石油管螺紋自動測量技術的發展現狀與展望*
2021-12-15 03:05:30潘存強
鋼管 2021年2期
關鍵詞:測量
潘存強,陳 林,萬 佳,王 旭
(1.寶山鋼鐵股份有限公司,上海 201900;2.雷尼紹(上海)貿易有限公司,上海 200436)
螺紋是工業制造、工程建設領域中廣泛應用的連接緊固件,各類機械結構、輸送管道80%以上是通過螺紋嚙合連接。螺紋連接的質量水平直接影響到油氣勘探、開采的作業安全及作業效率。2019年全球無縫油套管表觀消費量1 068萬t[1],焊接油套管表觀消費量394萬t[2],預計每年有超過1億頭的螺紋服役于油氣行業的勘探與開采作業。一個細微的螺紋質量不合格,極端情況下會導致巨額財務損失、人員傷亡甚至環境災難。在強化人員職業技能的同時,運用技術手段提升生產線螺紋檢測精度及檢驗效率,是行業領先企業的攻關方向。寶山鋼鐵股份有限公司(簡稱寶鋼股份)在這方面獲得了重大研究進展。
1 石油管行業螺紋自動測量的歷程
隨著全球對油氣資源的需求進一步擴大,油氣開采的技術難度也一再突破技術極限,對連接強度及效率相關的螺紋質量也提出了苛刻的要求。為控制產品質量風險,各油井管生產商及研究機構一直在探索石油管螺紋自動測量技術,API(American Petroleum Institute,美國石油協會)將螺紋測量自動化作為技術方向,專門組織人員攻關。從測量技術來分類,螺紋測量分為非接觸式與接觸式測量。
非接觸式測量是伴隨著光電測量與成像,計算機圖像處理技術發展起來的新型測量技術。測量元件與被測工件無接觸,具有不磨損、測量效率高等優點,缺點是測量精度跟被測件的表面質量(包括折光率、發射率)、光線行進路徑干擾(光線反射死角)及環境光源污染,檢測元件與工件的相對位置(同軸、同心)等因素相關。接觸式測量伴隨機械加工技術經歷長時間發展和演化,測量方法的原理研究及實踐經驗方面更成熟。接觸式測量都帶有不同類型的探頭,通過探頭在零件表面觸動/滑動感知零件表面形貌變化,這類測量裝備可以檢測平滑曲面和平面的質量,探頭越小,感知精度越精確,輪廓儀可以精確測定物體表面的起伏變化;三坐標測量機可通過規劃軌跡測量較復雜的機械加工表面。
