降低ZJ17型卷接機組煙支皺紋缺陷率
2021-12-04 11:36:14申飛邱定軍譚貝謝云福劉子敬
商品與質量 2021年41期
關鍵詞:系統
申飛 邱定軍 譚貝 謝云福 劉子敬
四川中煙工業有限責任公司什邡卷煙廠 四川什邡 618400
ZJ17型卷接機組是引進德國虹霓(HAUNI)公司PROTOS70技術后,由國內煙機廠制作,集機、電、氣、液、核、光于一體,具有高生產率、高可靠性的濾嘴卷煙自動生產線,設計能力為7000支/min。
ZJ17型卷接機組由YJ17型卷煙機和YJ27型濾嘴接裝機組成。其中YJ17型卷煙機又分成供料成條機和卷制成形機兩大部分[1]。YJ17型卷煙機供料成條機的功用是把送絲系統送來的煙絲松散和去除鐵、雜、簽、梗塊后制成符合煙支單位長度重量一致的煙絲條送到卷制成形機部分,卷制成形機部分把煙絲條裹上卷煙紙后上膠、封口、烘干、切割成雙倍長度煙支,再由蜘蛛手機構傳送給YJ27型接裝機的進煙鼓輪。接裝機將雙倍長度煙支一切二并分離,在兩支煙之間放入濾嘴段、包上水松紙粘合,再切成兩支符合規格長度的濾嘴煙支,由調頭鼓輪把雙排濾嘴煙支并成濾嘴方向一致的單排濾嘴煙支,經檢測鼓輪檢測后,剔除不合格煙支,最后將成品濾嘴煙支輸出接裝機,傳送給裝盤機,完成了濾嘴煙支生產的卷接工藝。
ZJ17型卷接機組速度高,整體布局緊湊合理,維修方便,造型美觀,自控功能齊全,噪聲較低,而且配有完善的在線檢測系統,能有效地控制煙支重量,剔除不合格煙支。機組還配有微機、顯示器及鍵盤等設備,可方便地進行人機對話和顯示、貯存瞬時的和累計的生產、管理依據。
1 存在的問題
煙草行業市場競爭的日益加劇和顧客對產品要求的不斷提升,要求必須持續改善卷煙產品質量,追求產品質量零缺陷。皺紋是卷制與包裝質量中的C類質量缺陷,也是最常見的卷煙質量缺陷之一,在日常質量檢測中是外觀部分的主要扣分項[2]。為此,對卷煙皺紋問題進行調查研究,以進一步確定煙支皺紋產生的原因,并實施改進,從而減少皺紋煙支數量,達到提升產品形象的目的,增加企業的質量效益。本文將主要針對ZJ17型卷接機組進行論述,以解決該機型煙支皺紋缺陷率較高的問題。
通過近期成品檢測數據來看,ZJ17型卷接機組煙支皺紋缺陷率相對較高,統計了三個月16組設備煙支皺紋缺陷率情況,見下表。

表1 煙支皺紋缺陷率統計表
由上表可知,9組ZJ17卷接機組3-5月平均煙支皺紋缺陷率為0.203%,高于其他三種機型,存在較大質量隱患。
2 原因分析
從煙支生產過程來看,YJ17型卷煙機和YJ27型濾嘴接裝機都可能產生煙支皺紋。按照生產流程,對設備逐一進行分析。
2.1 YJ17型供料成條機產生煙支皺紋的原因
YJ17型供料成條機速度高,煙條速度可達490m/min,具有完善的風力系統和氣功系統,采用二級梗絲分離,而且配有完善的檢測系統,能有效地控制煙支重量。本機由傳動系統、供料系統、梗絲分離系統、吸絲成形系統、煙支重量控制系統、回絲系統、液壓系統、風力系統等組成。
