保障進廠汽車煤自動檢驗比例提升的探索
2021-12-04 11:36:08宋娜李國強
商品與質量 2021年41期
宋娜 李國強
首鋼長治鋼鐵有限公司 山西長治 046031
質量監督站原燃料作業區煤檢驗組主要承擔煉鐵用噴吹煙煤和焦化用煉焦煤的采樣、制備、表觀質量驗收等檢驗工作。日均檢驗煉焦煤、噴煤車輛300車左右,高峰期達400車以上。檢驗效率和檢驗質量直接影響煉鐵、焦化的生產組織供應保障和原料的使用質量。
1 實施背景
2020年首鋼長鋼公司新上了無人值守全自動多煤種交叉采制樣系統。這是多煤種無污染快速自動檢驗新模式;也是自動化、智能化在長鋼原燃料檢驗的首次運用。但是如何保障進廠煤自動檢驗比例提升,設備高效運行又成了新的難點。
為了保障新模式下的采樣效率得到最大發揮;新設備的高效穩順運行;人員素質得到大幅度提升;復合型人才的轉型培養;質量管控大幅度提升。在工序銜接、人員模式配置、前期管控模式的建立、設備保障等方面進行綜合性的研究探索,使在新模式下全要素生產率得到顯著提升。
2 保障進廠汽車煤自動檢驗比例的難點分析
(1)隨著精密化、自動化設備的引進上線,自動系統設備故障本身有突發性、隨機性、復雜性的特點,設備維護保養工作較以前的單一采制樣設備維修管理難度也隨之加大。
(2)如何使人才素質和對異常情況處置能力都能得到全面提升;從單純的質量檢驗工如何轉變為“操檢合一”新型檢驗工,保障操作與設備運行的高效配合,提升自動檢驗比例。
(3)由于是新模式各項管控措施還不完善、工序銜接還處在摸索階段,各作業環節的流程、標準和重點作業時間都還有很大提升空間。
3 實施過程
3.1 重點作業流程化
新的采樣模式剛上線運行,大部分的操作和系統運行還處在磨合階段,因此由于人員作業不到位造成的系統故障或者無法滿足檢驗要求的情況還是較頻繁。為了杜絕此類問題,通過實際運行情況,不斷調整優化對以下重點環節進行了流程化。
(1)抽檢作業:為了防止抽檢作業對計質量系統內的組批信息造成錯誤,制定抽檢操作流程為:大車必須掃描(禁止按急停)—掃描完成后等待出現采樣點位—點位出現后按“采樣結束”按鈕—等待采樣點位消失—按“回到原點”按鈕。
(2)打包作業:為了防止樣品打包過程中造成污染,有效的監控打包時的樣量和運行情況,制定打包監控流程為:同一煤種采第10車時與現場人員聯系—現場確認綜合樣收集通號—觀察底開器旋轉情況—確認底開器上方是否溢料—確認底開器開門后的料量情況—觀察可逆皮帶的運行情況—觀察打包機上方流管是否堵料—觀察綜合樣的打包情況。
(3)打包膜更換作業:為了提高更換時間,和減少浪費,制定更換作業流程為:舊膜脫離—新膜安裝—舊膜與新膜連接—兩邊對齊、重疊5公分—雙頭分別用膠帶錯位粘連—手動制樣打出連接。
(4)對車輛排隊的合理調配和管理手段最大化,提高雙通道的使用效率,從而提高進廠檢驗效率。通過對每日采購信息、進廠煤種與車數的統計分析,發現每日進廠固定且數量較多的為貧瘦煤和噴煤每日進廠都在60車以上,且都集中在白天。為優化物流、將雙通道檢驗高效利用,提高整體檢驗效率。