20世紀90年代末寶鋼股份聯合北京工業大學研制了接箍內螺紋自動接觸式掃描測量裝置[3],分在線式與便攜式兩種,在線式接箍內螺紋掃描測量裝置安裝在生產線上批量測量接箍。中國石油石油管工程技術研究院聯合西安理工大學集合計算機控制技術和三坐標掃描測量技術[4],研發了一種適用于生產現場的螺紋自動測量裝置。大慶石油學院蘭爽采用遠心放大投影光路獲得螺紋齒形圖像[5],通過濾波、比對處理等圖像處理技術對螺紋進行幾何尺寸測量與分析。哈爾濱工業大學呂東方提出了用激光檢測螺紋參數的方法[6]。近期,國外相關企業及行業協會也投入大量的資源研發自動測量裝備。API協會在2018年度工作會議中通過了將螺紋自動測量納入標準的提案,成立WI3086a工作組專項推進。美國Autonetics公司研制的在線螺紋自動測量樣機已開始進行市場推廣,該裝備采用線激光投影測量技術,據其介紹,已經在美國某鋼鐵公司投入運行。機床制造商埃馬克(EMAG)公司已經在奧地利某工廠投運了接箍螺紋自動測量設備,通過反光鏡加線激光實現了對內螺紋參數的測量。
經過幾十年的技術發展,螺紋自動測量在測量原理及技術方案上已經有了長足的進步,測量裝備在現場環境的適應性方面還有很長的路要走。截至目前,行業內尚未有成熟的適用于生產車間長期服役的自動螺紋檢驗裝置和檢驗工藝。
2018年起寶鋼股份與測量行業領先企業英國雷尼紹(Renishaw)公司合作,嘗試在車間工況下實現螺紋自動測量,經過兩年的努力,在內螺紋測量方面獲得階段性成績。在生產現場進行的測量系統評價結果表明,該方案已經符合工程化應用條件。
2 相對測量的數字化及自動化拓展
2.1 相對測量及適用條件
檢測設備和待檢測工件的熱變形是車間測量不確定性的最大因素。晝夜變化和季節變化都存在溫度波動,隨著環境溫度的變化,檢測設備和工件將以不同的速率膨脹/收縮。通常24℃下測量工件得到的尺寸要大于在20℃下測量的尺寸。一個長度為300 mm的鋁制工件在4℃的溫差范圍將線性膨脹27.6μm。現實情況下,很少有車間能夠全年穩定維持不超過4℃的環境溫差。相對測量法可以將溫度波動對測量精度的影響降低到最小。
