基于FIFA理念的尾燈安裝孔偏移風險評估
2021-12-23 02:35:36秦緒軍欒成楊壯壯
汽車工藝師 2021年11期
秦緒軍,欒成,楊壯壯
北京奔馳汽車有限公司,北京 100176
FIFA(First Involve First Act)理念,即先期介入,提前行動,是北京奔馳近年來倡導的分析解決問題的一種理念,尤其在分析解決質(zhì)量問題上,其核心思想應用在逐步體現(xiàn)。在當今汽車行業(yè),數(shù)字化、信息化、智能化飛速發(fā)展,特別是在新車型、新項目上得到廣泛應用,給許多難解的問題提供了量化的數(shù)據(jù)支持,以及大量可供參考的以往項目的經(jīng)驗總結(jié),F(xiàn)IFA理念就是在此大背景下提出,在北京奔馳被賦予越來越多的含義。本文就是基于這一理念,在某車型中期改款時,就尾燈裝配出現(xiàn)的間隙大問題,先期介入,通過設計制造鉆孔工裝,鉆孔試裝105輛試驗車,提前預估尾燈裝配間隙大問題優(yōu)化方案的風險點,評判可行性,將風險降到最低,降低成本。
存在問題及解決方案
1.主要問題
公司某車型中期改款時,戴姆勒也在全球工廠推行精準外觀,尾燈前角與側(cè)圍間隙1-400_3考核標準變嚴,如圖1所示。