1000MW火力發電機組鍋爐爐后大煙道吊裝方案分析
2021-12-04 19:24:46李浩
機電信息 2021年27期
關鍵詞:施工

摘要:列舉和分析了廣東臺山6#、7#兩臺在建1 000 MW火力發電機組已完成的爐后大煙道施工中所使用的主要吊裝方案,對方案中機械設備的應用做了詳細的分解,體現了該種吊裝方案的優勢。
關鍵詞:1 000 MW火電機組;吊裝方案;優勢
0 引言
在工程施工中使用吊裝機械的費用在成本預算中占有非常大的比例,采用何種吊裝方案直接關系到機械設備的數量、能力大小和使用時間,也直接影響施工成本。故對已竣工工程所采用的吊裝方案進行分析、比較,得出以下結論:經濟、合理的施工方案是實現成本節約的一種理想途徑。
1 6#機組爐后煙道吊裝方案分析
1.1? ? 建設地點和規模
廣東國華臺山電廠位于廣東省南部沿海江門市臺山市銅鼓村,一期工程為5×600 MW亞臨界燃煤機組,已經投產。二期擴建工程為2×1 000 MW超超臨界燃煤機組,同步建設脫硫及脫硝設施,并留有擴建場地。其中,6#機組由廣東火電公司承建。6#機組爐后煙道包括爐膛出口轉彎煙道、轉角煙道、脫硝煙道、空氣預熱器上部煙道、空氣預熱器上部轉彎煙道以及空氣預熱器出口煙道,后煙道設備總重約1 200 t。
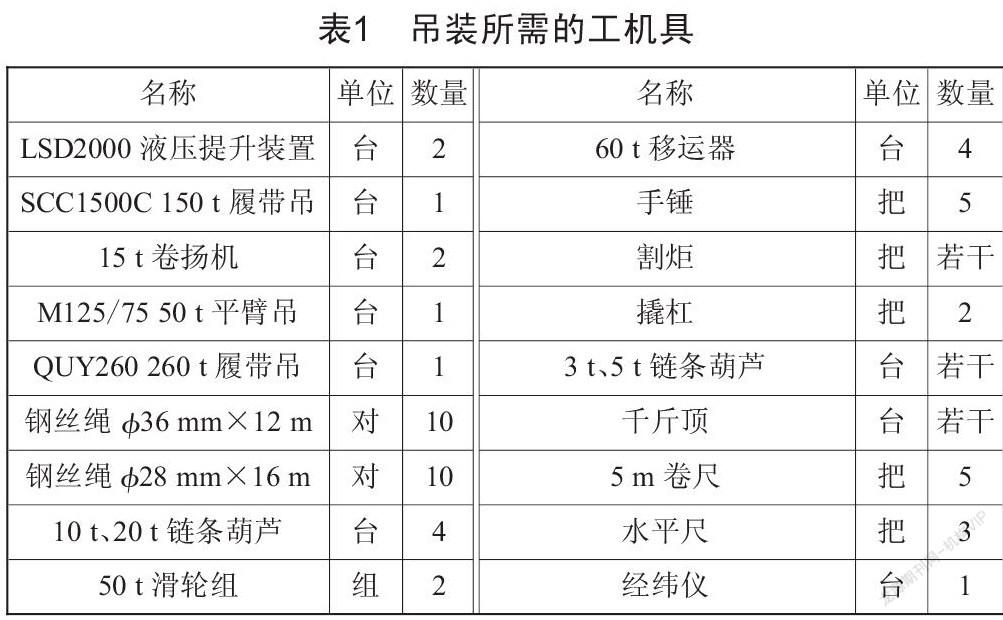
1.2? ? 作業準備和條件要求
吊裝所需的工機具如表1所示。
1.3? ? 吊裝施工作業流程
后煙道設備檢查→后煙道設備運輸→后煙道第一段轉彎煙道吊裝存放→后煙道第一段直煙道吊裝存放→第一段轉彎煙道與第一段直煙道對口焊接就位→第二段轉彎煙道吊裝提升→后煙道垂直煙道逐段吊裝就位→后煙道轉彎煙道與垂直煙道逐段對口焊接就位→后煙道非金屬膨脹節安裝→預熱器出口煙道吊裝→預熱器上部轉彎煙道吊裝→預熱器上部煙道吊裝→后煙道安裝驗收。
1.4? ? 作業程序內容
(1)后煙道后煙井部分的吊裝采用倒裝法,即從上往下進行后煙井各段煙道的吊裝。
(2)兩臺LSD2000液壓提升裝置布置在爐后懸挑梁方孔正上方,布置時要提高液壓提升裝置的布置點,預留后煙道吊桿的螺栓穿裝空間,本次工程利用架設液壓提升裝置支座的方法布置液壓提升裝置。
(3)兩臺15 t卷揚機布置在爐頂靠爐后處。
(4)在確認兩臺LSD2000液壓提升裝置以及兩臺15 t卷揚機已具備使用條件后,后煙道各段煙道方可進行吊裝,吊裝時先吊裝后煙道爐膛出口段,即后煙道第一段轉彎煙道,由兩臺液壓提升裝置提升吊裝,當其提升至預定標高時,爐頂兩臺15 t卷揚機將其慢慢拖放至圖紙安裝位置并連接煙道吊桿,穿裝后煙道吊桿的同時,由于其仍未正式就位固定,需加設保險鋼絲繩,該段煙道擬采用?準36 mm的鋼絲繩作為保險安全繩。
