輥底爐生產(chǎn)線合理設(shè)置光電管的重要性
2021-12-06 01:52:34邱淑建陶麗潔
工業(yè)加熱 2021年11期
關(guān)鍵詞:生產(chǎn)
邱淑建,姜 山,陶麗潔
(中國聯(lián)合工程有限公司,浙江 杭州 310022)
某公司在某鋼鐵廠總承包一條輥底爐生產(chǎn)線,用于生產(chǎn)薄規(guī)格回火板。該生產(chǎn)線于當(dāng)年投產(chǎn),并很快達(dá)到技術(shù)協(xié)議約定的產(chǎn)能。在后續(xù)使用中,業(yè)主希望我公司提供可行的方案,在不對生產(chǎn)線進(jìn)行較大改動的情況下,進(jìn)一步提高該生產(chǎn)線的生產(chǎn)效率。
1 工藝流程
該輥底爐的工藝流程如下所示:
鋼板上料(由鋼板運(yùn)輸機(jī)吊裝到爐前輥道)→鋼板輸送到爐前→爐前對中→鋼板入爐→爐內(nèi)輸送→鋼板出爐到冷床上料輥道→上冷床自然冷卻→下冷床→往堆垛機(jī)輸送→噴印→對中→進(jìn)堆垛機(jī)→堆垛鋼板吊裝,整個流程完成。
根據(jù)工藝流程,該生產(chǎn)線設(shè)備可分為如下幾個部分:
(1)鋼板上料裝置,即鋼板運(yùn)輸機(jī);
(2)爐前輸送輥道;
(3)輥底爐;
(4)爐后輸出輥道,同時也是冷床上料輥道;
(5)冷床及上、下料裝置;
(6)冷床下料輥道及堆垛機(jī)前輸送輥道;
(7)堆垛機(jī)。
2 工藝流程分析
上述設(shè)備的核心是輥底爐,其余設(shè)備都是為輥底爐配套的。
爐內(nèi)輥道的工藝速度是該生產(chǎn)線所有設(shè)備中輸送速度最慢的,其由鋼板本身的熱處理工藝決定。在滿足工藝的情況下,讓爐內(nèi)同時運(yùn)行盡量多的鋼板,提高爐膛的利用率,是提高生產(chǎn)效率的根本途徑。
當(dāng)輥底爐內(nèi)鋼板在最小板間距運(yùn)行,并且爐前和爐后一直在連續(xù)的進(jìn)板、出板時,輥底爐生產(chǎn)效率最高。整條生產(chǎn)線的各部分設(shè)備之間的接、送鋼板的節(jié)奏,與輥底爐進(jìn)、出鋼板的節(jié)奏匹配,此時整條生產(chǎn)線的效率最高。
因此,提高整線生產(chǎn)效率的關(guān)鍵是,協(xié)調(diào)好各個設(shè)備之間的節(jié)奏匹配,保證輥底爐內(nèi)鋼板一直在最小板間距的狀態(tài)下運(yùn)行。
在實(shí)際生產(chǎn)中,輥底爐往往無法達(dá)到最高的生產(chǎn)效率,原因有兩個:①鋼板無法及時入爐,導(dǎo)致爐內(nèi)鋼板間距變大,爐膛利用率降低;②爐后設(shè)備無法及時將鋼板運(yùn)走,導(dǎo)致爐內(nèi)憋鋼,只能放緩鋼板入爐節(jié)奏甚至停止入爐,降低生產(chǎn)效率。
因此,可以從上述兩方面著手提高生產(chǎn)效率。
1)保證鋼板及時入爐
