天窗頂蓋CMT焊接表面質(zhì)量控制方法研究
2021-12-22 07:11:46郭峰
汽車工藝師 2021年12期
郭 峰
奇瑞汽車股份有限公司 安徽合肥 241006
頂蓋是汽車外表面件之一,其質(zhì)量的好壞直接影響整車的外觀,尤其是天窗頂蓋,不但影響汽車表面質(zhì)量,還可能與天窗產(chǎn)生配合問(wèn)題,造成漏水、噪聲等性能缺陷。
CMT焊接工藝
CMT(Cold Metal Transfer,冷金屬過(guò)渡技術(shù))是一種全新的MIG/MAG焊接工藝,由于其熱輸入量比普通的MIG/MAG焊要低,因而命名為Cold。
1.CMT焊接技術(shù)特性
MIG/MAG焊是目前世界上應(yīng)用最廣泛、最經(jīng)濟(jì)的焊接工藝,但由于其熱輸入量高、變形大,飛濺無(wú)法避免,因而限止它在某些領(lǐng)域的應(yīng)用,尤其是在1mm以下的薄板更是其使用的“禁區(qū)”。而CMT技術(shù)實(shí)現(xiàn)了這種可能,它的特點(diǎn)是冷熱循環(huán)交替。
CMT技術(shù)主要特性[1]如下:
(1)熱輸入量低,產(chǎn)品表面變形小 CMT技術(shù)實(shí)現(xiàn)了0電壓狀態(tài)下的熔滴過(guò)渡。當(dāng)短路電流產(chǎn)生時(shí),焊絲停止前進(jìn),并自動(dòng)回抽,熔滴進(jìn)入熔池,電弧熄滅,此時(shí)電壓為0,電流減小。在這種方式中,電弧自身輸入熱量的過(guò)程很短,短路發(fā)生,電弧即熄滅,熱輸入量迅速地減少。整個(gè)焊接過(guò)程即在冷熱交替中循環(huán)往復(fù)。
(2)無(wú)飛濺冷熔滴過(guò)渡 在短路狀態(tài)下焊絲的回抽運(yùn)動(dòng)幫助焊絲與熔滴分離。通過(guò)對(duì)短路的控制,保證短路電流很小,從而使得熔滴過(guò)渡無(wú)飛濺,避免了傳統(tǒng)MIG/MAG飛濺大造成的表面缺陷。
(3)橋聯(lián)能力強(qiáng),對(duì)產(chǎn)品匹配間隙裝配要求低CMT的熔滴過(guò)渡是在電流幾乎為0的情況下,通過(guò)焊絲的回抽把熔滴送進(jìn)熔池,持續(xù)輸入熱量的時(shí)間特別短,從而給熔池一個(gè)冷卻的過(guò)程,使焊縫形成良好的橋聯(lián)能力,從而降低了薄板工件的裝配間隙要求。
2.常用CMT焊接設(shè)備形式及應(yīng)用場(chǎng)景