2級考核標準由改款前的≥2mm變?yōu)椤?.8mm,在尾燈輪廓的優(yōu)化上,在尾燈面罩對應1-400_3點處增加材料0.25mm,使得尾燈輪廓尺寸在該區(qū)域的控制上走公差上線:同時對于尾燈安裝孔位置尺寸,如圖2所示(圖中數(shù)字表示孔的位號),對3號安裝孔做下調(diào)處理。經(jīng)過多次的尾燈與白車身安裝孔位置尺寸的優(yōu)化后,1-400_3點左側(cè)間隙為1.1mm左右,基本滿足工藝要求,右側(cè)間隙雖然得到大幅度緩解,但是仍有將近43.5%的缺陷率,最終優(yōu)化方向定位在對尾燈安裝1號孔Z向進行偏移,但是該孔為沖壓件自帶,Z向偏移量以及偏移后會不會帶來其他質(zhì)量問題都不確定,因此,直接更改沖壓模具風險太大,需要確定1號孔偏移量以及偏移后風險評估,并根據(jù)評估結(jié)果制定后續(xù)優(yōu)化方案。
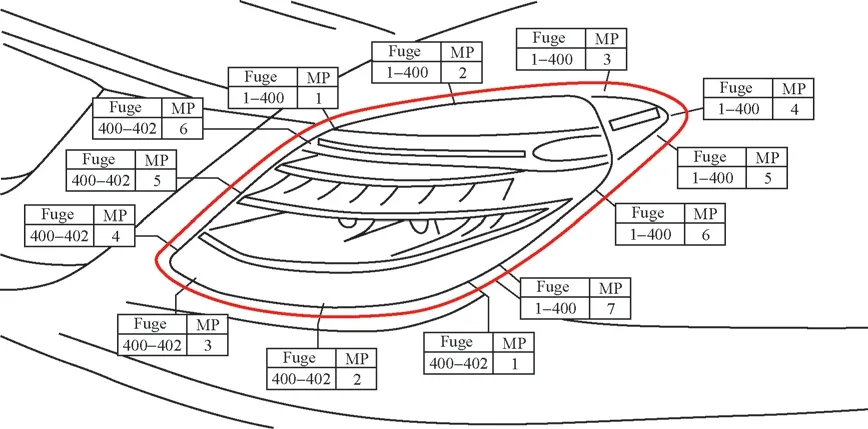
圖1 尾燈到側(cè)圍間隙、平順考核點

圖2 205尾燈裝配孔示意
2.解決方案
技術(shù)路線如下:
1)鉆孔工裝設計及制造。
2)工裝調(diào)試。
3)鉆孔及試裝。
4)試裝結(jié)果評估。
鉆孔工裝設計及制造
1.鉆孔工裝定位基準設計及制造
鉆孔工裝定位基準設計參考尾燈裝配定位點以及質(zhì)量考核點,設計上采用尾燈坐標系零點為工裝定位基準,如圖3所示。按照工裝定位3-2-1原則[1],在3個Y方向(MP1、MP2以及MP3)、2個Z方向(MP4和MP5)以及1個X方向(MP6)限制工裝6個自由度,以此來定位工裝,根據(jù)公司工裝設計標準要求,定位基準設計三維可調(diào),調(diào)整量為5mm。