相對測量(relative measuring method)是指先根據被測對象特征選擇經校正的計量器具,用該計量器具檢測并獲得標準信號參數A,然后通過測量被測對象獲得被測對象的信號參數B,將A與B相比較可以獲得被測對象的定性及定量結果。
英國雷尼紹公司生產的比對儀(Equator)是一款采用相對測量法的多功能測量儀器,適用于車間工況下的通用型量具,測量精度達到三坐標測量機水平,測量效率遠高于三坐標測量機。
比對儀的測量原理是:將一個已知的基準件置于與生產件相同的熱條件下并以相同的方式固定,首先在20℃的溫控校準實驗室內測量基準件,以獲得基準件的真實尺寸;隨后在任意溫度下用量具重新測量此基準件,無論量具的示值是多少,均被標定為20℃時的尺寸,此過程稱為重新校準。每次在任何給定溫度下重新校準量具后,在量具上進行下一次測量得到的結果便相當于在20℃的實驗室中測量得到的結果。如果溫度變化超過關鍵閾值,必須重新測量基準件,實現這一點即可確保比對量具不受溫度變化影響。環境溫度變化率決定了重新校準頻率。比對儀與三坐標測量機比較見表1。
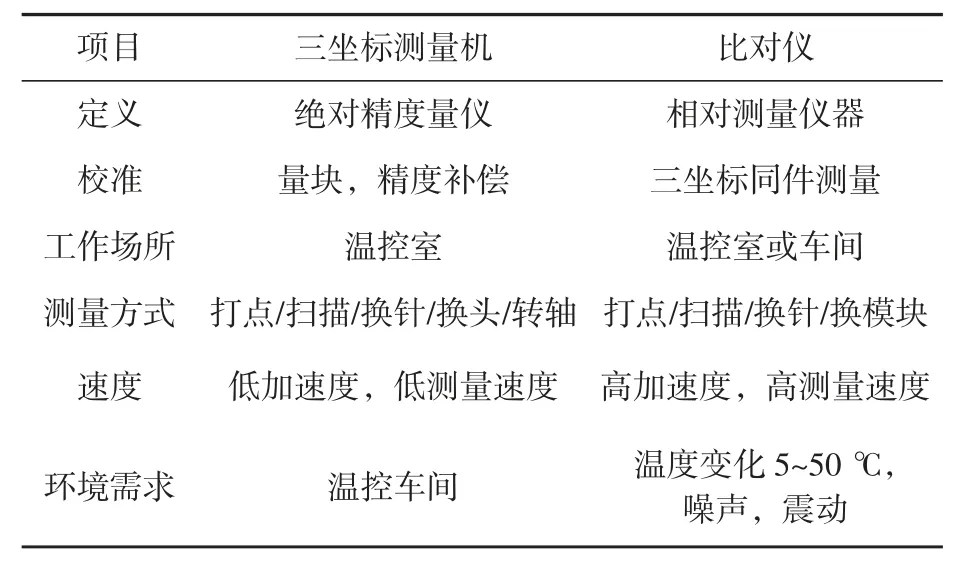
表1 比對儀與三坐標測量機的比較
2.2 比對儀測量的流程及準則
(1)取樣。從現場生產的產品中隨機取一件螺紋,表面清洗干凈后作為測量的基準件R。
(2)在溫控條件下獲取基準件的特征值及過程數據。在實驗室環境下用三坐標測量機,采用測量規范P,測量基準件R,測得特征值F0,獲得過程數據文件D0。
(3)生產現場環境下,用基準件校準測量系統。將三坐標測量機產生的過程數據文件D0導入比對儀(圖1),選擇比對儀的標準件(MASTER)模式,采用測量規范P,測量基準件R,獲得測量數據f0,記錄當前溫度T0,得到過程數據文件d0。
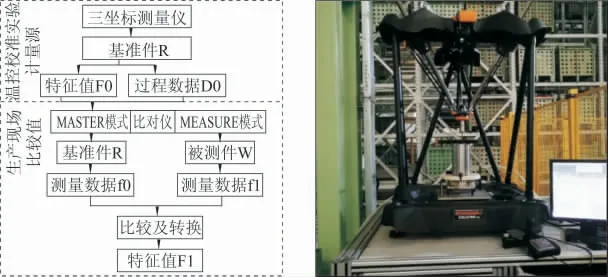
圖1 比對儀示意
