莫代爾二醋酸纖維噴氣渦流混紡紗生產實踐
2021-12-20 12:57:12賀文婷李向東
棉紡織技術 2021年12期
賀文婷 李向東 劉 琳
(1.中國棉紡織行業協會,北京,100020;2.德州華源生態科技有限公司,山東德州,253000)
二醋酸纖維是一種無毒無味、熱穩定性好的再生纖維素纖維,安全環保,用二醋酸纖維制備的織物手感柔軟、干爽挺括、透氣性好,且速干、無靜電吸附,在紡織服裝方面有很好的應用前景。醋酸纖維是典型的低強度纖維,必須與其他纖維混紡才能成紗,目前國內將二醋酸短纖維成功用于紡紗原料的案例較少。
莫代爾纖維具有順滑柔軟的觸感,將其與二醋酸纖維混紡可以發揮各自在力學、外觀等方面的不同表現從而實現優勢互補。其中,二醋酸纖維含量越高,面料的速干性越好,但由于單纖維強力較低,由此帶來的紡紗、織造難度也增加。試驗發現,在莫代爾與二醋酸纖維混紡面料中,當二醋酸纖維的含量在30%以上時,可獲得較好的吸濕速干性。
噴氣渦流紡具有品種適應范圍廣、產量高、用工少等優點,是一項新型紡紗技術,紡制的紗線屬于包纏型皮芯結構,外包纖維通過加捻包纏芯紗形成紗線。該技術相對傳統環錠紡雖然發展時間相對較短,但勢頭迅猛,主要特點:一是成紗機理與環錠紡不同,紡紗流程較短;二是屬于半自由端紡紗,具有高速、高產、高效的特點;三是設備智能化、自動化程度較高,綜合經濟效益較好;四是紡制的紗線具有毛羽少、染色性能和耐磨性好等優點,市場應用前景廣,是服飾、家紡產品的理想材料。利用噴氣渦流紡技術將莫代爾與二醋酸纖維混紡可制成吸濕速干、毛羽少、柔軟細膩的紗線。
本研究以莫代爾/二醋酸纖維60/40 14.8 tex噴氣渦流紗為例,將具體的生產研發過程介紹如下。
1 纖維原料
莫代爾纖維長度39 mm,線密度1.0 dtex,公定回潮率9.54%,斷裂強度3.2 cN/dtex,斷裂伸長率13.7%,體積比電阻7.1×108Ω·cm,濕干強比為50%,模量50.81 cN/dtex。
二醋酸纖維長度38 mm,線密度1.2 dtex,公定回潮率6.78%,斷裂強度1.4 cN/dtex,斷裂伸長率26.93%,體積比電阻5×107Ω·cm,模量23.47 cN/dtex。
2 工藝流程
原料預混和→A002型圓盤抓棉機→A035B型混開棉機→FA106A型梳針打手開棉機→CFA177型清梳聯喂棉箱→FA231A型梳棉機→TMFD81型并條機→TMFD81型并條機→TMFD81L型并條機→VORTEX 870型噴氣渦流紡紗機
3 紡紗工藝分析及技術措施
3.1 原料的預混和
由于二醋酸纖維與莫代爾纖維性能不同,且為了盡量減小加工工序對纖維的損傷,包混的方式更適合該產品[1]。而莫代爾纖維打包較為密實,需要加強開松,與二醋酸纖維的柔性加工形成矛盾,因此先將莫代爾纖維進行預開松,再將預開松后的莫代爾纖維與二醋酸纖維進行混和后再投入生產。這樣可以使兩種纖維混和更均勻,避免梳棉過程中大量棉結的存在和短絨的出現。
3.2 清梳聯工序