(5)轉彎煙道的吊裝拖放過程是一個難點,本次工程采用在爐后懸挑連接梁與爐后桁架梁之間加設臨時軌道梁,利用4臺60 t小坦克、2組50 t滑輪組以及2組32 t滑輪組連接后煙井轉彎煙道的方法,將其拖放就位。
特別需要注意的是,在使用卷揚機拖放該段煙道時,該煙道的重心需要從大板梁后部桁架結構通過,因此該煙道就位需要進行臨時懸掛并空中摘鉤,二次掛鉤[1]。
(6)后煙井第一段直煙道的吊裝參照以上方法進行,當其吊裝就位后,已吊裝就位的兩段煙道就可進行對口焊接作業,焊接作業進行之前該段煙道需做好保險措施,需加設?準36 mm保險鋼絲繩。
(7)后煙井第二段轉彎煙道吊裝時,由于該段設備布置有吊點,吊裝時將后煙井永久吊桿安裝在該段煙道上,用兩臺液壓提升裝置提升吊裝。
(8)第二段轉彎煙道提升到一定高度時,垂直煙道分段進行吊裝就位。采用50 t平臂吊和15 t卷揚機反滑輪組進行抬吊就位,其中脫硝轉彎煙道部件由于重量限制,需要分體進行吊裝,至就位標高后將兩部分中間連接桁架及墻板進行對口焊接。
(9)后煙道膨脹節采用分段組裝的方式進行,由廠家安排人員到現場安裝。
(10)預熱器出口煙道、預熱器上部轉彎煙道以及預熱器上部煙道采用爐右布置的M125/75 50 t平臂吊以及爐底QUY260履帶吊配合吊裝。
(11)除預熱器上部煙道分為兩部分吊裝外,預熱器出口煙道以及預熱器上部轉彎煙道采用整體吊裝。
1.5? ? 此方案可改進的地方
1.5.1? ? 吊裝機械的選擇
爐后煙道組件由于質量重、體積大,對于爐頂的一臺50 t平臂吊來說已經超出作業能力范圍,所以在吊裝組件時需要15 t卷揚機配合抬吊,增加了作業難度及風險。所以,在進行爐后大煙道吊裝時,需要一臺作業半徑覆蓋至爐后煙道位置、額定起吊滿足要求的塔吊。鑒于施工難度降低,并考慮作業安全系數,大型塔吊性價比高于50 t平臂吊。
在吊裝爐膛出口轉彎煙道及第一段直煙道時,200 t液壓提升裝置將煙道提升至就位標高后與就位位置水平方向距離較遠,在使用15 t卷揚機托放時需要將重心通過爐后桁架梁,施工難度大大增加,在進行高空摘/掛鉤時施工風險也大大增加。
1.5.2? ? 合理進行煙道組件的組合吊裝
爐膛出口轉彎煙道、轉角煙道吊裝時將兩部分組件組合在一起吊裝,使整體重心更偏爐后,在水平拖放至就位位置時重心就不需要越過桁架梁,使施工難度大大減少,且由于煙道組合均在地面進行,減少了高空焊接作業量,也相對降低了施工危險性。
第二段轉彎煙道吊裝時由于上部有永久吊桿,故可將第二段轉彎煙道及其下部連接的脫硝煙道一并進行吊裝,采用在地面進行分段組合,組合完畢整體起升直接就位的方法。這樣既降低了施工難度,又減少了每段煙道吊裝需要等上一件煙道拼縫焊接的施工工期[2]。
空預器煙道組件全部按廠家設備到場形式進行拼裝,無須二次拆解分段。
2 7#機組爐后煙道吊裝方案分析及優化應用
2.1? ? 工程概況