(4)生產現場環境下,比較測量工件。選擇比對儀的測量(MEASURE)模式,用測量規范P測量工件W的特征F,得到測量數據f1,測量數據Δf=f1-f0就是測量件W與基準件R測量差異,通過測量數據與特征數據的轉換,可以得到測量件W的特征值F1。監控當前溫度T1,如果T1與T0的差值超過閾值,在測量工件前先執行第3步。
(5)確保測量精度的三相同/相似原則。
①溫度相同/相似。溫度波動對測量儀器及被測工件均有顯著影響,通過制定標準件(MASTER)模式與測量(MEASURE)模式之間溫度閾值,來消除溫度效應對測量精度及重復性的影響。按照API尺寸公差精度范圍,通常將溫差控制在±2℃以內。當測量過程中溫度波動超出閾值,需要重新校準測量系統。
②特征值相同/相似。盡量選擇基準件的特征值等于名義值。假設測量件特征值F0與基準件特征值F1相等,則在相同溫度條件下標準件模式下的測量數據f0與測量模式下的f1相等,f1與f0的差值越大,則測量過程中引入的比較誤差就越大。
③測量軌跡的空間位置相同/相似。假設基準件與測量件的擺放位置不一致,則測量軌跡在測量機器坐標系中的空間位置也不能保持一致,引入的空間誤差不能確定。為控制此類誤差,需要將測量過程的定位精度控制在±1 mm以內。
3 測量系統的重復性和可靠性
3.1 測量設備Cg及Cgk
按照比對儀測量流程及準則的要求,從現場任意取一個接箍作為基準件。在溫控校準的實驗室用測量機測量基準件的質量參數,包括齒高、螺距、錐度,密封面直徑、中徑等;將基準件放置在現場工況下,用標準件模式測量基準件,完成對測量系統的校準工作;另取一個接箍,在現場工況下,用測量模式重復測25次,評價測量設備的重復精度能力系數Cg及準確精度能力系數Cgk。
3.1.1 評定方法1(極差法)
同一工件,連續測量25次,將25次的測量結果最大差值作為誤差評定指標,即25次測量值分別為L1,L2…L25,取最大測量值為Lmax,最小測量值為Lmin,則極差值V=Lmax-Lmin,極差法評價時V≤10%T(T為被檢項目公差),極差法量具評估結果見表2。評價結論:測量極差均小于公差的10%,測量系統合格。