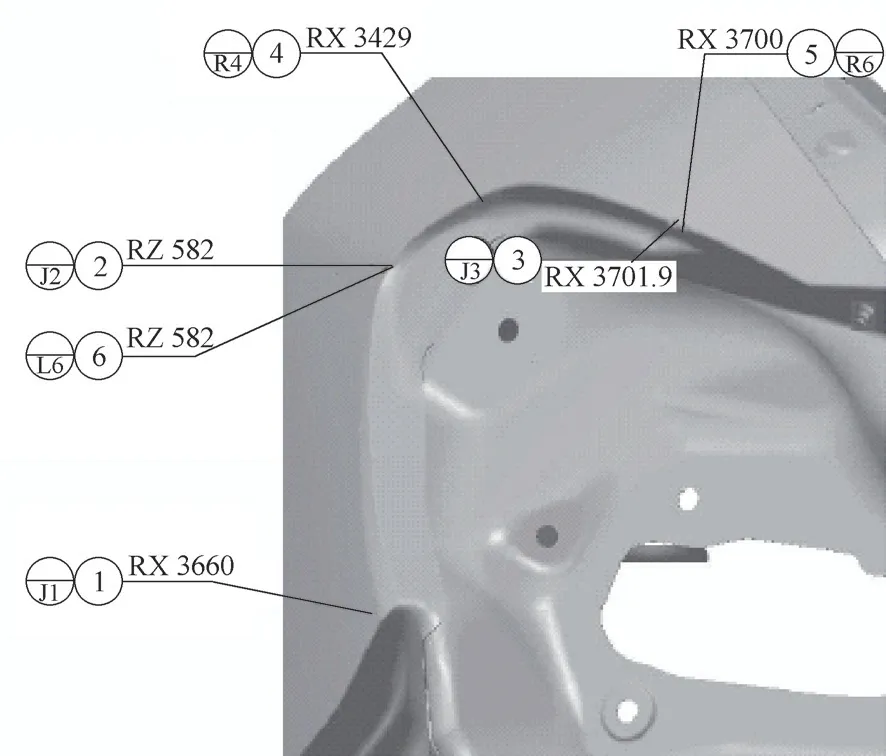
圖3 鉆孔工裝定位基準
MP2點X向定位和MP6點Y向定位以及MP3點Y向定位和MP5點Z向定位,分別采用溝槽結(jié)構(gòu)設計,一起定位兩個方向,如圖4、圖5所示,溝槽與車身隨形。MP4點定位塊也采用溝槽設計,只定位Z向,如圖6所示。MP1定位塊設計采用20mm×20mm方形隨形塊定位工裝Y向,如圖7所示。定位隨形塊材質(zhì)采用尼龍塊,確保工裝不磕傷車身。
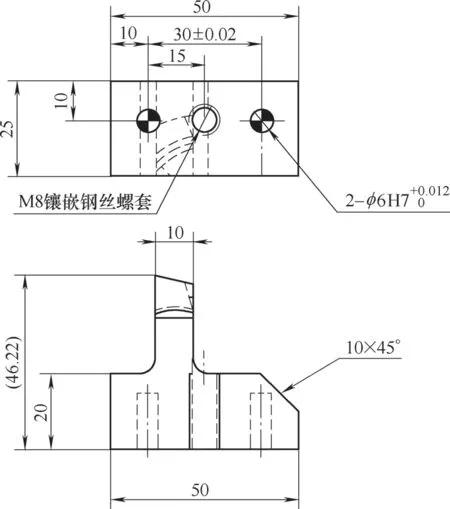
圖4 MP2點X向定位和MP6點Y向定位塊

圖5 MP3點Y向定位和MP5點Z向定位塊
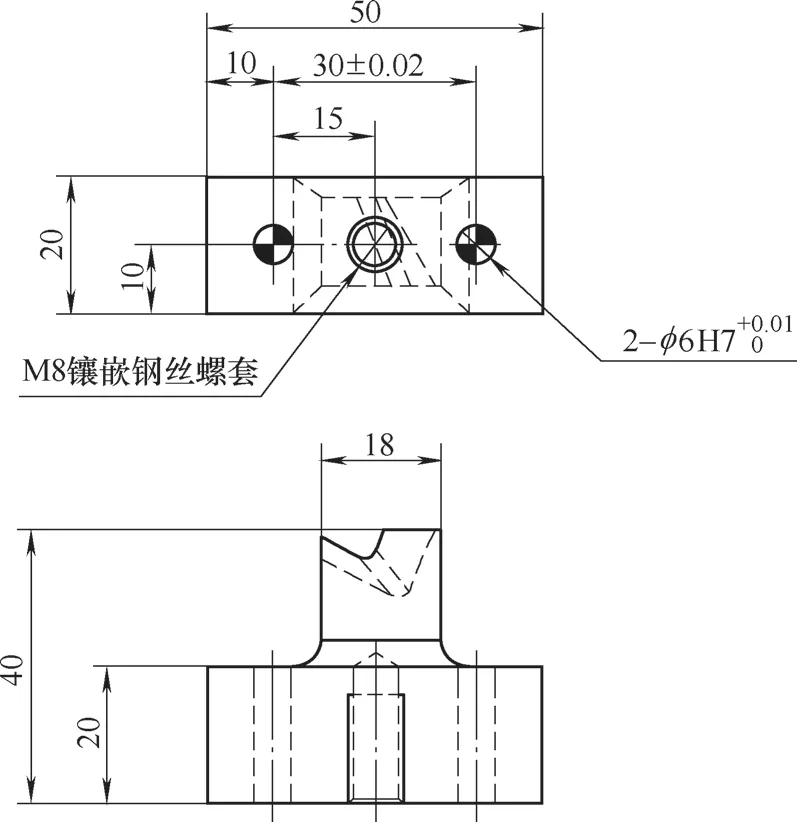
圖6 MP4點Z向定位塊

圖7 MP1點Y向定位塊
技術(shù)要求如下:
1)全部周邊銳角去毛刺倒角C=1.0mm。
2)未注公差按GB/T1804 M級加工。
3)表面不充許有明顯的劃傷。
2.鉆孔定位基準設計及制造
