熱處理對(duì)激光增材制造TC4合金耐蝕性及室溫壓縮蠕變性能的影響
2021-12-03 01:16:12袁經(jīng)緯李卓湯海波程序
航空學(xué)報(bào) 2021年10期
關(guān)鍵詞:工藝
袁經(jīng)緯,李卓,2,4,湯海波,2,3,4,*,程序,2,4
1. 北京航空航天大學(xué) 大型金屬構(gòu)件增材制造國(guó)家工程實(shí)驗(yàn)室,北京 100083 2. 北京航空航天大學(xué) 前沿科學(xué)技術(shù)創(chuàng)新研究院,北京 100083 3. 北京煜鼎增材制造研究院有限公司,北京 100096 4. 北京航空航天大學(xué) 寧波創(chuàng)新研究院,寧波 315800
鈦合金因其具有優(yōu)異的力學(xué)性能,如較高的比強(qiáng)度和結(jié)構(gòu)有效性、優(yōu)良的抗沖擊性能等特點(diǎn)被大量使用于制造結(jié)構(gòu)復(fù)雜、服役條件惡劣的高端航空裝備,如機(jī)身、葉片、液壓管道等[1-3]。傳統(tǒng)鑄鍛工藝在制備結(jié)構(gòu)復(fù)雜的大型鈦合金構(gòu)件時(shí)存在工序復(fù)雜、材料利用率低等問(wèn)題,提高了其制造過(guò)程中的時(shí)間與資源成本,制約了鈦合金在航空領(lǐng)域的廣泛使用。增材制造由于其“逐層堆積”的技術(shù)特點(diǎn),能夠快速近凈成形結(jié)構(gòu)復(fù)雜的大型部件,具有材料使用率高、工藝柔性大、工序簡(jiǎn)單工期短、成本較低等特點(diǎn),在鈦合金航空裝備制造領(lǐng)域已經(jīng)得到了大量研究與應(yīng)用[4-6]。
近年來(lái),隨著海洋領(lǐng)域的研究開(kāi)發(fā)投入的激增,高端航空裝備在海洋領(lǐng)域的使用量逐漸增多[7-8]。不同于傳統(tǒng)航空領(lǐng)域幾乎不考慮材料腐蝕問(wèn)題的情況,海洋大氣環(huán)境存在較高的水分與鹽分,材料腐蝕是導(dǎo)致裝備失效的重要原因[9]。同時(shí),部分航空主承力件服役于長(zhǎng)期受到較大應(yīng)力壓縮的工況下。針對(duì)服役于低溫、高應(yīng)力條件下的傳統(tǒng)鑄鍛鈦合金裝備的研究表明,鈦合金在此環(huán)境中可能產(chǎn)生蠕變行為,導(dǎo)致材料失效[10-11]。