為減少纖維損傷,清梳工序應采取輕梳理的工藝原則。各打手速度適當降低,各握持隔距適當增大。其中,A035B型混開棉機只經過平行打手,FA106A型開棉機采用梳針打手,打手速度420 r/min,梳棉機錫林針布型號AC2030×01650,道夫針布型號AD4030×02090,刺輥針布型號AT5610×05611,蓋板針布型號520(化纖型)。錫林與道夫隔距偏緊掌握,棉網張力偏大選擇。
3.3 并條工序
并條工序采用三道并合,在確保二醋酸纖維與莫代爾纖維充分混和的同時,保證喂入到噴氣渦流紡工序的條子中以后彎鉤纖維為主,且較大的牽伸倍數有利于消除條子中的后彎鉤纖維。羅拉隔距偏大設置,同時為避免纏繞膠輥和羅拉現象的發生,并條工序相對濕度提高約5個百分點,必要時在設備周圍加裝加濕棚,避免纖維中水分的散失,以減少飛花。
3.4 噴氣渦流紡工序
噴氣渦流紡紗線大約由50%~60%的芯纖維和40%~50%的包纏、浮游纖維組成,紗線由芯纖維和包纏纖維兩部分組成,具有明顯的雙層結構,芯纖維處在紗線結構的中心位置,呈平行伸直狀態,包纏纖維緊密包纏在芯纖維的外圍。利用模量相差較大纖維抗彎剛度的不同,即在高速旋轉加捻氣流作用下內外轉移規律的差異,實現模量較大即抗彎剛度較大的纖維原料趨于分布在紗體中心,呈平行伸直狀態,構成芯纖維,模量較小即抗彎剛度較小的纖維原料趨于包纏在紗體外圍。莫代爾纖維的剛度大于二醋酸纖維的剛度,所以,莫代爾纖維趨向于紗體的中心,二醋酸纖維包纏在紗體表面,使紗線呈現出柔軟、細膩及舒適的外觀特性。
噴氣渦流紡紗線外表包纏纖維和芯纖維的有效控制主要受纖維原料、紡紗速度、紡錠規格、噴嘴氣壓等工藝影響。為判斷噴氣渦流紡紗線中纖維的轉移分布規律,采用漢密爾頓轉移指數分析法測試二醋酸纖維對莫代爾纖維的包纏率。與環錠紡紗線相比,噴氣渦流紡紗線的加捻程度不能由捻回數來表征,而是需要通過紗線的耐磨性能來衡量。本試驗采用村田公司的噴氣渦流紡紗線耐磨儀測試紗線耐磨性能。
3.4.1 包纏率
皮層的主要作用在于保證紗線優良的外觀及服用性能得到充分體現,芯層的主要作用決定了紗線的強力等機械性能。為確定最合適的噴氣渦流紡工藝,進行了正交試驗(見表1、表2),分析噴嘴氣壓(A)、喂入比(B)、紡紗速度(C)等主要工藝參數的變化對紗線包纏(漢密爾頓指數M)的影響,以達到二醋酸纖維最大程度包纏在紗線外層,莫代爾纖維最大程度分布在內芯的效果。

表1 試驗因素水平表
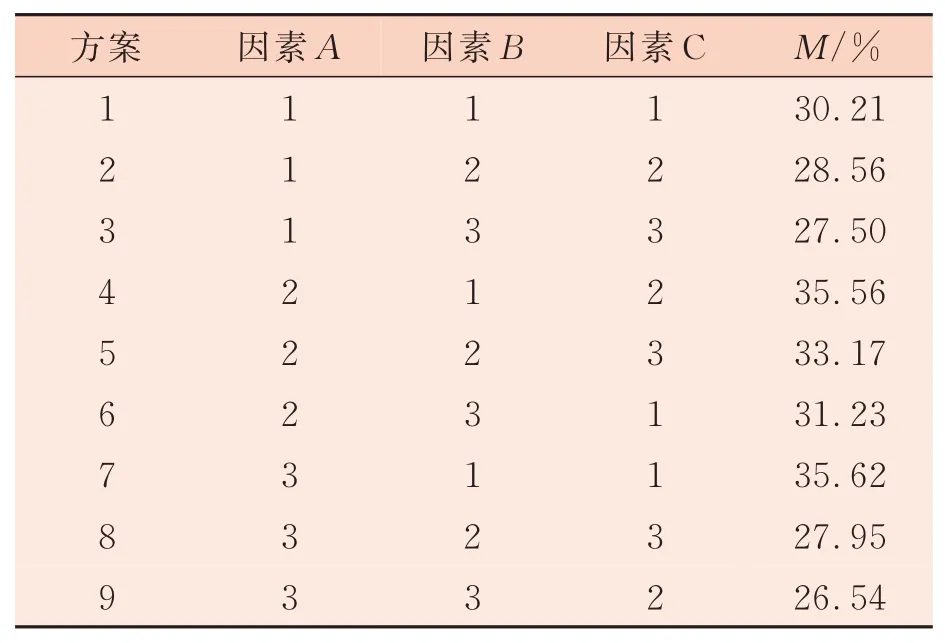
表2 試驗方案及結果
對噴氣渦流紡紗的試驗分析如下。
(1)當喂入比和紡紗速度一定時,噴嘴氣壓越大導致纖維繞空心錠子旋轉的平均角速度增加,平均包纏角越大,單位長度內包纏纖維的包纏次數越多。受纖維剛性影響,二醋酸纖維更趨于分布在紗線的外圍。一定范圍內增大噴嘴氣壓對提高包纏的比例有利,但需考慮氣壓過大將造成加捻腔中纖維的抽拔增加,反而使成紗強力降低。
(2)當噴嘴氣壓和紡紗速度一定時,喂入比越大,纖維在加捻腔中受到的旋轉氣流的作用時間越短,包纏纖維包纏次數越少,紗線表觀捻度越小,紗線越柔軟。在一定范圍內增大喂入比對提高紗線手感有利,但是需要考慮喂入比過大會造成包纏纖維比例嚴重不足,從而造成弱捻紗的產生。