鉆孔位置設計成三維可調(diào)、可更換的套筒,便于在完成試裝試驗后,改造成檢具使用,套筒直徑設計成直徑φ10mm和φ13mm兩種型號,如圖8所示。材料為Cr12mov,硬度要求:58~62HRC。鉆孔試驗完成后,更換套筒可將工裝作為檢具使用,用于檢測1號尾燈裝配孔的位置尺寸偏差,設計方案為:設計畫線銷,畫線銷外徑與套筒精密配合,畫線銷前端設計劃針,劃針軸線與畫線銷軸線水平距離為8mm,劃針采用淬火處理,硬度要求:58~62HRC。
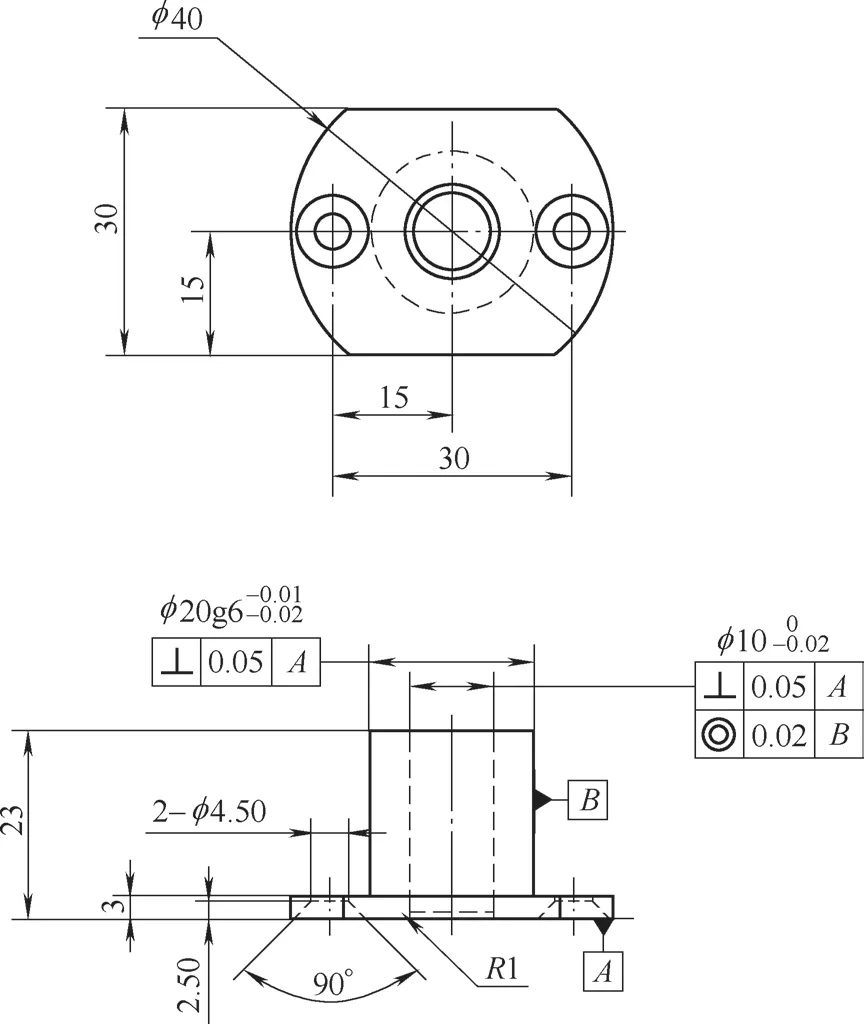
圖8 鉆孔工裝套筒
3.導向銷與鎖緊機構(gòu)設計及制造
工裝設計導向銷偏于定位,導向銷位于2號尾燈安裝孔處,導向銷位置設計成三維可調(diào),另外,增加鎖緊設計,位于尾燈的3號安裝孔處,直徑比孔徑小1mm,材料為Cr12mov。如圖9和圖10所示。

圖9 導向銷二維設計
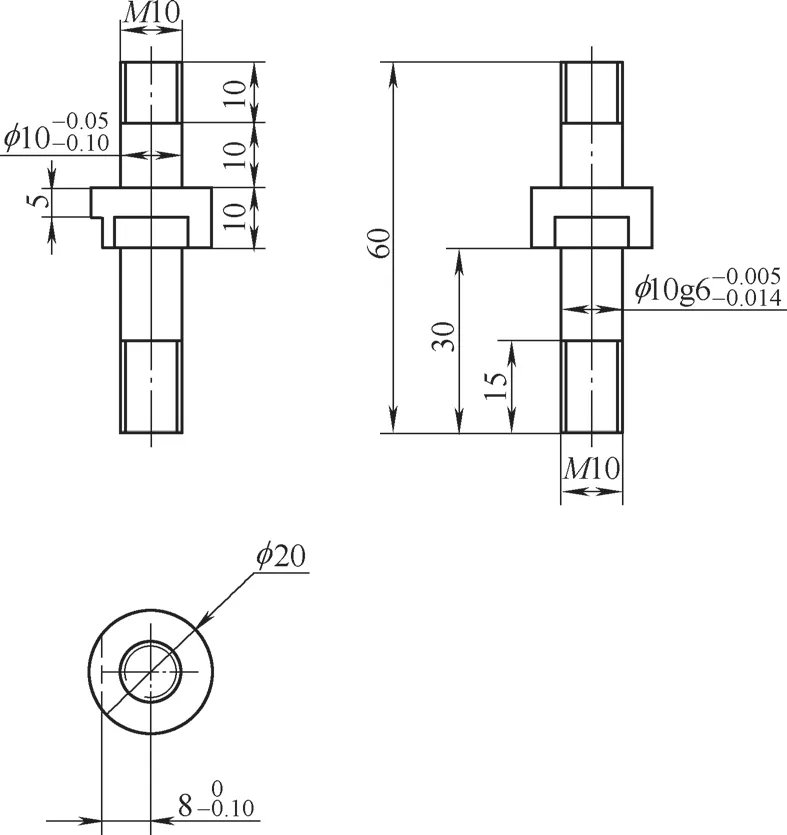
圖10 鎖緊銷二維設計圖
4.鉆孔工裝框架設計及制造
為了減輕工裝的整體質(zhì)量,工裝框架材質(zhì)鋁合金:6061,工裝主體框架設計標定孔,用與后續(xù)工裝檢測標定,設計二維圖如圖11所示。

圖11 鎖緊銷二維設計
5.鉆孔工裝組裝
各組件設計完成后,按照BBAC工裝設計要求出具二維圖樣,根據(jù)圖樣要求對鉆孔工裝各組員進行加工制作,其中定位塊均采用數(shù)控加工。各組員加工完成并檢測合格后,按裝配圖組裝,如圖12所示,調(diào)整墊片安裝為2mm+2mm+1mm。鉆孔工裝裝配實物如圖13所示。