不同于傳統(tǒng)工藝制備鈦合金的等軸β晶粒與晶內(nèi)雙態(tài)、片層組織,激光增材制造由于其凝固過(guò)程中凝固速度快、溫度梯度大、存在循環(huán)熱影響等特點(diǎn),其組織與傳統(tǒng)工藝制備的差異較大[12-13]。特別是激光增材制造α及α+β雙相鈦合金往往具有外延生長(zhǎng)的粗大原始β柱狀晶以及晶內(nèi)細(xì)網(wǎng)籃組織。因此相比于傳統(tǒng)鑄鍛工藝制備的鈦合金增材制造鈦合金表現(xiàn)出強(qiáng)度更高、塑韌性略低、耐蝕性更好的特點(diǎn)。
為了得到激光增材制造鈦合金良好的性能匹配以滿(mǎn)足實(shí)際應(yīng)用,需要進(jìn)行熱處理來(lái)對(duì)成形后合金進(jìn)行調(diào)質(zhì)。針對(duì)激光增材制造鈦合金熱處理的研究已開(kāi)展不少[14-16],研究發(fā)現(xiàn)增材制造TC4鈦合金在經(jīng)過(guò)雙重退火或者固溶時(shí)效后微觀組織仍然為外延生長(zhǎng)的粗大原始β晶及晶內(nèi)網(wǎng)籃組織,并且得到了強(qiáng)度與塑韌性的匹配。然而目前針對(duì)激光增材制造鈦合金熱處理制度與壓縮蠕變性能之間關(guān)系的研究報(bào)道較少,熱處理制度對(duì)增材制造鈦合金壓縮蠕變性能的影響機(jī)理也尚不明確。
因此,針對(duì)激光增材制造TC4合金,首先研究激光增材制造以及后續(xù)熱處理制度對(duì)TC4合金耐蝕性能的影響,其次分析了不同熱處理制度工藝下合金的室溫壓縮蠕變性能,最后結(jié)合已有的有關(guān)傳統(tǒng)工藝制備TC4的研究,對(duì)比性能差異,并修正蠕變第Ⅰ階段本構(gòu)方程參數(shù)。
1 實(shí)驗(yàn)材料及方法
實(shí)驗(yàn)研究對(duì)象為激光增材制造TC4鈦合金,試樣原始狀態(tài)為沉積態(tài)。對(duì)沉積態(tài)試樣進(jìn)行了工藝為920 ℃,135 MPa/3 h,隨爐冷至300 ℃以下,出爐空冷熱等靜壓(Heat Isostatic Pressing, HIP)后采取兩種不同的熱處理(Heat Treatment, HT)制度,工藝制度如表1所示。
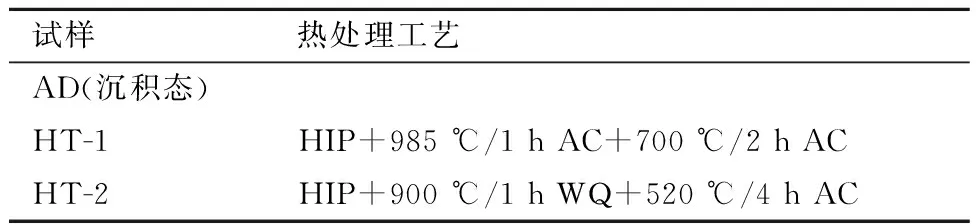
表1 激光增材制造TC4鈦合金熱處理工藝Table 1 LAMed TC4 alloy heat treatment process
對(duì)沉積態(tài)以及熱處理態(tài)TC4合金試樣進(jìn)行了電化學(xué)測(cè)試。電極試樣暴露面積為10 mm×10 mm,。使用CS350電化學(xué)工作站進(jìn)行了動(dòng)電位掃描,掃描電位起始于開(kāi)路電位以下0.2 V。