(5)日常加大全自動系統的灰分快速檢測系統(快灰)進行監督比對工作,提高快灰檢測的準確性和指導性,提高原燃料進廠的預支把控能力。通過每月快灰與抽查進行數據比對,重新校對偏差均<1%,且數據比對性較強,與抽查數據的正負偏差呈線性變化。
(6)為了更加全面及時的掌握設備和系統的運行情況,從設備、程序等多方面更加細化了交接班的工作流程,并進行可視化上墻。
3.2 持續推進設備保障與改造優化
(1)對新上的自動采樣設備故障信息進行整合、記錄,針對性的制定了點檢計劃和檢修計劃,強化點檢、合理定修效果。
加強點檢:根據設備點檢表,按標準點檢,對點檢過程中發現的問題及時上報處理。如:破碎機異響,及時對破碎機內部檢查,發現支架固定螺絲丟失,及時修復緊固;西側提升裝置異響,及時更換瓦架軸承;西側計步輪脫軌及時修復,并安裝定位螺絲;配電柜位置較振動源破碎機較近,長時間震動造成線路接線松動,進而造成過流燒毀端子一方面日常增加緊固頻次,另外為便于點檢,在線路的端子接線處外部包裹熱縮管,當電流過大發熱時,熱縮管縮回,解決了點檢困難部位。
合理定修:提前與相關部門溝通,在檢驗間隙開展合理定修,如在來車較少時,對可逆皮帶進行更換;對東西兩側的大車螺旋減速器補充齒輪油;對采樣系統齒條軸連接螺絲進行檢查緊固;對轉動軸承加注黃油潤滑。
(2)制定交接班設備巡檢路線圖,重點設備的接班檢查標準;針對日常檢查中崗位職工反映有到期備份樣未能及時排出情況引起儲料系統非正常運行導致設備故障,班組建立自動排樣記錄,并根據排樣時間對采樣車輛進行管控每班對收集備查樣時間進行確認、現場監督排料情況,減少由于排樣與采樣時間沖突造成的設備故障。如表1:
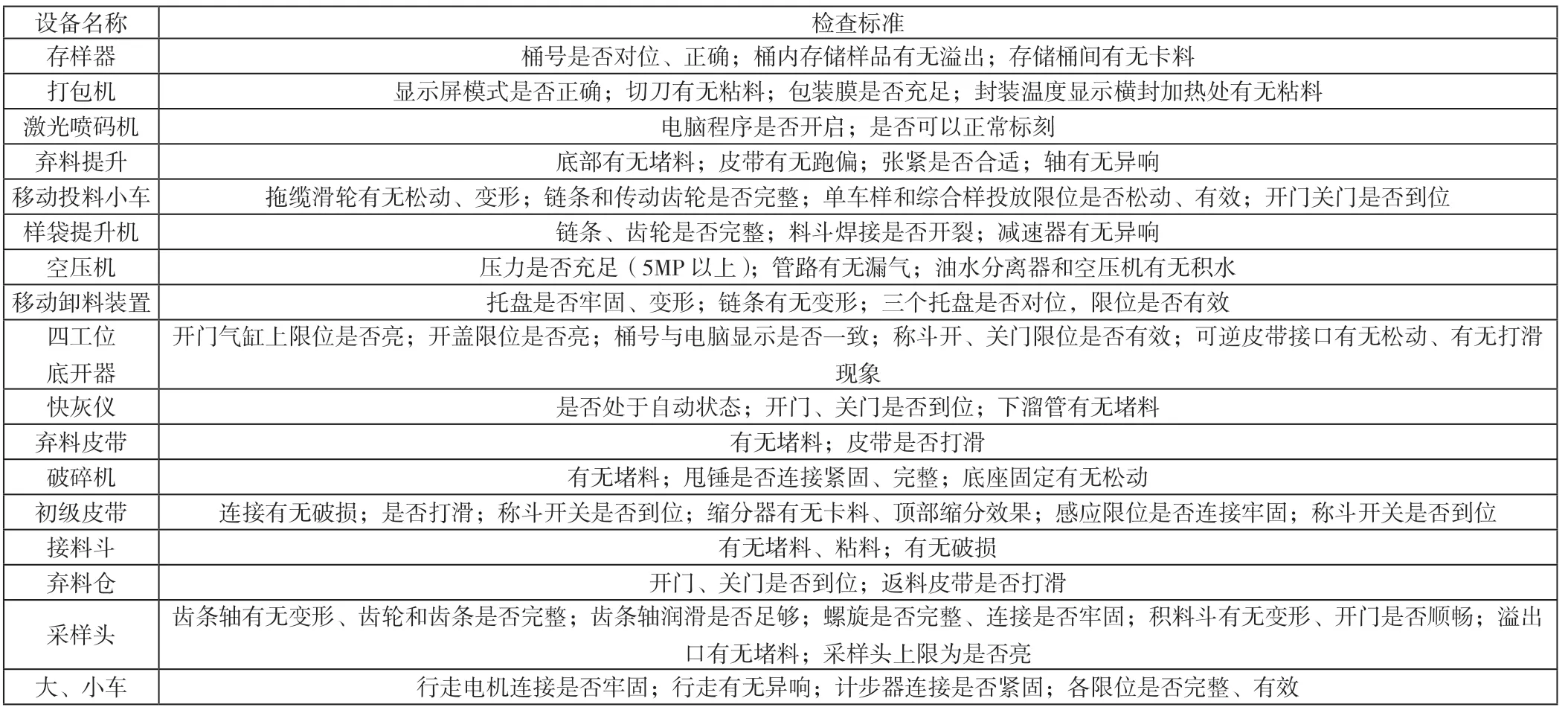
表1 重點設備檢查標準
焦煤全自動采樣機設備巡檢路線
設備間1層:樣品存儲器—打包機激光噴碼機—棄料提升
設備間2層:樣品存儲器—樣袋投料小車—樣袋提升機—空壓機—移動卸料裝置—四工位底開器—快灰儀—棄料皮帶
設備間3層:采樣頭—初級皮帶—破碎機—棄料斗—接料斗—快灰電腦—主程序電腦—視頻監控
設備頂層:大車—軌道—小車—托纜—齒條軸—螺旋—鉆通
(3)為了減少由于備件造成的非計劃停機,降低設備維修時間。通過試運行階段設備的故障頻次、重要程度以及使用壽命等分析,根據“抓住重點、照顧一般”將設備備件計劃分為“A、B、C”三類進行管理。
A類:重要程度高、加工困難、訂貨周期長、關鍵備件;
B類:重要程度高、訂貨周期短、方便購買;
C類:重要程度較高、故障率低、使用壽命長、資金占用大
制樣系統初級皮帶縮分電機共有12臺,設備使用頻繁、且需定制,訂貨周期長,因此將其定位“A類”備件。
采樣系統螺旋電機和制樣系統的破碎電機,為采樣系統和制樣系統的核心關鍵設備重要程度高,且都為高功率電機訂貨周期長,因此將其定位“A類”備件。
