發動機缸體三刃鉆優化解決刀柄粘屑質量隱患
2021-12-23 02:35:32薛飛
汽車工藝師 2021年11期
關鍵詞:工藝
薛 飛
上汽大眾汽車有限公司 上海 201805
缸體孔系加工中有不少悶蓋孔,精度等級H9。以5B286孔為例,如圖1所示,先用兩刃帶直槽鉆將毛坯鉆出φ19.5的孔,再鉸至φ20H9。這種“鉆-鉸”的工藝路線(見圖2)是加工中小直徑孔普遍采用的加工方式,該方案加工經濟精度能達到7級。但是在實際生產過程中偶爾會遇到悶蓋孔加工直徑超差的現象,但追溯工件批次后,發現往往這種超差件的前后加工工件孔直徑都是合格的。這也就意味著通過正常的抽檢無法完全發現這種直經超差工件,只有等到缸體送到裝配線在壓裝悶蓋時才會被發現。
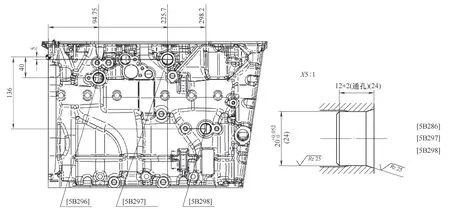
圖1 悶蓋孔工序
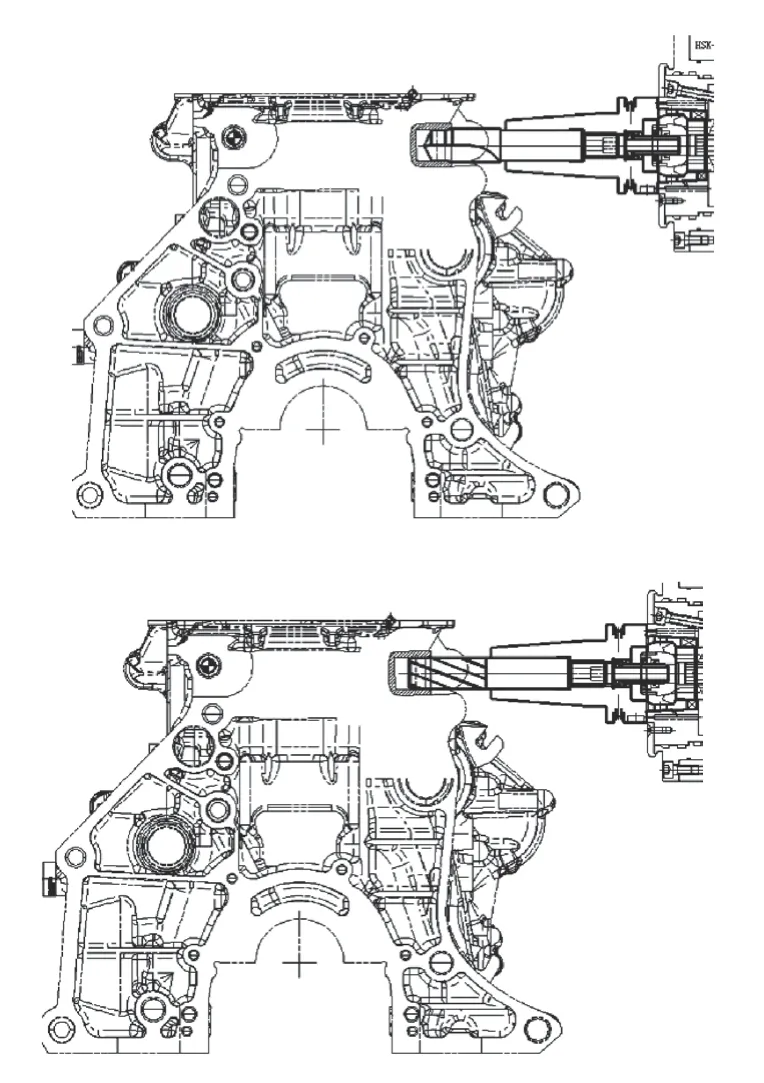
圖2 “鉆—鉸”工藝示意
問題分析
經過分析加工工藝和加工程序,認為這種超差現象是由于鉸刀刀柄粘鐵屑造成的。如圖3所示,GROB加工中心的刀庫中有一個清潔刀柄的毛刷。執行換刀的輔助命令有二種,一種是M6指令,該指令動作為先用毛刷清潔刀柄然后換刀;另一種是M66指令,該指令動作為不清潔刀柄直接換刀。當前刀具加工時間較長時,刀庫中有足夠的時間完成毛刷清潔刀柄動作,就采用M6命令換刀,當前刀具加工時間小于刀庫的換刀時間(例如只加工一個孔),為了不引起等待換刀對節拍的影響。GROB編程人員就會使用“不刷刀柄直接換刀”的方式。