為了進(jìn)行室溫壓縮蠕變的實(shí)驗(yàn),首先對(duì)沉積態(tài)以及熱處理態(tài)的TC4合金進(jìn)行了室溫壓縮實(shí)驗(yàn)以得到各狀態(tài)下TC4合金的屈服以及抗壓強(qiáng)度,方便指導(dǎo)壓縮蠕變實(shí)驗(yàn)條件的確定。實(shí)驗(yàn)采用?8 mm ×12 mm的圓柱,測(cè)得了各狀態(tài)下的壓縮數(shù)據(jù)如表2所示。不難發(fā)現(xiàn),3種狀態(tài)下的TC4合金壓縮屈服強(qiáng)度(Rp0.2)都保持在900 MPa以上,因此將壓縮蠕變采用的應(yīng)力值選定在840 MPa。室溫壓縮蠕變采用的試樣與壓縮測(cè)試時(shí)采用的試樣相同,實(shí)驗(yàn)采用UTM5105X 100 kN 電子萬(wàn)能力學(xué)試驗(yàn)機(jī),恒定加載力為42223 N,實(shí)驗(yàn)時(shí)間500 h, 記錄樣品長(zhǎng)度隨時(shí)間的變化。
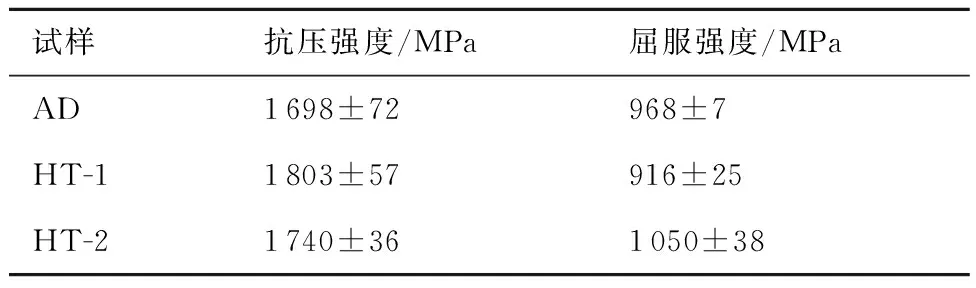
表2 激光增材制造TC4合金壓縮力學(xué)性能
壓縮前后的金相、掃描以及電化學(xué)測(cè)試使用的電極暴露面均經(jīng)過(guò)60#-2000#砂紙打磨,機(jī)械拋光采用粒度30 μm的SiO2懸濁液。金相及掃描試樣拋光后采用Kroll溶液進(jìn)行腐蝕,腐蝕約30 s后用水沖洗,吹干。使用LEICA 4000光學(xué)顯微鏡(Optical Microscope, OM)進(jìn)行組織觀察。
2 實(shí)驗(yàn)結(jié)果及討論
2.1 熱處理對(duì)激光增材制造TC4合金微觀組織的影響
沉積態(tài)及熱處理態(tài)TC4合金組織如圖1(a)~圖1(d)所示,沉積態(tài)TC4合金的微觀組織為外延生長(zhǎng)的粗大β柱狀晶,晶內(nèi)為α細(xì)網(wǎng)籃組織。可以發(fā)現(xiàn)沉積態(tài)經(jīng)過(guò)HT-1、HT-2熱處理之后,晶內(nèi)組織仍然為α網(wǎng)籃組織,但α板條的長(zhǎng)徑比與尺寸發(fā)生了明顯改變。利用圖像軟件IPP對(duì)沉積態(tài)及雙重退火態(tài)、固溶時(shí)效態(tài)TC4合金α板條長(zhǎng)徑比、尺寸進(jìn)行了統(tǒng)計(jì),統(tǒng)計(jì)結(jié)果如圖1(e)所示。可以發(fā)現(xiàn),雙重退火工藝會(huì)減小α板條的長(zhǎng)徑比及α板條尺寸,而固溶時(shí)效工藝會(huì)使得α板條的長(zhǎng)徑比增大,α板條尺寸減小。