3.1.2 評定方法2(測量Cg或Cgk)
采用Cg或Cgk作為評價指標,計算公式為:

式中K——縮小系數,一般取0.2;
T——允許的測量結果分布寬度,mm;
XE——樣件的實際尺寸,mm;
X——平均測量值,mm;
S——標準偏差,mm。
通常Cg或Cgk∧1.33表示該量具合格。量具Cg及Cgk評估結果見表2。評價結論:Cg及Cgk遠大于1.33,測量系統合格。
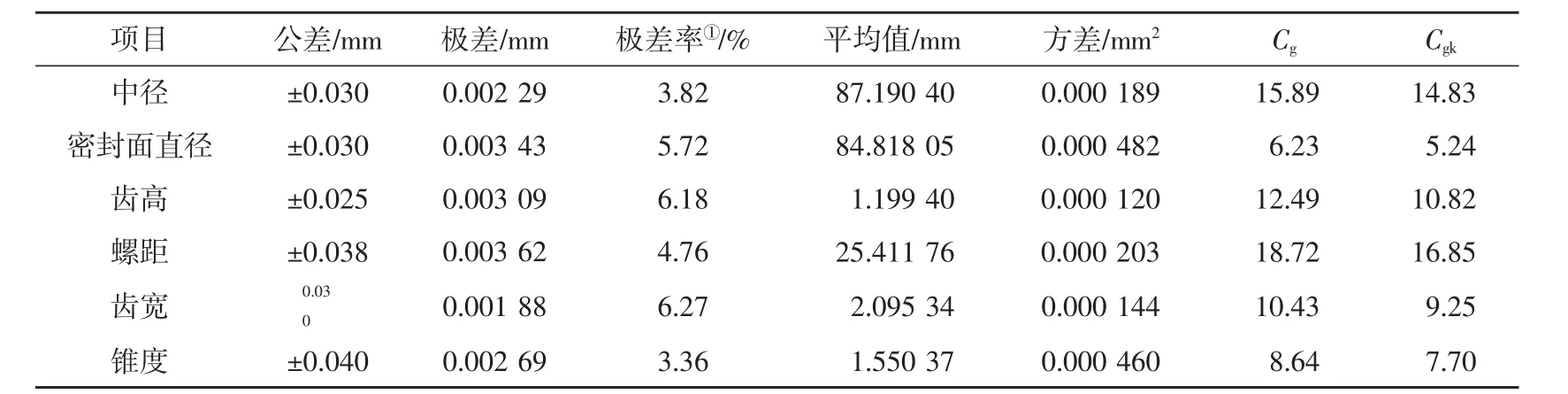
表2 極差法量具評估和量具Cg及Cgk評估結果
3.2 測量系統的重復性和再現性
量具重復性(Repeatability),一個評價人多次使用同一件量具,對同一零件某一特性進行多次測量下的變差,測量數據必須由同一人員、同一產品、同一環境、同一位置、同一儀器、短期時間內測得。再現性(Reproducibility),由不同評價人使用相同的量具,測量一個零件一個特性的測量平均值的變差,測量數據必須由不同人員在同一產品、同一環境、同一位置、同一儀器、較長時間段內測得。
根據汽車工業行動小組(AIAG)的《測量系統分析 參考手冊(第四版)》推薦的測量系統數據采集計劃,挑選10個接箍,安排3個作業人員,對每個接箍的螺距、齒高、中徑、錐度、密封面直徑、齒寬6個指標測量3次,每個指標共計90個數據,將采集數據用Minitab軟件計算測量系統的重復性和再現性(Gauge Repeatability & Reproducibility,縮寫GR&R)見表3。
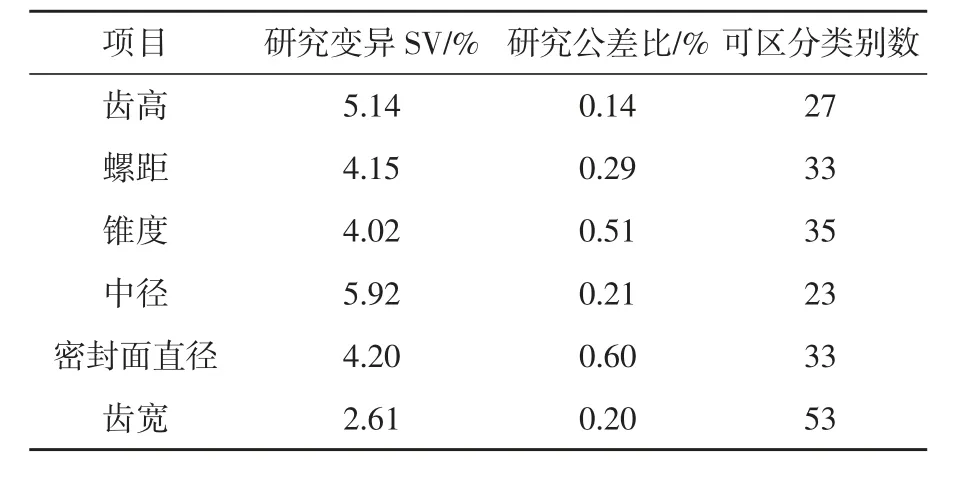
表3 測量系統GR&R匯總
根據汽車工業行動小組的《測量系統分析 參考手冊(第四版)》對GR&R的判據:①如果GR&R小于所測零件公差的10%,那么測量系統可以接受;②如果GR&R大于所測零件公差的10%而小于20%,那么測量系統是可以接受的;③如果GR&R大于所測零件公差的20%而小于30%,那么接受的依據是數據測量系統的重要程度和改善所花費的商業成本;④如果GR&R大于所測零件公差的30%,此測量系統不能接受,并且需要進行改善。