圖3 刀庫清潔刀柄毛刷機構
既然找到了原因,解決的辦法就有了,只需要把鉸刀的換刀指令改為M6。問題看似解決了,但毛刷清潔刀柄過程需要3s,而且同一道工序,類似情況還不只一把刀具,需要繼續探尋是否存在既能解決主軸粘屑的問題又能不延長節拍的辦法。仔細分析工藝要求和毛坯結構,筆者提出了采用三刃鉆的加工方案。
如圖4所示,先用加工M10螺紋底孔的鉆頭將實心毛坯上鉆穿一個φ8.5mm的工藝孔,再用三刃鉆擴至φ20H9。由于M10螺紋底孔本來就在該工序上加工數量較多,應此加工螺紋底孔的時間足夠三刃擴孔鉆在刀庫內清潔刀柄。該方案同時減少了原φ19.5mm直槽鉆的換刀和切削時間。

圖4 三刃擴孔鉆結構與角度
方案實施
和普通兩刃麻花鉆相比三刃鉆有以下特點:
(1)鉆芯厚度大,鉆頭剛性好 該孔在毛坯上已經預鉆出φ8.5mm的通孔,所以鉆芯處的橫刃不參與切削,鉆頭加工時軸向抗力相對較小。
(2)三條刃帶在孔壁上支撐,導向性好 普通鉆頭是二刃帶支撐,加工過程中容易擺動,導向性差,加工出的孔容易失圓。如圖5所示,為用原“鉆—鉸”工藝與優化后擴孔工藝分別加工的缸體悶蓋孔,經三坐標測量儀測量的結果。FORM代表測量孔時,取樣點與理想圓的誤差情況。其中φ19.5mm兩刃帶直槽鉆加工FORM為0.0019mm,φ20mm鉸刀加工FORM為0.001mm,φ20mm擴孔鉆加工FORM為0.0008mm。可知采用三刃擴孔鉆加工孔的精度與鉸孔接近。
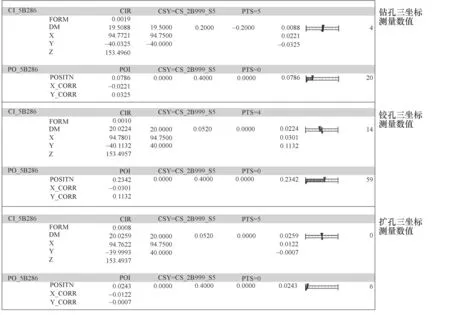
圖5 三坐標測量儀檢測結果
(3)三刃鉆相較二刃直槽鉆多一個刃口切削,刀具壽命高、進給速度快 原直槽鉆轉速2100r/min,進給525mm/min。現優化刀具后轉速1600r/min,進給750mm/min,線速度由原來的128.5m/min下降到90m/min,進給速度將近是原來的1.5 倍。刀具壽命仍然維持原來的2000件,但可省去鉸孔步驟。刀具單耗大大降低,并且前序的加工時間20.3s,有充裕的時間允許刷刀柄換刀,不但杜絕刀柄粘屑還能提升效率。由于擴孔的余量較大,加工時存在較大的切削抗,經過實際加工不斷調試加工參數,當轉速在1600 r/min時,每齒進給低于0.1mm就會產生振刀,加工的孔表面產生魚鱗紋,同時孔徑超差。
結合實際加工情況,對三刃鉆進行了兩項優化(見圖6):一是進一步加大鉆芯,提高鉆頭剛性和刀刃的強度;二是采用雙峰角的鉆尖形式,即在鉆肩增加一個1.5×90°的第二峰角,減少鉆肩磨損提高鉆頭壽命,并降低孔壁的粗超度。

圖6 鉆頭、鉸刀與三刃鉆對比
結語
針對缸體悶蓋孔加工過程中產生的直徑隨機超差現象進行深入分析,排查出產生刀柄粘屑的原因,沒有簡單的采用清潔刀柄的傳統措施,而采用三刃擴孔鉆,代替原有“鉆—鉸”工藝,既減少換刀時間提升生產效率,又降低刀具成本且能穩定地保證悶蓋孔的加工質量。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