根據(jù):V=(L1-L2)/T
(1)
式中:L1為輥底爐有效長度;L2為鋼板長度;T為鋼板在爐內(nèi)的工藝時間。可以計(jì)算出鋼板在輥底爐內(nèi)的工藝速度。
爐內(nèi)相鄰鋼板的最小板間距為△L,則
(2)
式中:△T為爐內(nèi)相鄰鋼板的最小時間間隔。△T也叫最快生產(chǎn)節(jié)拍,此時輥底爐達(dá)到理論上爐膛的最大利用率,生產(chǎn)效率最高。為了避免爐內(nèi)發(fā)生疊板事故,保證正常生產(chǎn),△L不應(yīng)取太小,實(shí)際生產(chǎn)中一般取600 mm。要達(dá)到最快生產(chǎn)節(jié)拍,爐前上料裝置和輸送輥道必須有足夠的速度及合理的節(jié)拍與輥底爐匹配。
2)保證鋼板及時出爐
輥底爐以最快生產(chǎn)節(jié)拍工作時,鋼板連續(xù)不斷的入爐,完成熱處理后連續(xù)不斷的出爐,經(jīng)過爐后輸出輥道,上、下冷床,冷床下料輥道及堆垛機(jī)前輸送輥道,最終進(jìn)入堆垛機(jī)完成堆疊。可知,鋼板出爐的最小時間間隔也應(yīng)該是△T(最快生產(chǎn)節(jié)拍)。因此,爐后輸出輥道,冷床及上、下料區(qū),冷床下料輥道及堆垛機(jī)前輸送輥道,以及堆垛機(jī),這幾個環(huán)節(jié)也必須有足夠的速度及合理的節(jié)拍與輥底爐匹配。
經(jīng)過對設(shè)備的選型分析,發(fā)現(xiàn)爐外設(shè)備的輸送速度足夠匹配輥底爐最快生產(chǎn)節(jié)拍,但是不合理的輥道分組和光電管設(shè)置,導(dǎo)致各環(huán)節(jié)之間的銜接耗時較多,無法匹配最快生產(chǎn)節(jié)拍。
通過上述分析,通過優(yōu)化各設(shè)備之間的節(jié)奏匹配,提高生產(chǎn)效率。
3 設(shè)備生產(chǎn)節(jié)奏不匹配的原因以及優(yōu)化
3.1 爐前設(shè)備節(jié)奏不匹配的原因分析
爐前上料區(qū)設(shè)備包括鋼板運(yùn)輸機(jī)、爐前輸送輥道和對中裝置。
整個爐前輸送輥道長度31 m,電氣控制上輥道從左往右分為4組,每組單獨(dú)控制,長度及分組如圖1所示。其中鋼板運(yùn)輸機(jī)位于第1組和第2組輥道正上方。輥道長度方向共設(shè)置4組光電管,編號為BE101~BE104,可完成鋼板運(yùn)輸機(jī)放板檢測,鋼板測長,對中裝置啟動和爐前停止等目標(biāo)。
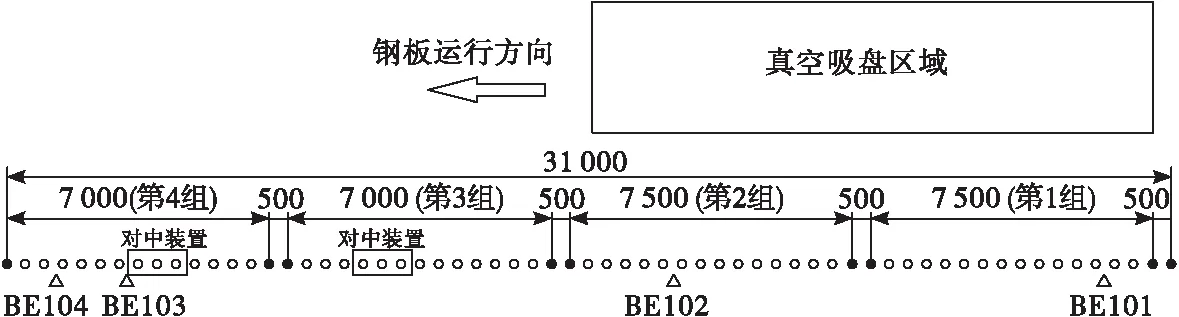
圖1 爐前輸送輾道長度及分組示意圖
該生產(chǎn)線處理的鋼板最長不超過15 m。鋼板在爐前的工藝動作流程如下:
(1)鋼板運(yùn)輸機(jī)將鋼板放到第1組和第2組輥道上,放板為板尾對齊。然后吸盤脫離鋼板,并開始下一塊干板的上料動作;
