車身氣密性及白車身用膠技術標準
2021-12-23 02:35:36仝輝邵金金馮小斌王知
汽車工藝師 2021年11期
仝輝,邵金金,馮小斌,王知
奇瑞汽車股份有限公司 安徽蕪湖 241006
油漆車身氣密性主要檢測油漆車身密封性能,油漆車身氣密性試驗主要檢測油漆車身各空腔及焊縫是否漏氣及泄漏量大小。油漆車身需滿足焊裝涂膠、涂裝涂膠、堵件及膠塊設計狀態(tài)。
氣密性驗證目的:檢測油漆車身油泄漏量是否達到密封性能目標,并檢查白車身焊接、涂膠、涂裝PVC涂膠及堵件裝配是否滿足產(chǎn)品要求。
技術要求
白車身膠品:采用樹脂或橡膠或聚合物為基材,在白車身上主要起到密封、防腐、粘接、減振及降噪等作用,外觀主要為均勻膏狀或固體形態(tài)。
1.膠品特性
按照膠品主要性能和用途的差異進行分類,見表1。
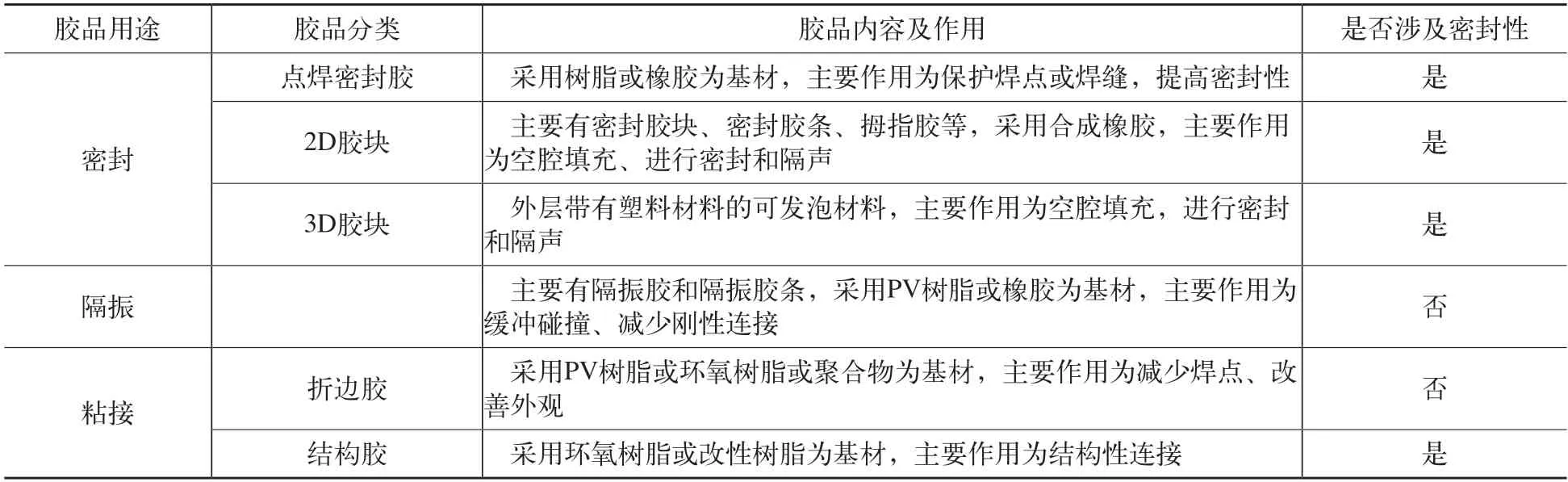
表1 膠品主要性能和用途
2.膠品類型
(1)點焊膠和結構膠 涂膠PDM圖定義:型號、尺寸定義須完整。其中尺寸定義包括膠體的直徑(或高、寬)、涂膠長度及公差,并標注每段膠的總長度。不同部位的膠須有典型斷面圖,涂膠起止端必須要有放大圖進行尺寸標注。
1)避免涂膠不連續(xù)。同一涂膠部位的膠體直徑定義須統(tǒng)一(特別是手工涂膠情況下)。
2)在同一涂膠部位避免定義2種以上容易混淆的膠種的原則,以免用錯膠。
3)車身結構設計:涂膠位置的鈑金搭接邊寬度建議不小于10mm,以避免裝配溢膠問題。
4)搭接邊設計避免過于復雜的曲面造型,保證手工涂膠不出現(xiàn)折折彎彎的S形軌跡;有條件的部位,鈑金面設計涂膠線便于控制涂膠位置。
5)不得設計鈑金缺口,影響涂膠的連續(xù)性或導致出現(xiàn)漏膠和流掛問題。
6)涂膠位置距離20mm范圍內禁止定義燒CO2焊縫。
(2)2D膠塊、拇指膠、密封膠條、隔振膠條 涂膠PDM圖定義:型號、尺寸定義須完整。其中尺寸定義包括膠塊在鈑金上的粘貼位置及尺寸公差。膠塊在鈑金上粘貼位置,必須以鈑金棱線為參照標識不同方向的距離和允許的偏差量。
車身結構設計:對膠塊或膠條的位置設計參照標識。在裝配粘貼起、末位置,設置涂膠提示標識,如凸臺、凸圈、拉延標記等。須注意的是,所有標識不得破壞鈑金密封結構。
其他要求:產(chǎn)品部門必須對膠品的膨脹特性進行確認和驗證能否充滿鈑金空腔。
(3)3D膠塊 涂膠PDM圖定義:考慮到此類膠塊一般都是采用孔定位,故PDM圖一般能夠識別清楚裝配的位置和說明裝配要點即可。