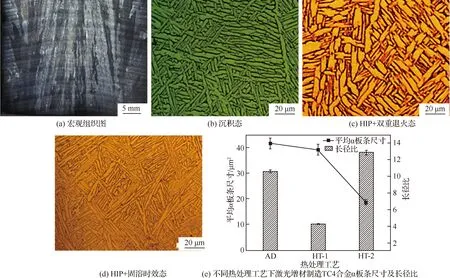
圖1 不同熱處理工藝下激光增材制造TC4合金組織Fig.1 LAMed TC4 alloy metallographic structure under different heat treatment
沉積態(tài)在雙重退火時(shí),首先在985 ℃即α+β兩相區(qū)保溫,初生α相部分發(fā)生轉(zhuǎn)變?yōu)棣孪唷T陔S后的空冷中由于冷速較慢初生α相略微長(zhǎng)大,β相轉(zhuǎn)變?yōu)榇紊料唷kS后700 ℃下保溫,由于此時(shí)溫度處于α+β兩相區(qū)底部,α相主要發(fā)生長(zhǎng)大,少量α相在此時(shí)轉(zhuǎn)變生成β相,這些β相在隨后的空冷過(guò)程中轉(zhuǎn)變?yōu)棣料唷=?jīng)過(guò)固溶時(shí)效的沉積態(tài)TC4合金被加熱至900 ℃時(shí)也到達(dá)了α+β兩相區(qū)。而在水淬過(guò)程中由于冷速較快,初生α相來(lái)不及長(zhǎng)大,合金中β相會(huì)轉(zhuǎn)變產(chǎn)生α′,然后在520 ℃保溫與空冷過(guò)程中亞穩(wěn)α′分解產(chǎn)生彌散的α+β相。因此相比于沉積態(tài)及雙重退火態(tài),固溶時(shí)效態(tài)TC4合金的α板條尺寸更小。對(duì)比HT-1與HT-2工藝可以發(fā)現(xiàn),雙重退火在第一次退火時(shí)保溫溫度在α+β兩相區(qū)頂部,而固溶時(shí)效保溫溫度處于兩相區(qū)的底部。研究表明,隨著兩相區(qū)保溫溫度的提升初生α相的粗化現(xiàn)象會(huì)逐漸明顯[17]。綜上所述,雙重退火態(tài)TC4合金α板條的長(zhǎng)徑比減小,固溶時(shí)效態(tài)TC4合金α板條的長(zhǎng)徑比增大。
2.2 熱處理對(duì)激光增材制造TC4合金電化學(xué)性能的影響