比對儀自動測量接箍質量參數,測量系統穩定,量具的重復性和再現性可以接受。測量系統GR&R中徑和密封面直徑計算結果如圖2~3所示。
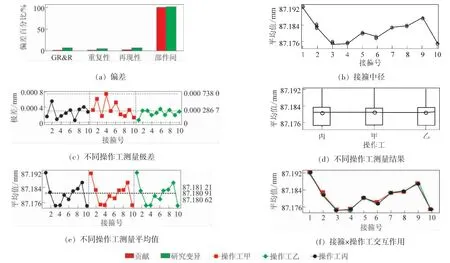
圖2 測量系統GR&R中徑計算結果
4 新技術對行業發展的影響與展望
石油管螺紋自動測量在生產現場的工業化應用實現突破后,將會對整個行業的發展產生深遠影響,短期對制造端的影響比較顯著。
(1)提升產品質量控制能力。減少了檢驗人員惰性及技能帶來的產品質量風險。
(2)提高生產效率,降低生產成本。因刀具磨損導致的不合格品將大幅降低,跟產品規格相關、種類繁多的量具不再必需。
(3)實現無人化生產。測量數據可以實時反饋給加工系統,形成閉環控制,為生產線的無人化提供技術支持。
長期來說,石油管螺紋自動測量投入生產應用后,將會產生海量的數據,對這些數據進行發掘與應用,將極大促進行業的發展速度。展望未來,預計的應用包括:
(1)實現數字化裝配。內外螺紋三維數據的采集具備了數字化裝配的技術條件,前期對API偏梯內螺紋緊密距的計算,數據擬合緊密距跟塞規測量數據的偏差已經小于0.4 mm。
(2)縮短研發周期,降低研發成本。①將測量數據抽象為密封面形狀、齒形及錐體三部分,實測數據分解為密封面(理論值)、齒形(理論值)及錐體(有變形的實際值)。研發階段可以將不同的理論值(設計)與實際值(測量)封裝成實體,進行有限元計算及試驗,快速篩選最優方案;②開發及優化設計方案過程中無須配套專用量具。
(3)用戶不需要準備各種驗收、測量量具,減少用戶端使用成本。
(4)對加工數據的發掘,可以評估刀具壽命及機床精度,持續改進刀具、夾具的使用壽命。
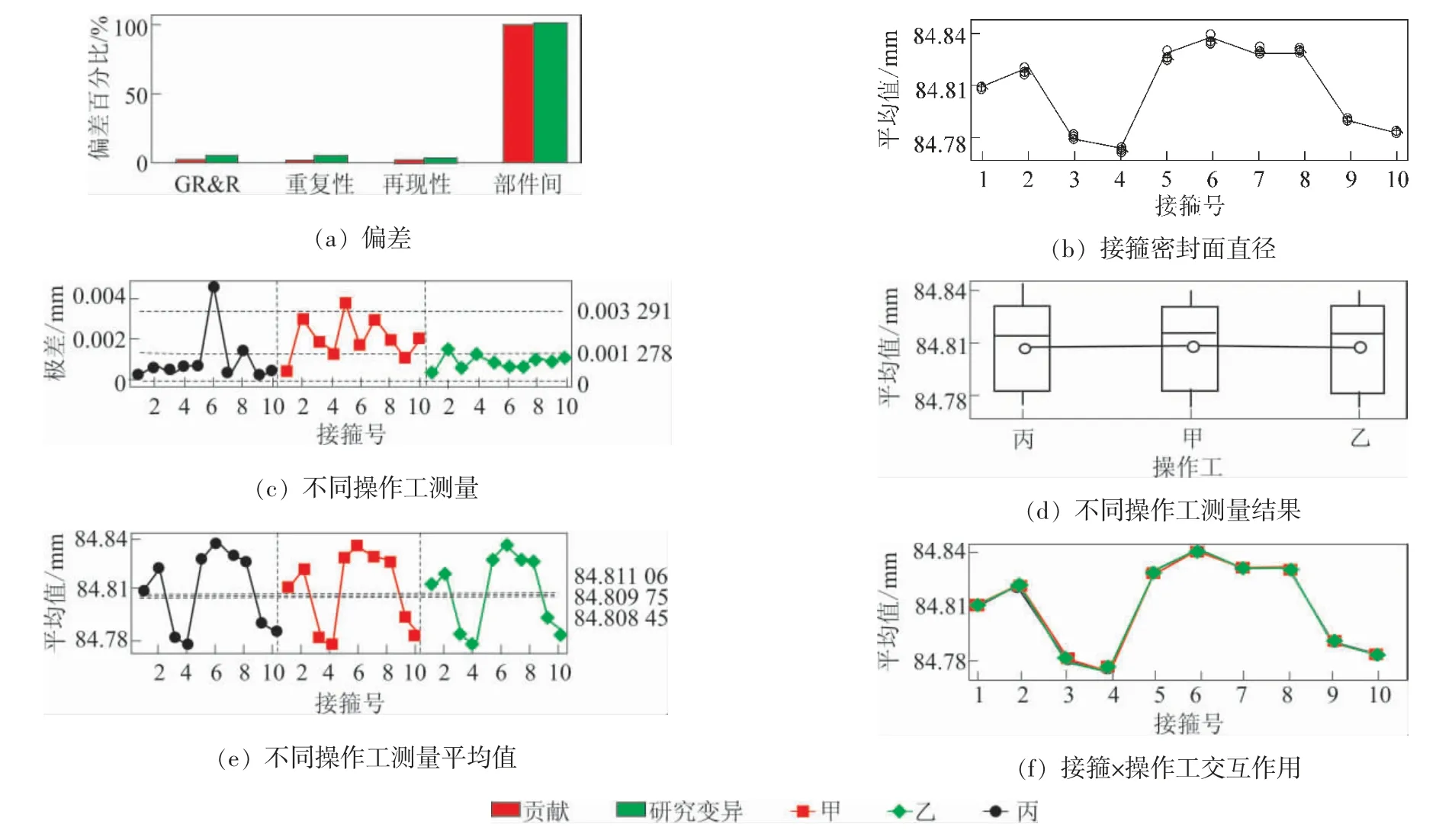
圖3 測量系統GR&R密封面直徑計算結果
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