(3)噴嘴氣壓和喂入比一定時,紡紗速度越大導致自由尾端纖維在加捻腔中停留的時間變短,平均包纏角越小,單位長度內包纏纖維的包纏次數越少,紗線表觀捻度減少,不利于提高成紗強力。但是紡紗速度過低,將影響紡紗效率,實際生產中應在兼顧紗線質量前提下盡量提高紡紗速度。
由表2可以看出,方案4和方案7的漢密爾頓指數M相對最高,說明二醋酸纖維在紗線外層包纏效果相對最佳。考慮到紡紗企業產能和經濟效益的因素,綜合得出最合適的工藝參數為噴嘴氣壓0.5 MPa,喂入比0.96,紡紗速度360 m/min。所紡制的紗線橫截面纖維鏡片見圖1,其皮層包纏纖維的漢密爾頓指數M為35.56%。
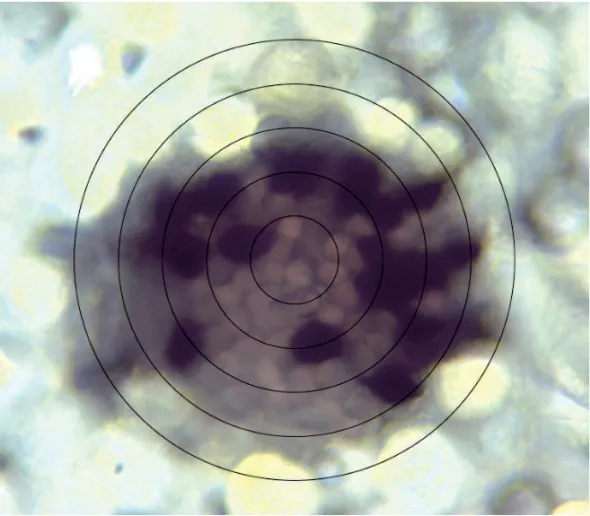
圖1 紗線橫截面纖維分布圖
3.4.2 紗線耐磨性
3.4.2.1 紡錠試驗
紡錠規格是指紡錠入口的內徑,噴氣渦流紡空心錠內徑減小,纖維束膨脹分散產生自由端纖維的空間越大,同時增加了高速旋轉氣流對纖維的加捻機會,導致紗線纖維間的摩擦增大,出現緊包纏,從而提高紗線緊密度。內徑的大小與紗線的手感和耐磨有關,內徑越小,紗線會越緊密、手感硬挺、耐磨性好[2]。圖2為紗線耐磨性隨紡錠內徑變化曲線。

圖2 紗線耐磨性隨紡錠內徑變化曲線
由圖2可知,在紡錠內徑為1.0 mm、1.1 mm時,其耐磨性能一樣,隨著紡錠內徑的增加,耐磨性能降低,所以選擇內徑為1.1 mm的紡錠。
3.4.2.2 前羅拉鉗口與空心錠子入口的距離
圖3為紗線耐磨性隨前羅拉鉗口與空心錠子入口距離變化曲線。前羅拉鉗口與空心錠子入口距離越短,自由尾端纖維越短,芯纖維則越長。芯纖維越長,受到噴氣渦流紗紗體的握持力越大,旋轉氣流對進入噴氣渦流紗紗尾的芯纖維抽拔越困難,從而包纏纖維比例減少,紗線耐磨性越差。隨著前羅拉鉗口與空心錠子入口距離的增加,紗線耐磨性能提高,但距離過大會造成纖維落率增加[3]。綜合考慮紗線耐磨性與纖維落率,前羅拉鉗口與空心錠子入口距離確定為21 mm。
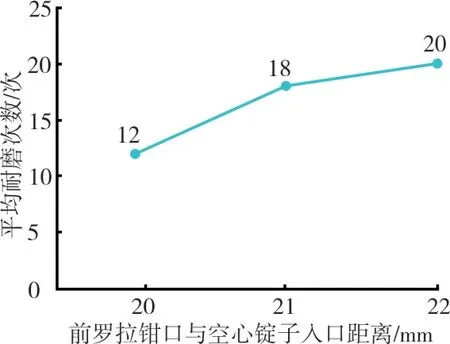
圖3 紗線耐磨性隨前羅拉鉗口與空心錠子入口距離變化曲線
4 紗線指標
莫代爾/二醋酸纖維60/40 14.8 tex噴氣渦流紗斷裂強力C V 8.6%,重量C V 1.02%,單紗斷裂強度11.1 cN/tex,重量偏差+0.03%,條干C V 13%,棉結30個/km,十萬米紗疵4.2個。參照FZ/T 12039—2013《噴氣渦流紡粘纖純紡及滌粘混紡本色紗》,所紡噴氣渦流紗質量達到優等品水平。該紗主要應用于T恤休閑服、家居服等,二醋酸纖維的使用彌補了渦流紡紗線做貼身衣物硬板、干澀的缺點,消費者穿著后普遍反映面料柔軟、吸濕速干又不失骨感,穿著舒適不易起球。
5 結語
紡制二醋酸纖維產品時,需要注意纖維強力低的特點,采用莫代爾纖維與其混紡,可實現優勢互補。紡制莫代爾/二醋酸纖維60/40 14.8 tex噴氣渦流紗,在清梳工序宜采取輕梳理的工藝原則;梳棉工序針布采用淺齒配置,以減少纖維的損傷;噴氣渦流紡工序注重紡紗速度的優化,科學配置噴嘴氣壓、喂入比、紡紗速度和紡錠規格。通過各項技術措施的實施,成功生產莫代爾二醋酸纖維噴氣渦流混紡紗,成紗質量滿足后道加工的要求。