對(duì)沉積態(tài)以及熱處理態(tài)TC4合金進(jìn)行電化學(xué)測(cè)試后得到的Tafel曲線結(jié)果如圖2所示,各組自腐蝕電流密度、自腐蝕電位、腐蝕速度見(jiàn)表3。三組自腐蝕電位(Ecorr)保持在-0.59~-0.54 V之間;自腐蝕電流密度(Icorr)均在10-8A/cm2數(shù)量級(jí);腐蝕速率均保持在10-4mm/a數(shù)量級(jí)。可以發(fā)現(xiàn)沉積態(tài)TC4合金經(jīng)過(guò)HT-1、HT-2兩種制度的熱處理之后自腐蝕電流密度下降,自腐蝕電位先下降后上升,腐蝕速度下降。
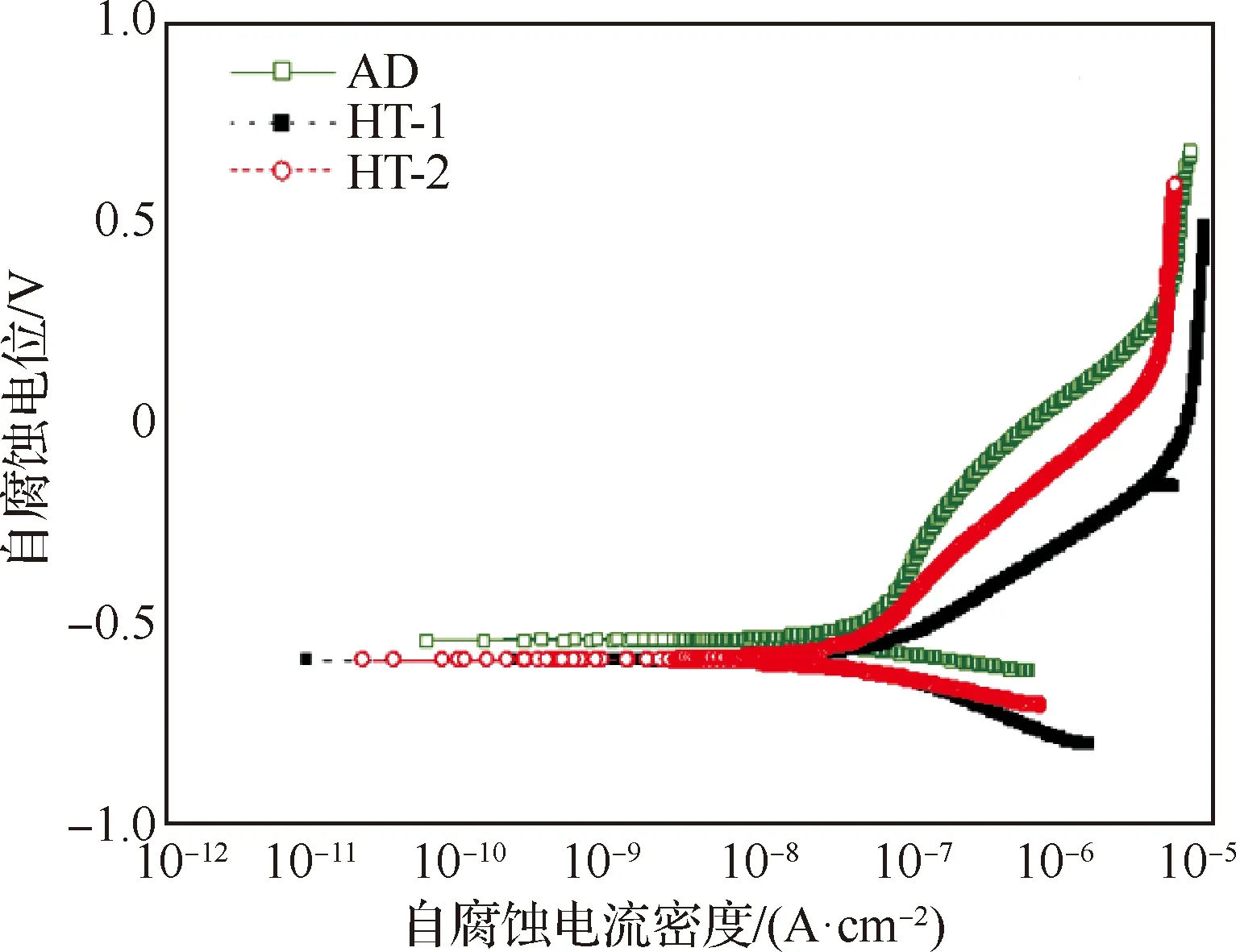
圖2 激光增材制造TC4合金沉積態(tài)及 熱處理態(tài)Tafel曲線Fig.2 Tafel curve of LAMed TC4 alloy under as-deposited and different heat treatments
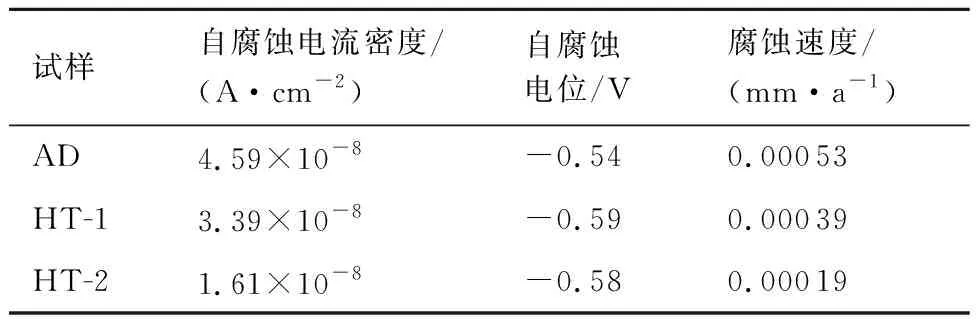
表3 激光增材制造TC4合金沉積態(tài)及熱處理態(tài)電化學(xué)性能
鈦合金在腐蝕過(guò)程中往往遵循以下的過(guò)程:由于α相的耐蝕性差于β相,因此α相會(huì)優(yōu)先腐蝕形成與氧元素結(jié)合的致密氧化物薄膜,這些氧化膜會(huì)阻礙鈦合金基體與腐蝕介質(zhì)的進(jìn)一步接觸,進(jìn)而腐蝕中止[18]。結(jié)合圖1(e)可以發(fā)現(xiàn):各狀態(tài)下TC4合金的自腐蝕電流密度的大小與其α板條尺寸有著直接的關(guān)系。隨著α板條尺寸的減小,自腐蝕電流密度減小。這是由于α板條尺寸的減小會(huì)顯著提升α/β相界的數(shù)量,腐蝕過(guò)程中致密氧化膜的形核位置主要為α/β相界面,形核位置的增多能夠有效降低自腐蝕電流的密度[17]。同時(shí)由于腐蝕優(yōu)先發(fā)生于該界面處,其數(shù)量的增多會(huì)顯著增大鈦合金發(fā)生腐蝕的傾向,因此沉積態(tài)TC4合金經(jīng)過(guò)熱處理之后自腐蝕電位下降。調(diào)研其他采用送粉式激光增材制造制備TC4合金的研究[19-20],發(fā)現(xiàn)其自腐蝕電位主要分布在-0.44~-0.49 V,自腐蝕電流密度在10-5~10-7A/cm2數(shù)量級(jí)之間。本文所得到的TC4合金自腐蝕電位略低,自腐蝕電流密度至少為1/10。這是由于本文得到的TC4合金α相尺寸較小,α相界更多,因此腐蝕速度更慢,氧化膜形核點(diǎn)更多。這意味著相比于其他研究制得的選區(qū)激光熔化TC4合金[19-20],本文所制得的激光增材制造TC4合金更適合用于海洋環(huán)境中的使用。