(4)收集崗位人員反饋的問題和提出的建議對系統進行優化。如:對操作界面進行調整并增加了系統退出的確認操作,減少誤操作;在操作頁面增加了底開器旋轉的監控程序,便于直觀的查看采樣設定桶位與實際桶位的對應情況,及時發現問題;增加清洗選擇模式,增加系統運行的可靠性;通過現場實驗和設備改造縮短了快灰的等待時間和檢驗時間;在主控操作頁面,增加語音發送功能,達到和司機簡單溝通的效果。除了可以手動編寫發送內容,還增加了“請刷卡”、“不要刷卡”、“停車、禁止動車”“放棄料”等常用的快捷發送模式,減少由于指揮不到位、溝通不及時造成的人為性的設備故障發生頻次。
(5)持續對設備進行改造,全面挖掘設備的潛力,提升設備的使用效果。對接料倉和棄料倉加裝射燈,解決了白天反光監控里看不清料位操作困難的情況,保證了設備的安全運行、避免了人為操作造成的設備非計劃停機;對設備的壓縮氣供應進行改造,增設空壓氣雙供應體系,大大提高了設備運行的穩定性和可靠性;對初級皮帶設備進行改造密封,減少設備揚塵和撒料,減輕了職工的勞動強度,保障了衛生職業健康。如圖1圖2:

圖1 初級皮帶溢煤口改造前

圖2 初級皮帶溢煤口改造后
3.3 人才培養、技能提高
為使每位崗位職工都快速的掌握新系統的使用以及故障分析和處理能力,培養一支全員、全時段、全技能、全方位的綜合性人才隊伍。以交接班為突破口,交接內容更加詳細具體,新增操作要點、故障原因分析、處理方法等交接內容,讓每位職工掌握的要點和學到的新技能進行快速傳遞共享。除常規的“小講堂”和“師帶徒”外,創新了其他的技能培訓方式。邀請項目的程序設計開發人員,組織部分有相關基礎、接收能力強的職工,針對程序編寫流程和相關邏輯等薄弱環節進行了專項培訓。不但提高了職工的技能還打通了與高級人才交流的溝通渠道,使其在系統運行中發現的程序上的問題可以及時請教提高。在設備損壞需廠家維修時。積極與廠家溝通,找出根因提出維修方案,自己動手提前進行維修。不但對設備構造和工作原理更加深一步的得到認識,還積累了維修經驗提高了設備維修能力。
4 結語
目前經過前期系列工作后,今年三月以來自動檢驗比例均在99.9%以上。4月、5月進廠煤自動檢驗率均為99.94%,6月自動檢驗率99.95%。
通過快灰檢測時間縮短后,可以及時杜絕不合格煤進廠,預計每年可為公司挽回9萬元損失。改進打包膜更換流程,節省打包膜36卷/年。預計節省材料費用3.6萬元,更換操作節省工時70分鐘/次,每年預計節省工時58.33小時。料位不清操作困難改善后,杜絕由于未及時放棄料憋斷提升輪軸的現象,預計可省備件費用1.5萬元;省去頻繁確認的時間,每年節省工時約182.5小時。
現在全員已經全面熟練掌握了系統的運行操作,并對于一般故障的判斷與處理都可以在半小時內完成。對進一步提升自動檢驗比例,保障采樣機高效運行奠定良好基礎。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業設計(2016年12期)2016-04-16 02:52:00
汽車維修與保養(2015年6期)2015-04-17 03:31:50