車身/膠塊結構設計:3D膠塊在車身鈑金上安裝一般采用8mm×8mm方孔和φ6mm的圓孔雙卡口結構定位,膠塊安裝后不明顯晃動、不會裝反。方孔的角度必須明確,方孔須設置為正方形,保證膠塊安裝角度正確;膠塊的插接結構部分(如卡扣等)必須設置膨脹爪、倒鉤,其周邊開口尺寸≥10mm×10mm,防止膠塊脫落。
(4)隔振膠 涂膠PDM圖定義:型號、尺寸定義須完整,其中尺寸定義包括膠塊在鈑金上的粘貼位置及尺寸公差,并標注每段膠的總長度。不同部位的膠須有典型斷面圖,涂膠起止端必須要有放大圖進行尺寸標注。
1)隔振膠的直徑定義要有公差要求,對于特殊部位(如防撞桿和門外板之間)的隔振膠直徑以產(chǎn)品驗證結果為準。
2)同一涂膠部位的膠體直徑定義須統(tǒng)一(特別是手工涂膠情況下)。
3)在同一涂膠部位避免定義兩種以上容易混淆膠種的原則,以免用錯膠。
車身結構設計:
1)隔振膠的位置和長度必須通過設計涂膠槽來保證。特殊結構無法實現(xiàn)涂膠槽的,必須有專用涂膠夾具保證;四門防撞桿/板涂隔振膠位置,可設置凸圈、拉延標記等。
2)涂膠槽槽寬、槽深的設計要結合膠品膨脹系數(shù)對板件間隙起到隔離粘結作用。
3)涂膠位置距離20mm范圍內禁止定義燒CO2焊縫。
(5)折邊膠 涂膠PDM圖定義:型號、尺寸定義須完整。其中尺寸定義包括膠體的直徑(或高、寬),其中尺寸定義包括膠塊在鈑金上的粘貼位置及尺寸公差,并標注每段膠的總長度。不同部位的膠須有典型斷面圖,涂膠起止端必須要有放大圖進行尺寸標注。
1)門蓋折邊膠的直徑和膠中心離外板棱線距離H需進行產(chǎn)品驗證確認保證涂裝烘烤后不溢膠、不會產(chǎn)生PVC氣泡。折邊膠的直徑定義要有公差要求,距離H不小于6mm。如圖1所示。
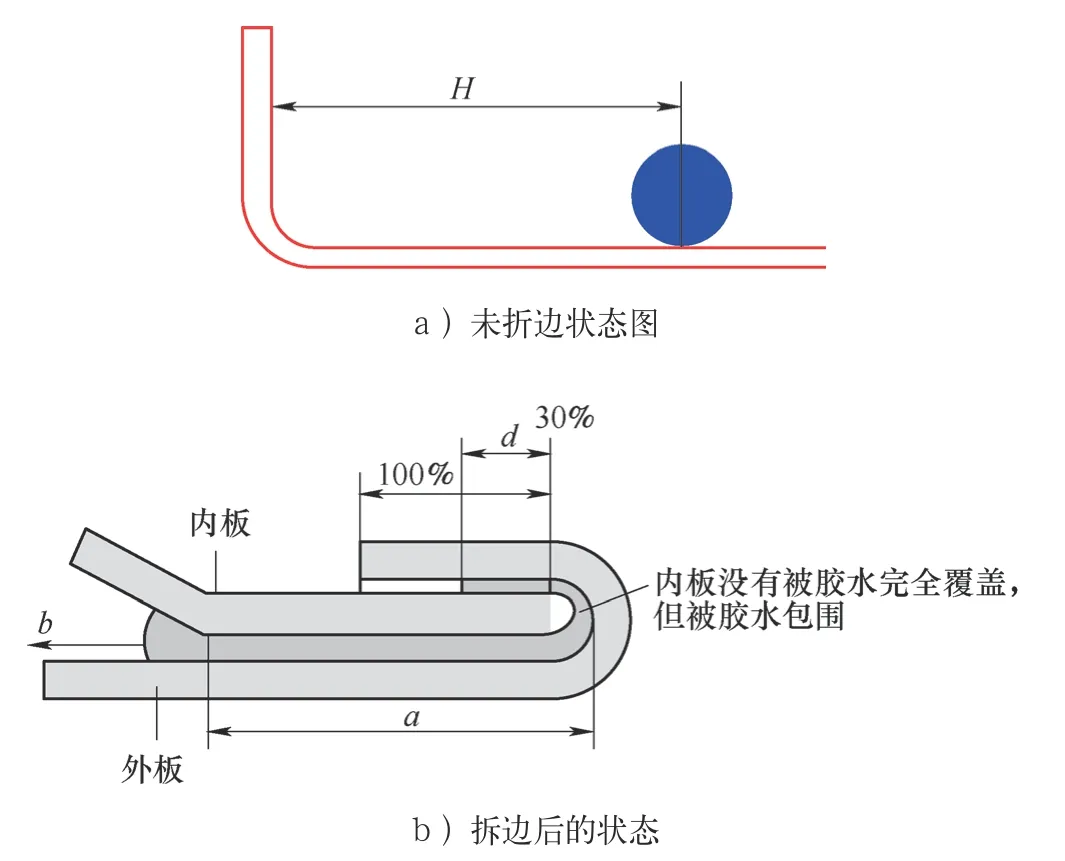
圖1 折邊膠狀態(tài)
2)對于四門總成門鎖扣一側立面包邊、前蓋和后蓋總成與側圍配合的兩側包邊、其他一些包邊寬度較小部位建議增大離邊距離H,實現(xiàn)包邊內部空洞化盡可能減少涂裝烘烤后溢膠導致PVC氣泡現(xiàn)象。
涂膠工藝要求
1.工藝實現(xiàn)方式
建議采用機器人實現(xiàn)折邊膠、點焊膠、結構膠及隔振膠的涂抹,以便保證涂膠軌跡和尺寸的一致性。特別是同一個涂膠部位定義不同的涂膠尺寸和位置度要求的,必須使用機器人。
2.涂膠工裝
1)采取手工涂膠,根據(jù)工藝需要增加專用的涂膠支架或者涂膠夾具。產(chǎn)品設計不能設計涂膠線、涂膠槽結構的,必須在規(guī)劃時考慮涂膠支架或涂膠夾具上增加涂膠導向槽(見圖2),便于控制涂膠的位置。

圖2 涂膠夾具實例