2.3 熱處理對(duì)激光增材制造TC4合金室溫壓縮蠕變性能的影響

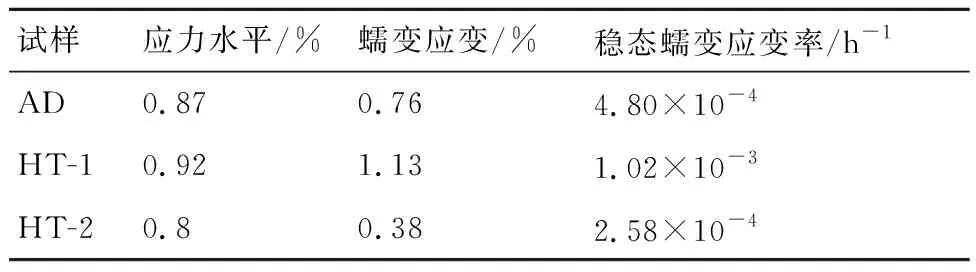
表4 激光增材制造TC4合金沉積態(tài)及熱處理態(tài)壓縮蠕變特性
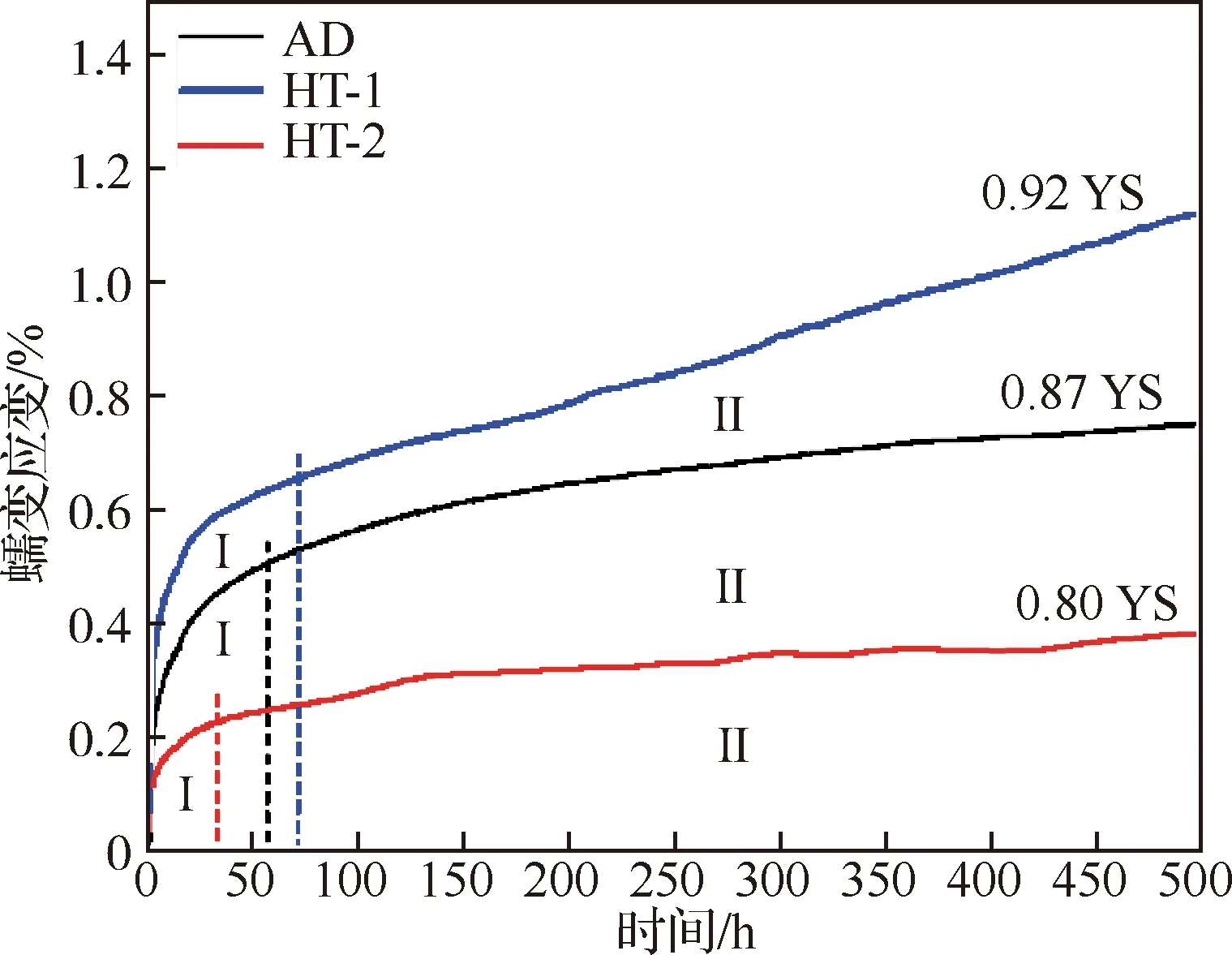
圖3 激光增材制造TC4合金沉積態(tài)及熱處理態(tài)壓縮蠕變曲線Fig.3 Compression creep curve of as-deposited and heat-treated LAMed TC4 alloy
不難發(fā)現(xiàn),激光增材制造鈦合金的室溫壓縮蠕變情況受到應(yīng)力水平的直接影響。應(yīng)力水平越高,位錯(cuò)越容易開(kāi)動(dòng),新的滑移系也更易開(kāi)動(dòng),蠕變第Ⅰ階段的時(shí)間越短;塞積位錯(cuò)的數(shù)量也會(huì)越多,動(dòng)態(tài)回復(fù)的速度也會(huì)越快,因此第Ⅱ階段的蠕變應(yīng)變率也會(huì)越大。而在恒定加載條件下,壓縮屈服強(qiáng)度越高,應(yīng)力水平越低。結(jié)合表2發(fā)現(xiàn):沉積態(tài)TC4合金經(jīng)過(guò)雙重退火后壓縮屈服強(qiáng)度降低,經(jīng)過(guò)固溶時(shí)效處理后壓縮屈服強(qiáng)度增高。這是由于經(jīng)過(guò)雙重退火后,α板條尺寸略微減小,α板條長(zhǎng)徑比顯著減小,α相的協(xié)調(diào)變形能力提高,強(qiáng)度降低。而固溶處理不僅減小了α板條的尺寸,還提高了其長(zhǎng)徑比,顯著提高了TC4合金的抗壓強(qiáng)度。
對(duì)于壓縮蠕變第Ⅰ階段的過(guò)程目前已經(jīng)有了相關(guān)研究,王雷等[21]認(rèn)為壓縮蠕變的減速階段可以分別使用本構(gòu)方程來(lái)描述其過(guò)程。其曲線基本滿(mǎn)足冪律變化:
ε=αtβ
(1)
作為擬合方程,其中t為時(shí)間。并且得到了α、β與應(yīng)力水平xYS之間的關(guān)系。顯而易見(jiàn)的,這項(xiàng)研究得出的部分常數(shù)(擬合方程中的α、β)并不適用于激光增材制造TC4合金,因此本文根據(jù)激光增材制造TC4合金壓縮蠕變曲線利用origin軟件對(duì)該研究的方程中的部分參數(shù)提出修正,得到的蠕變第Ⅰ階段擬合方程的參數(shù)見(jiàn)表5。