(2)輥道啟動,將鋼板往前輸送,并在輸送過程中完成鋼板的測長和對中;
(3)鋼板送到爐前待料,等待入爐信號,此時爐前輸送輥道停止;
(4)收到輥道停止的信號,鋼板運(yùn)輸機(jī)允許往輥道上放下一塊鋼板;
(5)爐內(nèi)進(jìn)料信號發(fā)出,第3組和第4組輥道配合爐內(nèi)輥道同時啟動,將鋼板送到爐內(nèi);
(6)鋼板完全進(jìn)入爐內(nèi)后,下一個鋼板入爐周期開始。
根據(jù)之前公式,在最快生產(chǎn)節(jié)拍
(3)
式中:輥底爐有效長度L1和最小板間距△L為定值,鋼板在爐內(nèi)的工藝時間T和鋼板長度對應(yīng),鋼板長度L2越小,則△T越小,即鋼板越短生產(chǎn)節(jié)拍越快。
另一方面,鋼板的工藝時間T取決于鋼板厚度,鋼板越薄,則在爐內(nèi)的工藝時間T越短。
鋼板輸送到爐前待料的時間:
(4)
式中:V1為爐前輥道運(yùn)行速度,m/min,為定值(忽略輥道加減速過程)。
從式(4)可知,鋼板越短,其運(yùn)送到爐前待料位時間t越大;而之前已經(jīng)得出結(jié)論,鋼板越長,最快生產(chǎn)節(jié)拍越慢,即△T越小。也就是說,對于一定厚度的鋼板,長度越短,到爐前待料所需時間越長,但是爐內(nèi)的生產(chǎn)節(jié)拍卻更快。
另一方面,隨著鋼板厚度的減小,鋼板在爐內(nèi)的工藝時間明顯縮短,鋼板的入爐間隔也變得更短了。
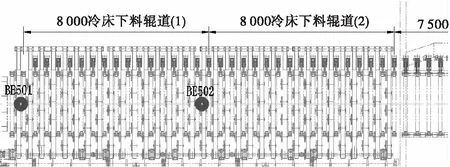
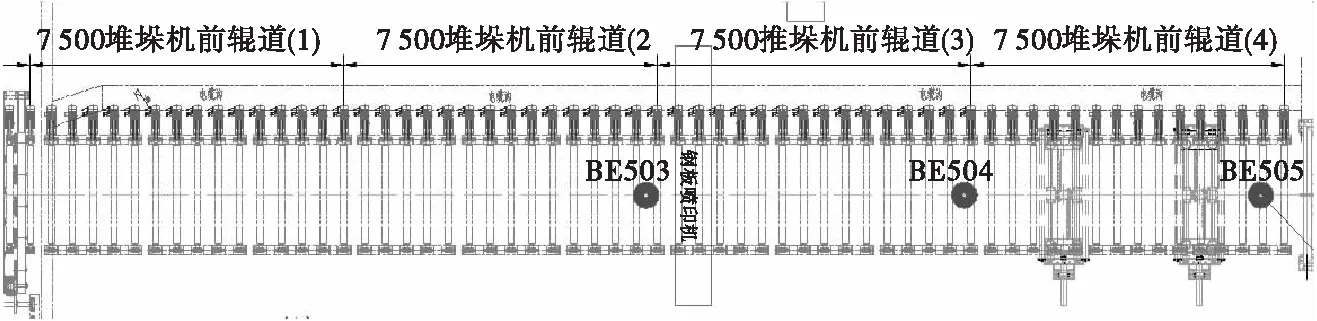
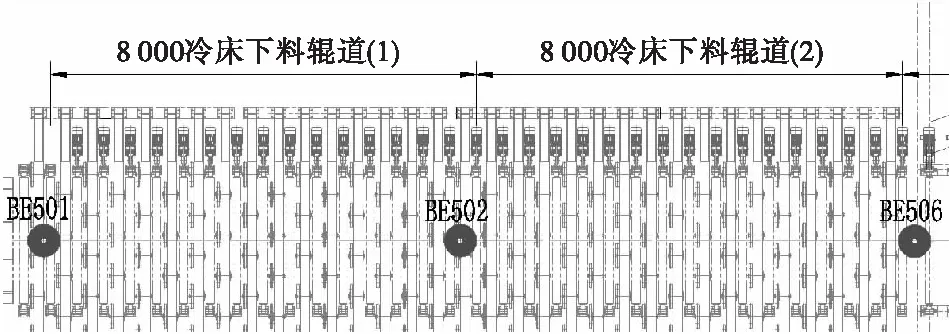
理論上隨著鋼板長度或者厚度的變化,會有一個臨界點(diǎn)△T=t,即鋼板一到待料位就入爐。之后,隨著鋼板長度或者厚度進(jìn)一步減小,△T 實(shí)際生產(chǎn)中也發(fā)現(xiàn),當(dāng)鋼板較長(L2>9 m)且厚度δ≥4 mm時,爐前鋼板運(yùn)送節(jié)奏可以匹配輥底爐最快生產(chǎn)節(jié)奏。但是當(dāng)鋼板長度小于9 m或者厚度小于4 mm時,爐前上料節(jié)奏已經(jīng)跟不上輥底爐,爐內(nèi)鋼板間距明顯變大,生產(chǎn)效率也隨之下降。 觀察在生產(chǎn)時爐前上料設(shè)備發(fā)現(xiàn),鋼板運(yùn)輸機(jī)的動作周期較短,往往前一塊鋼板還未到爐前待料,鋼板運(yùn)輸機(jī)已經(jīng)處于待料狀態(tài),但由于第1組和第2組輥道未停止,系統(tǒng)不允許鋼板運(yùn)輸機(jī)放板。 由圖1可知,一旦鋼板尾部脫離第2組輥道,第1組和第2組輥道即可停轉(zhuǎn),此時鋼板仍往爐前運(yùn)送,而鋼板運(yùn)輸機(jī)可以提前放板,相較于之前,提前放板時間為 (5) 根據(jù)式(3)可知,鋼板長度L2越小,△t越大,即鋼板越短,鋼板運(yùn)輸機(jī)更提前放板。 