圖12 鉆孔工裝三維裝配示意
鉆孔工裝調(diào)試
工裝組裝完成后,進行三坐標檢測,如圖14所示。根據(jù)檢測數(shù)據(jù)對工裝進行調(diào)整,保證:各定位塊在定位方向的公差在±0.1mm,鉆孔套筒在X、Y、Z三個方向的公差分別為±0.1mm。調(diào)整時保證5mm的標準墊片調(diào)整量,不足部分用墊板補充。調(diào)整完成后,對工裝進行三坐標復測,再對不合格部分進行調(diào)整,直至所有定位單元及加工單元完全符合標準。
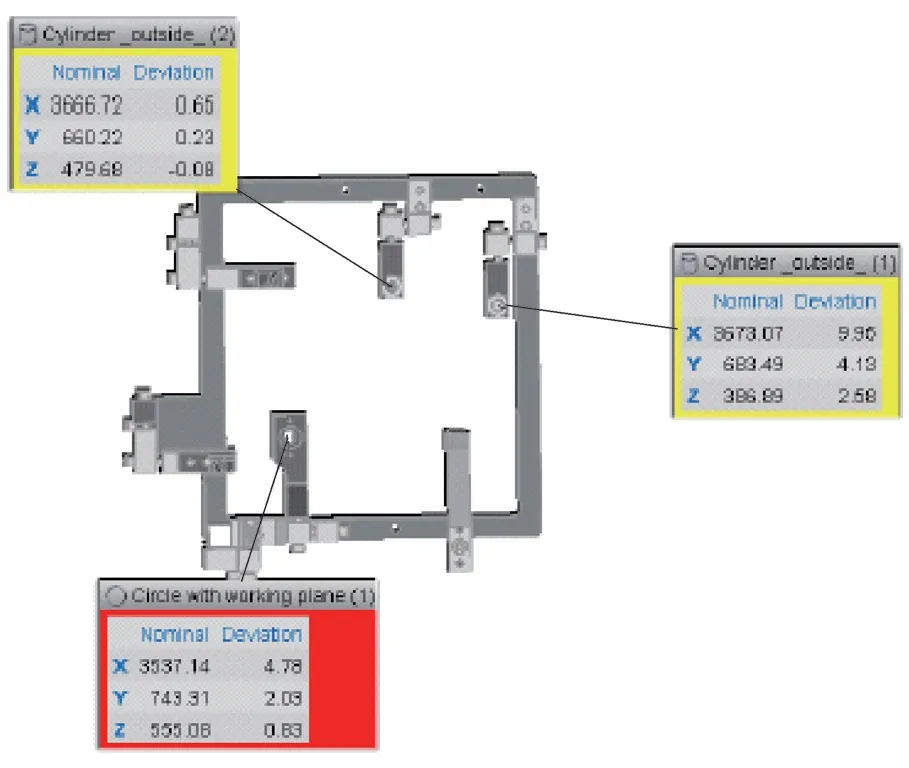
圖14 鉆孔工裝三坐標檢測
工裝三坐標檢測合格后,生產(chǎn)現(xiàn)場進行調(diào)試,保證鉆孔工裝各定位單元隨形塊與側(cè)圍保持良好隨形。由于現(xiàn)生產(chǎn)的側(cè)圍狀態(tài)與數(shù)模理論數(shù)據(jù)有少許偏差,根據(jù)現(xiàn)場實際情況,對工裝各定位塊與側(cè)圍的匹配狀態(tài)進行檢查,調(diào)整隨形塊角度,使其與側(cè)圍完全貼合。若調(diào)整角度后仍不能完全貼合的,對隨形塊進行微打磨處理,使其與側(cè)圍良好貼合,避免后續(xù)試驗對側(cè)圍造成外觀缺陷。導向銷和固定銷調(diào)整到空位中心,保留有0.5mm的間隙,避免其對工裝定位造成過定位。