傳動系統是機器的主要動力與運動傳遞系統。供料系統是為機器提供原料煙絲,并將其松散均勻、去除鐵質雜物后輸送至梗絲分離系統。梗絲分離系統將供料系統提供的煙絲進行梗、絲分離后,將均勻的煙絲送至吸絲成形系統的吸絲道,分離后的煙梗、雜物送至二次分選裝置進行二次分離。吸絲成形系統將梗絲分離系統提供的均勻、無雜、無梗的煙絲吸附于吸絲帶上形成均勻的煙絲束,經平準器修削后形成重量均勻并帶有緊密端的煙絲條,輸送至YJ17型卷煙機卷制成形機的煙槍進行卷制。煙支重量控制系統對吸絲成形系統形成的煙絲束進行修削,完成煙支的重量控制。回絲系統將平準器劈下的多余煙絲輸送至回絲貯料區。液壓系統完成供料部件的液壓驅動任務,由液壓裝置組成。風力系統為機器提供足夠的負壓和正壓,完成風力吸絲、梗絲分離、風力除塵的任務。
如果供料成條機安裝位置過低,則會將卷煙紙壓得過緊,產生皺紋,皺紋沿煙條方向,呈直線型。但是根據煙支實際情況,皺紋沿煙支圓周方向,呈環形,因此排除了供料成條機。
2.2 YJ17型卷制成型機產生煙支皺紋的原因
YJ17型卷煙機卷制成形機的功用是把供料成條機輸送過來的符合工藝要求的煙絲條,用印刷好商標的卷煙紙包裹后,經過上膠、封口、烘干、切割成雙倍長度煙支后,再由蜘蛛手機構傳遞給YJ27型接裝機。本機由傳動系統、供紙印刷系統、卷制成形系統、煙支切割系統、煙支輸送系統、風力系統、氣動控制系統等組成。
傳動系統是機器的主要動力與運動傳遞系統。供紙印刷系統提供印有商標的卷煙紙。卷制成形系統完成對煙絲條的卷制成條,提供合格煙條。煙支切割系統將卷制成形的煙條切割成雙倍長度的煙支。煙支輸送系統將煙支切割系統切割成的雙倍長度的煙支輸送至YJ27型接裝機。風力系統為機器提供冷卻風和負壓風,完成機組電控系統的冷卻降溫任務和協助完成煙支輸送的任務。氣動系統執行機器的自動操作。
YJ17型卷制成型機的卷制成形系統、煙支切割系統、煙支輸送系統均可能產生煙支皺紋。卷制成形系統的煙舌高度調整過低,則會將卷煙紙壓得過緊,產生皺紋,皺紋沿煙條方向,呈直線型,根據煙支實際情況,皺紋沿煙支圓周方向,呈環形,因此排除。煙支切割系統的喇叭嘴和煙支輸送系統的蜘蛛手吸爪位置調整不當會使產生圓周方向的皺紋,但是從YJ27濾嘴接裝機對煙支進行取樣,并未發現煙支皺紋,因此進行排除。
2.3 YJ27型濾嘴接裝機產生煙支皺紋的原因
YJ27型濾嘴接裝機的作用是將卷煙機卷制成的雙倍長度煙支制成濾嘴卷煙。卷煙機將雙倍長度煙支傳遞到接裝機的進煙鼓輪后,被切割成等長兩支,然后分開一段距離,中間放入濾嘴段,形成“組煙”,再粘上水松紙片,搓接成雙倍長度濾嘴卷煙,再切割成兩支單長濾嘴卷煙,機械手將雙排濾嘴卷煙排成濾嘴朝向一致的單排,經檢測后,剔除不合格的,最后將成品濾嘴卷煙輸出接裝機。本機由主機架和傳動系統、煙支供給、濾嘴卷煙調頭、濾嘴卷煙檢測剔廢與出煙、潤滑系統等部分組成。
對接裝機來說,煙支、濾嘴段、水松紙是組成濾嘴卷煙的三大物料,三種物料分別按不同的路線供給,匯合后沿一條路線制成濾嘴卷煙。根據濾嘴卷煙制作過程的特點,將YJ27型接裝機整個工藝流程分為以下四個階段。一是煙支供給階段,共分4道工序,分別是接收雙倍長度煙支、軸向對中、煙支分切、煙支分離。二是濾嘴段供給階段,共分9道工序,分別是接收濾棒、取料、濾棒對正、濾棒分切、濾嘴段錯位、檢測、濾嘴段并行、濾嘴段對正、加速。三是水松紙供給階段,共分12道工序,分別是裝入紙盤、接紙、檢測、卷曲水松紙、牽引、軸向對正、上膠、抬紙、檢測、預熱、切割、分離。四是濾嘴卷煙成形階段,共分16道工序,分別是接收濾嘴段、檢測、接收煙支、煙支吹攏、并攏對正、粘貼紙片、搓接、激光打孔、最后分切、剔廢、調頭、漏氣檢測、松頭和缺濾嘴檢測、剔除、取樣、出煙。