為了檢測板尾脫離第2組輥道的信號,在第2組輥道和第3組輥道之間設(shè)置光電管BE105,如圖2所示。一旦BE105檢測到鋼板尾部脫離第2組輥道,第1組和第2組輥道停止,鋼板運(yùn)輸機(jī)開始放板,鋼板的上料周期縮短。 圖2 爐前上料輥道分組和光電管布置 上料輥道運(yùn)行速度為25 m/min,鋼板待料位端頭到BE105光電管距離約12 m,忽略輥道加、減速階段,按照鋼板長度8 m計(jì)算,可得改進(jìn)后可節(jié)省時間:(12-8)/25×60=9.6 s,實(shí)際由于鋼板存在減速,現(xiàn)場測試節(jié)約時間為15 s左右。實(shí)際改進(jìn)后投用,效果非常明顯,短板生產(chǎn)時,爐前上料輥道節(jié)拍完全可以匹配輥底爐最快生產(chǎn)節(jié)拍。 如圖3所示,冷床下料輥道分為2組,設(shè)置2個光電管,編號BE501和BE502,作用為極限位保護(hù)和冷床下料鋼板檢測。 圖3 冷床下料輾道分組和光電管布置 如圖4所示,堆垛機(jī)前輸送輥道分為4組,設(shè)置3個光電管,編號BE503~BE505,作用為鋼板噴印、鋼板對中和鋼板堆垛。 圖4 堆垛機(jī)前輸送輥道分組和光電管布置 生產(chǎn)時冷床后輥道的工藝動作流程如下: (1)鋼板從冷床輸送到到冷床下料輥道; (2)冷床下料輥道啟動,將鋼板往堆垛機(jī)方向運(yùn)送,最高速度30 m/min; (3)板頭經(jīng)過BE503光電管后開始減速,然后經(jīng)過噴印機(jī)完成噴碼; (4)板頭經(jīng)過BE504光電管,輥道進(jìn)一步減速,對中裝置啟動;同時冷床下料輥道停止轉(zhuǎn)動,冷床上鋼板允許下料; (5)板頭經(jīng)過BE505光電管,堆垛機(jī)馬蹄輥開始轉(zhuǎn)動,準(zhǔn)備接收鋼板; (6)板尾經(jīng)過BE505光電管,鋼板即將完全進(jìn)入堆垛機(jī); (7)冷床下料輥道上的下一塊鋼板允許往堆垛機(jī)運(yùn)送。 通過以上分析可知,鋼板頭部走到BE504光電管位置,下一塊鋼板允許從冷床下料。BE504光電管距離冷床下料輥道約22 m,此時鋼板運(yùn)送距離為 S=(16-L2)/2+22 (6) 而在鋼板尾部離開BE505光電管后,下一塊鋼板允許往堆垛機(jī)運(yùn)送。 堆垛機(jī)前輸送輥道平均速度(從鋼板頭部進(jìn)入該區(qū)域到鋼板頭部經(jīng)過BE505光電管開始到鋼板尾部剛進(jìn)入堆垛機(jī))約15 m/min,鋼板在冷床下料輥道速度為30 m/min,按照鋼板長度L2=8 m,計(jì)算可得所需時間為 [(16-L2)/2/30+30/15]×60=128 s (7) 而這還不包括鋼板完全進(jìn)入堆垛機(jī)的時間。