器填料的影響Fig.6 The effect of regenerator packing vs relative Carnot efficiency
2 實驗研究
2.1 實驗測試系統
研制的G-M冷頭樣機如圖7所示,冷頭質量為18 kg(不包含壓縮機)。搭建了一套測試系統對樣機的制冷性能進行實驗測試。壓縮機型號KDC6000,氦氣流量較大,可滿足冷端質量流量12 g/s需求。通過安裝在冷端換熱器表面的溫度傳感器和加熱器來測量制冷量,用壓力傳感器監測進入回熱器的壓力波形,如圖8所示。
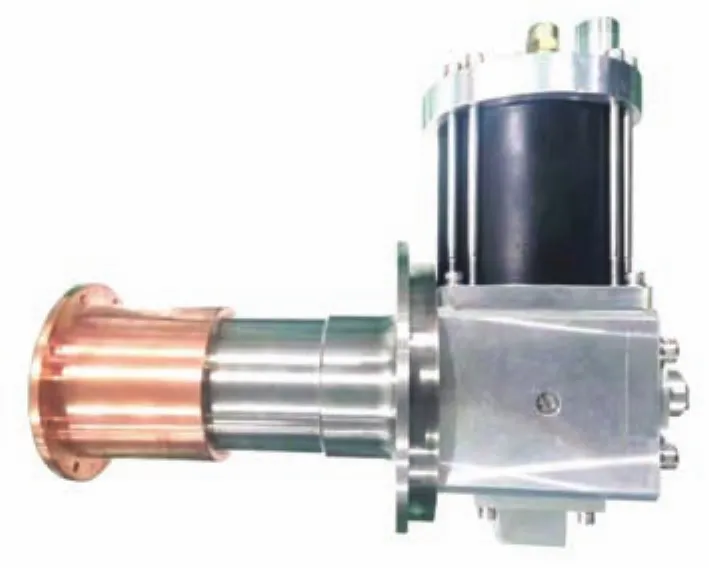
圖7 G-M冷頭樣機實物圖Fig.7 Prototype of G-M cold head
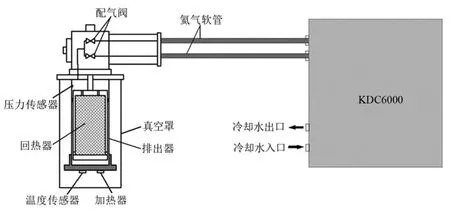
圖8 G-M冷頭樣機的制冷性能實驗測試系統Fig.8 Refrigeration performance test system of G-M cold head prototype
2.2 回熱器橫截面積對制冷性能的影響
基于理論設計計算,加工了三種不同橫截面積的回熱器以驗證模型的正確性。圖9為不同回熱器截面積對制冷性能的影響。回熱器填料采用150目磷青銅絲網,回熱器與排出器同軸布置,排出器采用低熱導率的夾布膠木制作,外徑不變。實驗條件為熱端溫度293 K,充氣壓力為1.6 MPa,穩定狀態下功耗為6 927 W,回熱器橫截面積為2.8×10-3m2,制冷量達到243 W@70 K。通過觀察模擬曲線與實驗曲線發現,隨著回熱器橫截面積從2.5×10-3m2增加到4.1×10-3m2,制冷量模擬值與測試值均先增加然后減小,在2.8×10-3m2左右最大,趨勢是一致的。在上述條件下制冷量模擬值為336 W@70 K,與實際制冷量相差93 W,存在差異的原因主要是制冷機實際運行過程中產生的穿梭損失、泵氣損失以及導熱損失在數值模擬中未作考慮。