圖4 (a)~圖4(c)展示了該參數(shù)得到的擬合曲線,擬合度均在0.99以上,吻合度較高。為了驗(yàn)證擬合曲線可靠性,使用沉積態(tài)試樣進(jìn)行了短時(shí)(20 h)驗(yàn)證實(shí)驗(yàn),蠕變及擬合曲線與500 h得到的擬合曲線對(duì)比如圖4(d)所示,可以發(fā)現(xiàn),驗(yàn)證實(shí)驗(yàn)得到的α、β參數(shù)與之前實(shí)驗(yàn)得到的參數(shù)基本一致,擬合度也保持在0.99以上,驗(yàn)證實(shí)驗(yàn)與圖4(b)中的擬合方程基本吻合。
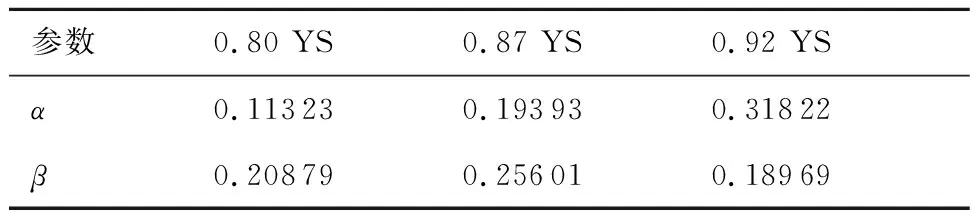
表5 激光增材制造TC4合金蠕變第Ⅰ階段 蠕變方程參數(shù)
圖4 不同熱處理制度下激光增材制造TC4合金蠕變第Ⅰ階段擬合方程曲線Fig.4 Fitting equation curve of deceleration creep stage of LAMed TC4 alloy under different heat treatments
與該研究所得到的同應(yīng)力水平(0.8 YS)下TC4合金相比,激光增材制造TC4合金進(jìn)入蠕變第Ⅱ階段所需的時(shí)間更短。這可能由于激光增材制造工藝的冷卻速度較快,更容易形成均一組織,施加外應(yīng)力時(shí)從位錯(cuò)開(kāi)動(dòng)至位錯(cuò)堆積于晶界所需要的時(shí)間更短。此外,沉積態(tài)以及雙重退火態(tài)的蠕變性能略差于鑄鍛工藝所得的雙態(tài)以及網(wǎng)籃組織TC4合金,而經(jīng)過(guò)固溶時(shí)效后TC4合金的抗蠕變性能大幅提高,優(yōu)于鑄鍛工藝得到的雙態(tài)組織(蠕變應(yīng)變0.48%),與其網(wǎng)籃組織基本一致(蠕變應(yīng)變0.373%)。這是由于沉積態(tài)在經(jīng)過(guò)固溶時(shí)效后,抗壓縮蠕變性能較好的網(wǎng)籃組織未變。其α+β相更為彌散,相界面更多。對(duì)位錯(cuò)的阻礙作用更強(qiáng),需要施加更大的應(yīng)力才能夠開(kāi)動(dòng)位錯(cuò),因此抗蠕變性能較好。