鑒于以上產(chǎn)品特性,CMT焊接特別適合應(yīng)用于當(dāng)前汽車頂蓋、四門、車身等焊接場(chǎng)景:
1)超薄板的焊接。
2)MIG釬焊鍍鋅板。
3)鋼與鋁的異種連接。
目前奇瑞汽車采用的CMT焊接設(shè)備有兩種形式(見(jiàn)圖1),主要應(yīng)用于自動(dòng)化線的四門及頂蓋焊接;如圖2所示,CMT焊接系統(tǒng)主要應(yīng)用于人工線的四門及頂蓋焊接。
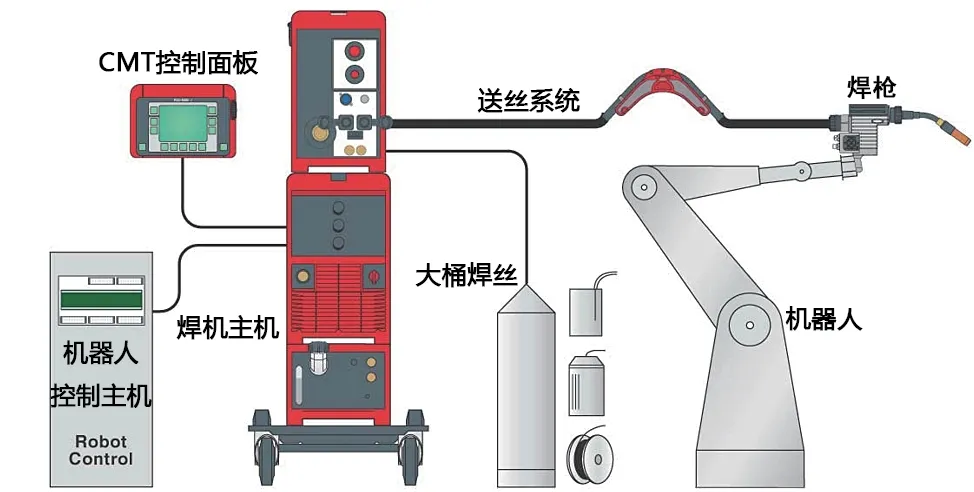
圖1 機(jī)器人CMT焊接系統(tǒng)

圖2 人工CMT焊接系統(tǒng)
天窗頂蓋CMT焊接表面質(zhì)量控制方法
雖然CMT焊接工藝相較于普通的MIG/MAG焊有了長(zhǎng)足的進(jìn)步,但是對(duì)于該種新工藝的使用仍處于一種不斷探索的狀態(tài)。由于各種不同產(chǎn)品結(jié)構(gòu)、不同工藝參數(shù)及不同使用工況,現(xiàn)場(chǎng)依然存在較多產(chǎn)品質(zhì)量缺陷。
下面通過(guò)對(duì)奇瑞某款M車型頂蓋CMT焊接應(yīng)用實(shí)例進(jìn)行分析,主要從焊接參數(shù)、焊縫位置、熔核大小及零件配合狀態(tài)等幾個(gè)方面分析CMT焊接質(zhì)量控制方法。
1.焊接參數(shù)對(duì)表面質(zhì)量的影響
通過(guò)選取不同的電壓、電流和送絲速度,發(fā)現(xiàn)在焊接電壓和送絲速度接近的情況下電流的變化對(duì)頂蓋表面變形的影響最為劇烈:電流過(guò)大容易出現(xiàn)燒穿現(xiàn)象,過(guò)小有未熔合問(wèn)題(見(jiàn)表1)。結(jié)合現(xiàn)場(chǎng)實(shí)際驗(yàn)證經(jīng)驗(yàn),一般來(lái)說(shuō)選取70A±2A的電流較為合適。
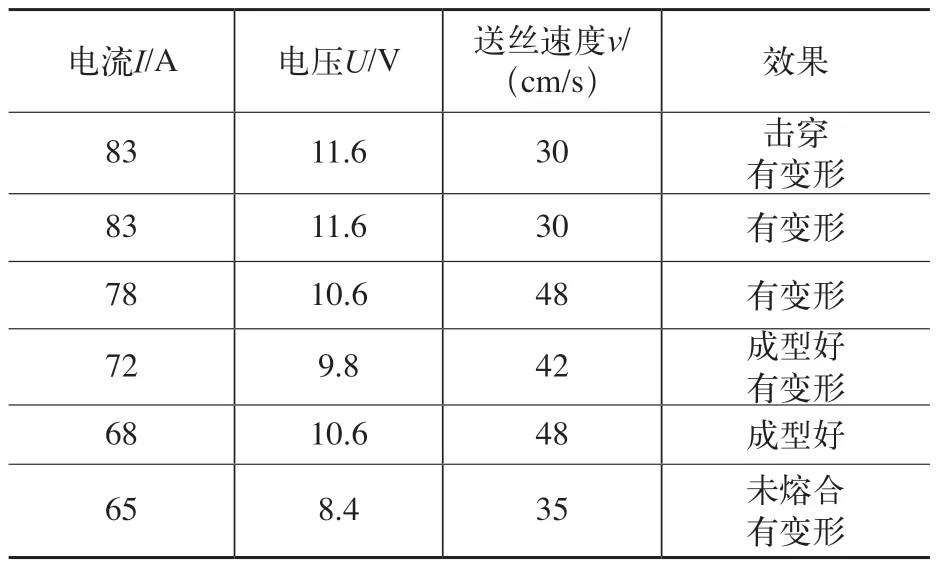
表1 不同焊接參數(shù)下的表面質(zhì)量
2.焊縫位置對(duì)表面質(zhì)量的影響