圖9 不同回熱器橫截面積對制冷性能的影響Fig.9 Influence of cross-sectional area of regenerator on cooling capacity
2.3 回熱器填料對制冷性能的影響
低溫端填充鉛丸,高溫端填充磷青銅絲網時,最低溫度達到19 K,制冷機在30 K和70 K制冷溫度下分別獲得了62 W和219 W的制冷量,如圖10所示。采用單一磷青銅絲網作為回熱填料時,最低溫度為23.5 K,制冷機在30 K時的制冷量為57 W,在70 K時的制冷量為243 W。由此可知,制冷機采用鉛丸和磷青銅絲網復合回熱填料能達到更低的制冷溫度,但是當制冷溫度超過30 K時,制冷效率開始下降。對于70 K溫區,采用單一磷青銅絲網,制冷效果更佳。
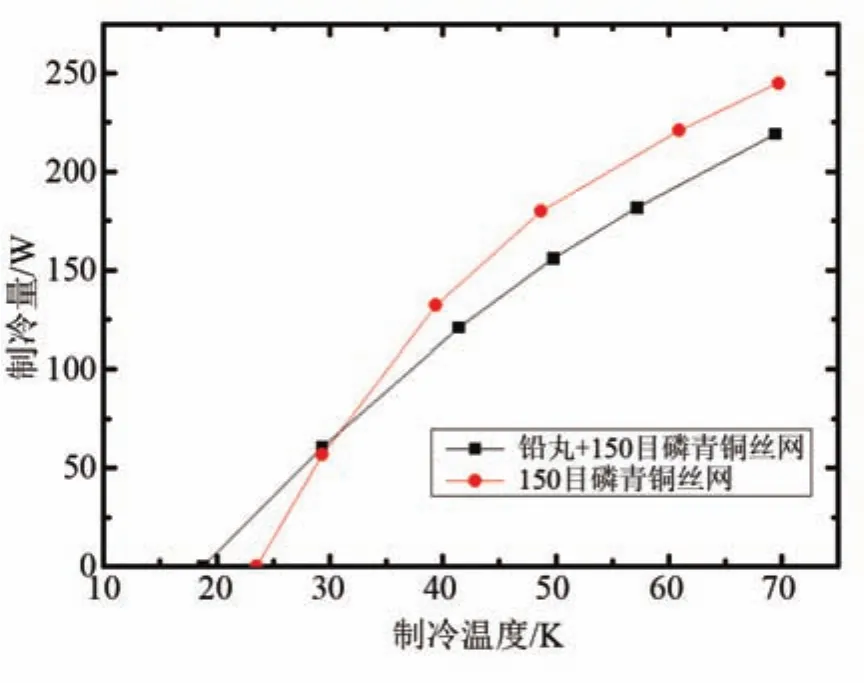
圖10 回熱器填料對制冷性能的影響Fig.10 Influence of regenerator packing on cooling capacity
2.4 回熱器進口壓力波形
在回熱器數值模擬過程中,將其內部壓力波動假設為正弦波形處理。為了得到實際運行過程中的壓力波形,并與模型進行對比,在回熱器進口布置壓力傳感器,實時測量壓力,結果如圖11所示。回熱器熱端(進口)壓力呈現類似矩形的趨勢,與正弦波有較大差別。比卡諾效率受制冷機溫度、壓力和流量波動的影響。在實際運行過程中,由于閥門旋轉導致周期性的進、排氣,制冷機內部的壓力波動不遵循正弦變化,制冷機實際示功圖與理論示功圖存在差異,這可能是導致實驗測得的制冷量與模擬值不同的一個重要因素。
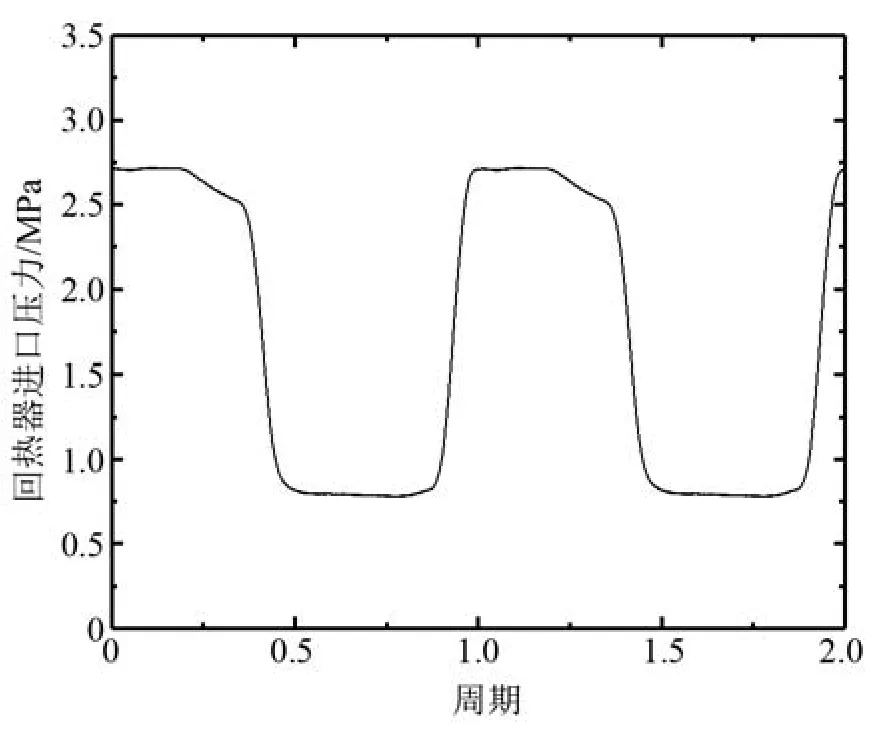
圖11 回熱器進口壓力波形Fig.11 Regenerator inlet pressure waveform
2.5 冷頭運行方向對制冷性能的影響
圖12為本文所設計冷頭的典型降溫曲線。冷頭溫度在20 min內降至25 K,平均降溫速率達到13.7 K/min,28 min降至最低溫23.5 K。相比同類型的G-M制冷機,具有降溫速度快的優點。