2)涂膠處,零件的裝配方向應該沿涂膠面的垂直方向,否則側面的滑動會把膠蹭掉,定位設置時需考慮。
3.涂膠施工條件
由于膠品中的環(huán)氧樹脂會隨溫度降低而黏度增大,冬季氣溫較低時會增大打膠難度。結合工廠溫度差異,冬季需做好膠品加熱工作。
人工膠品加熱器使用時間為每年的11月1日到次年的3月30日。烘烤箱的加熱溫度一般情況下設置在40~55℃,加熱溫度推薦45℃,具體根據(jù)現(xiàn)場實際情況在范圍內調整。累計烘烤時間不得超過8h。
手工涂膠一般采用小支膠。對于單支用量大于3臺份的涂膠工位,須在操作停頓間隙對膠品進行保溫,以免膠品黏度下降、出膠困難。可以在工位增加保溫設備(見圖3)。

圖3 保溫設備
專用涂膠機涂膠一般采用桶裝膠。涂膠機必須有加熱功能、溫度報警功能。加熱溫度設置范圍一般情況下在20~40℃,加熱溫度推薦30℃。具體根據(jù)現(xiàn)場實際情況在范圍內調整。在涂膠機上安裝一個低位極限開關,壓盤下表面與桶底內表面的距離為2cm左右時換桶,以免空打吸入空氣導致斷膠。換桶時要注意清潔度,避免雜質混入材料之中,導致出膠嘴堵塞。
4.環(huán)境要求
涂膠設備、操作工位設置和現(xiàn)場要滿足ISO14000:2004環(huán)境體系要求。膠槍在不使用時,必須有專用槍架(見圖4)。槍架上設計殘膠收集盒,便于處理,以免影響現(xiàn)場環(huán)境。殘膠收集盒和空膠桶按照《現(xiàn)場5S管理規(guī)定》和《危險廢物處置辦法》處置。

圖4 槍架應用
車身氣密性驗證階段及驗證方法
1.虛擬驗證階段
對涂膠有效搭接面寬度、涂密封膠位置、涂膠軌跡、3D膠塊安裝可靠性、2D膠塊安裝可靠性、漏氣、水風險點以及車身“老鼠洞”采用數(shù)據(jù)校核的方法進行驗證,重要涂膠工位PDM圖上要特別指示,重要涂膠工位原則上需規(guī)劃機器人涂膠。
2.試制驗證及第一輪工藝驗證階段
在數(shù)據(jù)上校核對氣密性有影響的部位,是否在PDM圖上有涂膠定義;PDM圖對涂膠尺寸、位置定義是否完整,PDM圖膠品尺寸公差定義合理性,涂膠工藝保障能力,涂膠樣板需要在第一輪工藝驗證階段制作完成。
3.第二輪工藝驗證階段
1)工藝文件核查:作業(yè)文件和涂膠樣板涂膠尺寸、公差、位置等需要定義完整,作業(yè)文件和涂膠樣板、涂膠尺寸、公差及位置等要和PDM圖一致。
2)工裝保障能力:工裝、涂膠設備要保證作業(yè)標準,如工裝有無涂膠和貼膠片標識、導向裝置的位置是否符合。
3)涂膠施工條件:涂膠施工條件需要滿足,比如加熱及保證出膠連續(xù)等。