目前對(duì)于鈦合金室溫壓縮蠕變的機(jī)理研究尚不明確,當(dāng)前較為公認(rèn)的理論是Alden[22]提出的可動(dòng)位錯(cuò)理論。該理論認(rèn)為,室溫壓縮蠕變主要受位錯(cuò)滑移控制。該理論將位錯(cuò)分為可動(dòng)位錯(cuò)與不可動(dòng)位錯(cuò),材料在受到應(yīng)力時(shí)會(huì)有大量可動(dòng)位錯(cuò)增殖,這些可動(dòng)位錯(cuò)在應(yīng)力作用下滑移一段距離后會(huì)被平行位錯(cuò)、相界等因素阻礙停滯。并互相交織形成網(wǎng)絡(luò)狀不可動(dòng)位錯(cuò),這些不可動(dòng)位錯(cuò)會(huì)阻礙著其他的可動(dòng)位錯(cuò)滑移。隨著時(shí)間的增長(zhǎng),所有的可動(dòng)位錯(cuò)均被位錯(cuò)網(wǎng)捕獲,宏觀上的蠕變就會(huì)變慢,在蠕變曲線上表現(xiàn)為蠕變第Ⅰ階段。然而塞積位錯(cuò)逐漸增多,塞積群中位錯(cuò)發(fā)生攀移的數(shù)量增多,又會(huì)形成動(dòng)態(tài)回復(fù)。當(dāng)動(dòng)態(tài)回復(fù)過(guò)程與位錯(cuò)塞積過(guò)程達(dá)到動(dòng)態(tài)平衡時(shí),宏觀上蠕變曲線進(jìn)入第Ⅱ階段。
3 結(jié) 論
1) 熱處理對(duì)激光增材制造TC4合金耐蝕性影響較大,雙重退火工藝會(huì)減小α板條的長(zhǎng)徑比及尺寸,使自腐蝕電流降低26.14%;而固溶時(shí)效工藝會(huì)增加α板條的長(zhǎng)徑比并顯著減小其尺寸,自腐蝕電流降低64.92%。
2) 熱處理對(duì)激光增材制造TC4合金室溫壓縮蠕變性能影響很大。沉積態(tài)經(jīng)過(guò)固溶時(shí)效后穩(wěn)態(tài)蠕變應(yīng)變率降低了46.31%,蠕變應(yīng)變減小了50%。而經(jīng)過(guò)雙重退火后穩(wěn)態(tài)蠕變應(yīng)變率提升了111.20%,蠕變應(yīng)變提升了48.68%。因此固溶時(shí)效能夠有效提升沉積態(tài)TC4合金的抗室溫壓縮蠕變性能。
3) 與鑄鍛工藝制得的TC4合金相比,激光增材制造TC4合金進(jìn)入穩(wěn)態(tài)蠕變的時(shí)間更短。經(jīng)過(guò)固溶時(shí)效后的TC4抗室溫壓縮蠕變性能優(yōu)于(21.97%)該工藝制備的雙態(tài)組織樣品。對(duì)于修正的減速蠕變階段本構(gòu)方程,激光增材制造TC4合金對(duì)應(yīng)的α系數(shù)更大。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52