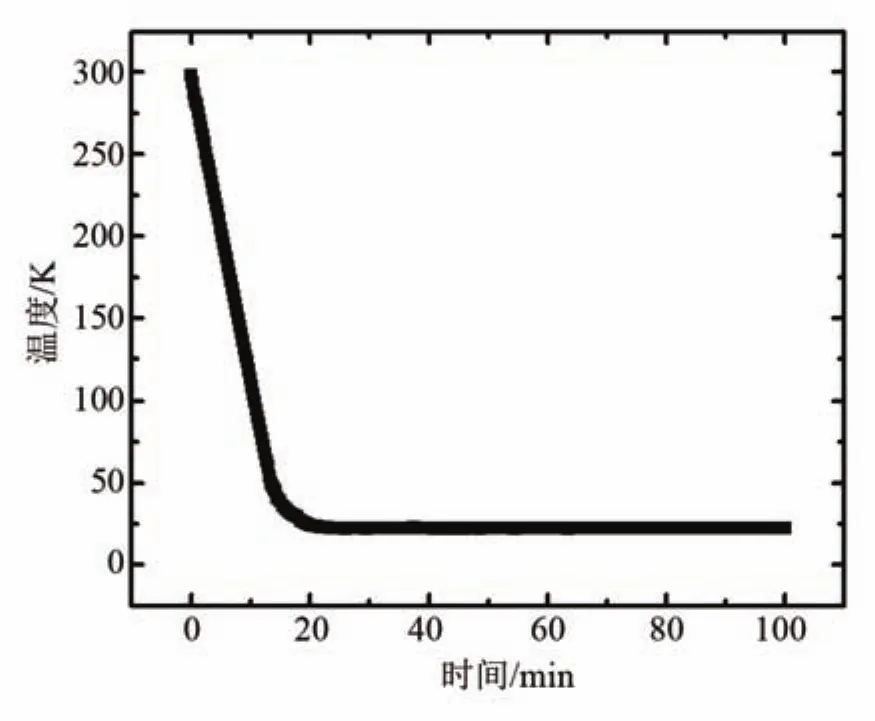
圖12 冷頭降溫曲線Fig.12 Cold-down characteristics of cold head
圖13為冷頭運行方向對制冷性能的影響。0°表示冷頭豎直向下正常運行,90°時冷頭水平運行,180°時倒立運行。
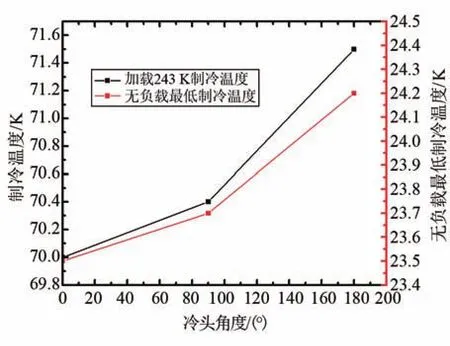
圖13 冷頭運行方向對制冷性能的影響Fig.13 Influence of the running direction of the cold head on refrigeration performance
從圖13可以看出,隨著角度增大,制冷性能逐漸變差,倒立運行時無負載最低溫度上升0.7 K,243 W時制冷溫度上升1.5 K。造成這種現象的原因是由于制冷機倒立運行過程中,熱端處于下側,冷端處于上側,回熱器與氣缸間隙中熱端的氦氣向上運動,冷端的氦氣向下運動,增強了間隙中的換熱,導致損失增加,制冷性能下降。
3 結論
(1)制冷機存在使整機效率最高的冷端質量流量及回熱器尺寸(橫截面積和長度)。對于250 W大冷量制冷機,采用150目磷青銅絲網作為蓄冷填料的比卡諾效率最高。
(2)實際運行過程中回熱器進口壓力波形類似矩形,與模擬計算的正弦波形差別較大。
(3)倒立運行會導致性能衰減,最低制冷溫度上升0.7 K,250 W時制冷溫度上升1.5 K。
(4)樣機實測最低制冷溫度23.5 K,制冷量243 W@70 K,與模擬值336 W@70 K相差93 W。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
商周刊(2017年9期)2017-08-22 02:57:49
汽車觀察(2016年3期)2016-02-28 13:16:26
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