YJ27型濾嘴接裝機產生煙支皺紋的原因主要是導軌對煙支壓縮過緊、鼓輪負壓不穩定、鼓輪交接不準確。通過檢查,機組所有導軌調整均滿足要求,鼓輪風閥無堵塞情況,煙支能正常進行交接。分段檢查煙支產生皺紋的情況,最后確定問題點為出煙輪。
2.3.1 出煙輪負壓
出煙輪上均布承煙槽,承煙槽中加工有吸風孔。機組的負壓吸風通過風閥和吸風孔作用于煙支上,將煙支吸附在出煙輪的承煙槽中進行傳遞。當煙支傳遞到下一個工位(煙支板)時,風閥將機組負壓吸風阻斷,煙支在慣性作用下繼續向前運動,此時,煙支板將煙支從出煙輪承煙槽中剝離,進行堆碼,最后向包裝機輸送[3]。
如果出煙輪負壓關閉時間過早,將使煙支在出煙輪頂部堆疊,煙支相互擠壓,造成煙支皺紋,甚至產生橫煙、亂煙,嚴重時造成煙支堵塞,致使設備停機。
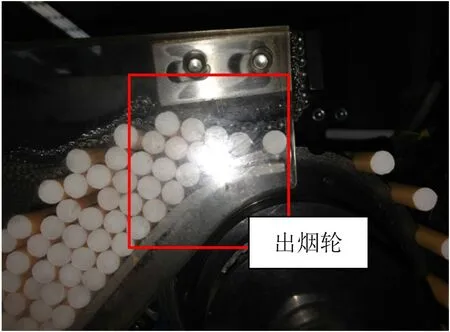
圖1 出煙輪煙支堆積示意圖
2.3.2 出煙輪承煙槽與煙支的接觸面積
出煙輪承煙槽的大小(即承煙槽圓弧半徑)決定了其與煙支的接觸面積,該參數由設計給定,但是在設備運行過程中發現,煙支板偶爾會出現不能將煙支從承煙槽中有效剝離的情況,使煙支產生皺紋

圖2 出煙輪與煙支板結構示意圖
3 解決措施
3.1 延遲風閥斷風時間
針對出煙輪負壓關閉時間過早的問題,將風閥負壓吸風區域面積增大,使煙支在越過出煙輪頂部后,與煙支板接觸時再阻斷負壓吸風(風閥增加的開口面積按出煙輪與煙支板安裝位置實際測得)。

改進前 改進后負壓風區在縱軸線上關閉 加寬負壓風區,與縱軸線呈50度夾角images/BZ_312_1342_1248_1632_1465.pngimages/BZ_312_1856_1246_2127_1474.png
改進后,煙支在出煙輪上堆碼的高度降低,減少了煙支之間的相互擠壓碰撞。
3.2 減小出煙輪承煙槽與煙支的接觸面積
由于出煙輪承煙槽圓弧半徑為設計給定尺寸,不能改動,因此采用減小出煙輪直徑的方式來間接減小承煙槽與煙支的接觸面積,以保證煙支交接順暢。
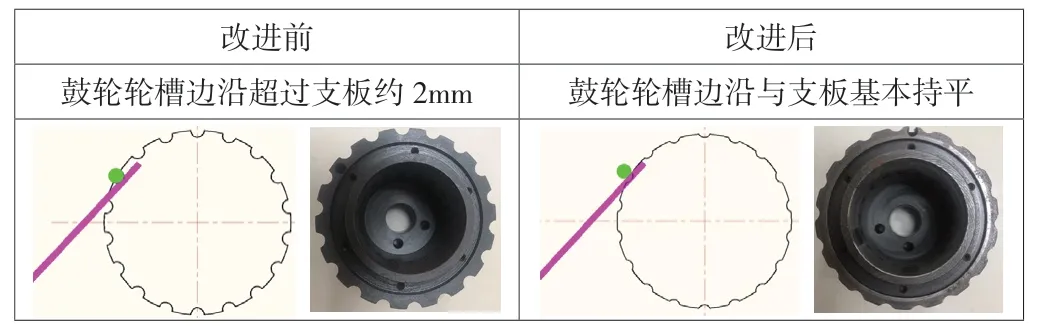
改進前 改進后鼓輪輪槽邊沿超過支板約2mm 鼓輪輪槽邊沿與支板基本持平images/BZ_312_1278_1935_1540_2125.pngimages/BZ_312_1555_1935_1746_2120.pngimages/BZ_312_1786_1936_2044_2124.pngimages/BZ_312_2059_1935_2247_2121.png
改進后,出煙輪直徑減小,益于煙支板將煙支從出煙輪承煙槽中剝離。
4 效果檢查
經過3個月運行觀察,改造后設備運行正常,無相關設備故障隱患發生。ZJ17型卷接機組煙支皺紋缺陷率從0.203%下降到了0.134%。
5 結語
隨著市場的發展,卷煙工業企業對煙機技術的要求越來越高。某些煙廠提出進口PROTOS70、國產ZJ17卷接機組生產出來的煙支外觀普遍存在布帶皺紋較重的問題以及在高速生產時存在煙支空縮頭現象。因此,我們對提高ZJ17卷接機組煙支質量進行了一些改進設計,現已逐步推廣。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