實(shí)際每塊鋼板的周期,在140 s左右。而隨著鋼板長度減小,輥底爐的生產(chǎn)節(jié)奏變快,但是冷床下料輥道前后鋼板間隔時間反而變大了。就是說,隨著鋼板長度縮短,該生產(chǎn)線的生產(chǎn)效率在降低。 只有當(dāng)冷床下料輥道上沒有鋼板,且輥道停止轉(zhuǎn)動,才允許冷床上鋼板下料。從圖5可知,上一塊鋼板的尾部脫離冷床下料輥道,冷床下料輥道即可停轉(zhuǎn),此時冷床上鋼板允許下料。因此,在冷床下料輥道(2)之后設(shè)置光電管BE506,用于檢測輸送鋼板的尾部,控制冷床下料輥道停止。此處節(jié)約時間為(22-L2)/V,此時輥道還未減速,處于30 m/min的高速,按照L2=8 m,可節(jié)約時間約33 s。 圖5 冷床下料輥道分組和光電管布置 為了進(jìn)一步提高鋼板進(jìn)入堆垛機(jī)的節(jié)拍,考慮堆垛機(jī)前輸送輥道上可同時存放兩塊鋼板。按照此段的輥道分組,堆垛機(jī)前輸送輥道(1)和堆垛機(jī)前輸送輥道(2)總長為15 m。當(dāng)前一塊輸送到堆垛機(jī)的鋼板尾部脫離光電管BE503,即允許冷床下料輥道上的鋼板往堆垛機(jī)方向輸送,并在堆垛機(jī)前輸送輥道(1)和(2)上待料;在前一塊鋼板完成堆垛后,待料鋼板也開始往堆垛機(jī)內(nèi)輸送,進(jìn)一步縮小兩塊鋼板之間的時間間隔。但是,由于噴印機(jī)在鋼板上噴印物料信息時,對噴印位置和鋼板運(yùn)行速度都有一定要求。目前噴印機(jī)位置處于第4組輥道末尾,為了達(dá)到上述的輸送邏輯,噴印機(jī)位置要往堆垛機(jī)方向移動,目前生產(chǎn)較忙,此改動暫不考慮。 上述改造完成后效果明顯。產(chǎn)線剛投入時,單班次產(chǎn)量在180塊左右,三個月后,工人對該產(chǎn)線基本熟悉,單班次產(chǎn)量達(dá)到200塊以上。產(chǎn)線改進(jìn)后,目前單班次產(chǎn)量可達(dá)到240塊以上。生產(chǎn)效率明顯提高,實(shí)現(xiàn)了增產(chǎn)降耗。同時,由于冷床輸出輥道及堆垛機(jī)輸送輥道節(jié)拍遠(yuǎn)比輥底爐最快生產(chǎn)節(jié)拍更快,爐后各段鋼板輸送更順暢,在偶爾出現(xiàn)的故障導(dǎo)致的輥底爐憋鋼事件處理中也更快速,減少了憋鋼時間,降低了鋼板過保溫導(dǎo)致的次品率。3.2 爐前設(shè)備改進(jìn)措施

3.3 爐后設(shè)備節(jié)奏不匹配原因分析
3.4 冷床下料輥道及堆垛機(jī)輸送輥道光電管設(shè)置改進(jìn)
4 結(jié) 論
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費(fèi)導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16