同6#鍋爐情況。
2.2? ? 作業準備和條件要求
吊裝所需的工機具如表2所示。
2.3? ? 吊裝施工作業流程
后煙道設備檢查→后煙道設備運輸→后煙道第一段組合煙道吊裝存放→后煙道第二段組合煙道吊裝存放→第一段組合煙道與第二段組合煙道對口焊接就位→后煙道垂直煙道逐段對口焊接提升吊裝→后煙道垂直煙道整體提升吊裝就位→后煙道轉彎煙道與垂直煙道對口焊接就位→后煙道非金屬膨脹節安裝→預熱器出口煙道吊裝→預熱器上部轉彎煙道吊裝→預熱器上部煙道吊裝→后煙道安裝驗收。
2.4? ? 作業程序內容
(1)爐頂吊裝機械的布置:爐后煙道第一段組合煙道主吊機械為兩臺200 t液壓提升裝置。
(2)LSD2000液壓提升裝置(200 t)布置:在爐頂靠爐后方向,31號次板梁與爐后懸挑連梁之間布置4根10 m長的1 000×300H型鋼,每兩根為一組,作為液壓提升裝置的滑道梁使用。液壓提升裝置安裝在預先制作好的座梁上,座梁下方布置重物移運器,將液壓提升裝置布置在滑道梁適當位置(如有需要可根據現場煙道組合完畢后情況進行調整)。
(3)第一段組合煙道的吊裝及就位:
第一段組合煙道起吊前預先放置于爐后場地,重心距離G軸6 512 mm。
第一段組合煙道起吊時,采用爐頂布置的兩臺液壓提升裝置和MK2500塔吊配合將煙道略微提升離開地面,并調整好就位角度。待煙道自由狀態下呈穩定狀態時,兩臺液壓提升裝置同步起升。
待起吊至適當高度后,用兩臺5 t手動葫蘆對液壓提升裝置進行拖拽,使第一段組合煙道直接就位。
煙道就位后前端穿裝正式吊桿,后端采用鋼絲繩進行懸掛。
(4)第二段組合煙道的吊裝及就位:
由于第二段組合煙道布置有正式吊點,吊裝時將爐后煙井永久吊桿安裝在該段煙道上,用兩臺200 t液壓提升裝置提升吊裝,錨頭直接與正式吊桿頂部銷軸孔固定,吊至就位高度時直接將永久吊桿正式安裝即可拆除液壓提升裝置。
第二段組合煙道吊裝時將下方布置的一段脫硝煙道(帶22 t導流板)、氨噴射器、脫硝轉彎煙道(帶10.6 t導流板)及小灰斗組合進行吊裝。第二段組合煙道總重約為263 t。
200 t液壓提升裝置布置在永久吊桿穿裝孔上方,使用制作的支架將液壓提升裝置抬高便于永久吊桿的穿裝。
(5)后煙道垂直煙道的吊裝:第二段轉彎煙道提升至一定高度時,后煙道垂直煙道即可分段進行對口焊接,安裝好第一段煙道后將煙道提升至適當高度,將下方煙道使用滑道拖至安裝位置下方進行對口安裝,依次類推,安裝好全部組件后再次將煙道整體提升,當整段垂直煙道安裝完成后,將整段煙道提升吊裝,與爐膛口的煙道對接,完成爐后煙道的吊裝工作。
(6)后煙道膨脹節采用分段組裝的方式,由廠家安排人員到現場安裝。
(7)預熱器出口煙道、預熱器上部轉彎煙道以及預熱器上部煙道采用爐左布置的MK2500塔吊以及爐后地面的LS368RH-5履帶吊配合吊裝。