4)涂膠工藝參數(shù):涂膠的工藝參數(shù)需要定義,現(xiàn)場驗證是否合理(針對機器人涂膠,見涂膠參數(shù)表)。
5)涂膠操作性:確認工序拆分方式(避免人工立面打膠,零件的裝配方向應該沿涂膠面的垂直方向,盡量將膠涂在有涂膠標識的零件上)。
6)實物與工藝一致性:需要將涂膠零件閉合后再打開確認是否有斷膠少膠等。
7)通過總裝涉水驗證確認車身問題點,逆向改進。
8)量產(chǎn)車身氣密性定期抽測進行氣密性試驗。
4.第三輪工藝驗證及工藝優(yōu)化及維護階段
1)連續(xù)驗證記錄10臺份以上涂膠效果,具體記錄內容參見附件《涂膠驗證記錄表》,并跟蹤到涂裝總裝淋雨試驗是否有漏水現(xiàn)象。
2)通過總裝涉水驗證確認車身問題點,逆向改進。
3)量產(chǎn)車身氣密性定期抽測進行氣密性試驗。
過程質量要求
工位自檢:涂膠后對涂膠的位置及涂膠量進行100%自檢,且不能出現(xiàn)斷膠情況。焊接成總成后確認是否溢膠。
過程檢驗:針對過程檢驗點或CP5檢驗點能夠識別的涂膠部位,須進行100%檢查。特別要重點控制溢膠的處置。
剖檢檢驗:分總成及車身總成剖檢時需對四門兩蓋和頂蓋的隔振膠及折邊膠的有效性進行檢驗。
原則上出現(xiàn)溢膠必須進行清擦。對經(jīng)過涂裝和總裝工藝分析無影響的溢膠部位,不會導致涂裝和總裝工藝實施困難和質量問題的(如PVC涂抹和制件裝配),可以考慮不用清擦。清擦可以采用浸潤有機溶劑(比如焊機和夾具的氣路潤滑油)的干凈抹布。

結語
未來汽車的發(fā)展方向是節(jié)能環(huán)保和輕量化,車身用膠也必然朝著綠色、環(huán)保和節(jié)能的方向發(fā)展。考慮目前大部分車身膠粘劑均為流體膏狀物,易污染環(huán)境,固體膠逐漸代替流體膠應用在車身,例如密封用膠條、隔振膠帶、補強膠片、結構膠片和膨脹膠塊等已在部分車企得到了應用與推廣。
猜你喜歡
海峽姐妹(2020年9期)2021-01-04 01:35:44
VOGUE服飾與美容(2020年9期)2020-09-02 14:47:26
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東青年(2016年1期)2016-02-28 14:25:25
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
當代修辭學(2014年3期)2014-01-21 02:30:44
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