產(chǎn)品在需要焊接的位置做了工藝缺口以便確認(rèn)焊縫位置,在調(diào)試現(xiàn)場(chǎng),通過(guò)采用相同的焊接參數(shù),燒焊在不同的位置來(lái)驗(yàn)證焊縫位置對(duì)頂蓋表面質(zhì)量的影響。通過(guò)多輪實(shí)物驗(yàn)證發(fā)現(xiàn),雖然CMT焊接產(chǎn)生的熱量較小,但是越靠近頂蓋表面位置燒焊,頂蓋表面產(chǎn)生的熱變形越大,而且焊縫質(zhì)量也不如遠(yuǎn)離豁口位置的外觀質(zhì)量美觀(見(jiàn)圖3)。因此建議CMT焊縫位置應(yīng)選取在工藝缺口10mm范圍內(nèi),且盡可能遠(yuǎn)離頂蓋本體表面(焊接在內(nèi)外板料邊處)。
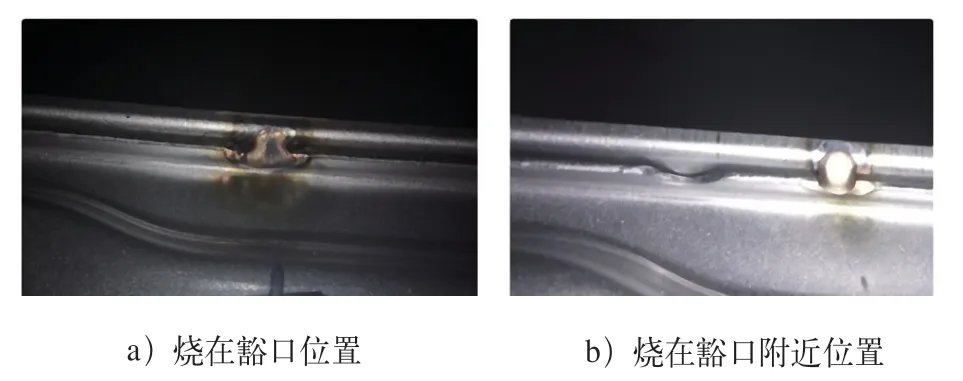
圖3 不同焊縫位置焊接效果對(duì)比
3.熔核大小對(duì)表面質(zhì)量的影響
通過(guò)對(duì)驗(yàn)證過(guò)程的不斷總結(jié),發(fā)現(xiàn)熱變形是頂蓋表面變形的一個(gè)重要因素。除了焊縫位置,焊接熔核也成為排查的的一大要素。
在驗(yàn)證過(guò)程中注意到,隨著熔核變小,頂蓋表面變形有減弱的趨勢(shì)。為降低焊接產(chǎn)生的熱變形,又能保證足夠的強(qiáng)度,建議將焊縫熔核控制在5~6mm。
4.零件匹配間隙對(duì)表面質(zhì)量的影響
零件匹配狀態(tài)的好壞直接影響到焊縫質(zhì)量及焊接效率,當(dāng)零件間隙大于1.5mm之后出現(xiàn)嚴(yán)重變形及燒穿等問(wèn)題(見(jiàn)表2)。

表2 不同零件匹配間隙下的焊接合格率
為控制零件匹配間隙,建議在焊縫附近增加夾具夾緊點(diǎn)加以控制;同時(shí)為了能減少焊接熱量產(chǎn)生的影響,支撐塊也改為銅材質(zhì),提高散熱效率。
結(jié)語(yǔ)
從前面的驗(yàn)證可以發(fā)現(xiàn),焊接參數(shù)、焊接熱量和零件匹配對(duì)頂蓋CMT焊接質(zhì)量影響最為突出。
為了提升頂蓋CMT焊接表面質(zhì)量,可以通過(guò)以下方法提升:
(1)設(shè)計(jì)合理的參數(shù)[2]如調(diào)整焊接行走角度和行走速度,一般采用15°左右的推、拉焊法,此工藝參數(shù)也直接影響焊縫的成形。
(2)提高散熱效率 除了將夾具優(yōu)化為銅塊支撐外,還可以考慮優(yōu)化焊縫數(shù)量和間距(如:長(zhǎng)邊250~290mm、短邊120~150mm);合理的產(chǎn)品結(jié)構(gòu)是工藝提升的有利基礎(chǔ)。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39