(8)除預熱器上部煙道分為兩部分吊裝外,預熱器出口煙道以及預熱器上部轉彎煙道采用整體吊裝。
2.5? ? 此方案相對6#機組施工方案進行的優化
2.5.1? ? 吊裝機械的選擇
在吊裝煙道第一件組件時,200 t液壓提升裝置不能直接就位,故需要將液壓提升裝置設計成可移動式,利用爐后大板梁懸挑連梁和桁架梁之間橫擔4道1 000×300H滑道梁,滑道梁上布置重物移運器,再設計合適強度及尺寸的座梁,將200 t液壓千斤頂固定于座梁上。在做橫向拖動時,使用兩臺5 t手動葫蘆即可將座梁連同液壓千斤頂一同進行水平移動,避免了水平拖動需要重心通過滑道梁的作業難點。
在整個爐后煙道吊裝的過程中,7#機組只用到了兩臺200 t液壓提升裝置、一臺MK2500塔吊及一臺在地面配合的LS368LS-5 250 t履帶吊,相對于6#機組及其他項目百萬機組爐后煙道的吊裝均節省了吊裝機械及施工工期[3]。
2.5.2? ? 合理進行煙道組件的組合吊裝
爐膛出口轉彎煙道、轉角煙道吊裝時將兩部分組件組合在一起吊裝,使整體重心更偏爐后,在水平拖放至就位位置時重心就不需要越過桁架梁,施工難度大大降低,且由于煙道組合均在地面進行,減少了高空焊接作業量,也相對降低了施工危險性。
第二段轉彎煙道吊裝時,由于上部有永久吊桿,故可將第二段轉彎煙道及其下部連接的脫硝煙道一并進行吊裝,采用在地面進行分段組合,組合完畢整體起升直接就位的方法,既降低了施工難度,又減少了每段煙道吊裝需要等上一件煙道拼縫焊接的施工工期。
由于現場布置有一臺MK2500塔吊,所以空預器煙道組件全部按廠家設備到場形式進行拼裝,無須二次拆解分段。
3 結語
每臺1 000 MW火電機組因為其結構形式不一樣及環境不同,所采用的施工方法和工具也不一樣,但施工方法總有相似之處,可以互相參考和借鑒。臺山工程7#機組爐后煙道吊裝正是在分析國內同類機組施工工藝的基礎上,選擇和制訂了一種適合自身條件的方法和方案,這樣可以減少成本、節約開支。該工程所采用的主要施工吊裝方法和所選用的機械設備的配備規格也可在其他同類機組的施工中進行推廣應用。
[參考文獻]
[1] 康樂.熱控系統對火力發電機組調峰運行的性能影響分析[J].應用能源技術,2020(10):7-10.
[2] 李鑫,馬林,劉凱,等.火力發電機組協調控制技術研究[J].自動化應用,2020(7):96-98.
[3] 劉大帥,劉敬尊.1 000 MW超超臨界火電機組深度調峰研究[J].科技視界,2019(25):58-59.
收稿日期:2021-08-18
作者簡介:李浩(1986—),男,北京人,工程師,國能龍源電力技術工程有限責任公司項目執行經理,研究方向:各類電廠基建項目起重吊裝方案優化。
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48