鉆孔及總裝試裝
鉆孔工裝現(xiàn)場調(diào)試完成后,利用工裝進行鉆孔試驗。試驗需要兩名工人來配合完成,其中一人手持工裝,并確保工裝的定位良好;另一人利用氣動手鉆對側(cè)圍進行鉆孔,如圖15所示,鉆頭直徑選用φ10mm,鉆孔后孔徑為φ10.2~φ10.3mm,系列化生產(chǎn)沖壓沖孔直徑為φ10.2mm,總裝安裝尾燈在保證不漏水及安裝容易的前提下,該孔孔徑在φ10.2~φ10.5mm。鉆孔后第一輛車送三坐標檢測,根據(jù)測量數(shù)據(jù)對工裝進行調(diào)整,調(diào)整到鉆孔位置尺寸與系列化生產(chǎn)時狀態(tài)一致,之后對套筒Z向位置進行調(diào)整,分別實現(xiàn)鉆孔位置Z+0.3mm、Z+0.6mm、Z+1mm偏移,并將鉆孔后白車身送三坐標檢測,確定實際偏移量,后續(xù)跟蹤總裝尾燈的裝配狀態(tài),并送檢整車考核,對尾燈與側(cè)圍以及尾燈與后杠的間隙平順進行測量。結(jié)果發(fā)現(xiàn),對1號安裝孔位置做Z+0.6mm偏移,總裝裝配及整車尾燈考核1-400_3點間隙都處于最佳的狀態(tài)。后續(xù)試驗保證1號安裝孔位置的Z+0.6mm偏移量,進行鉆孔試驗,完成后續(xù)100輛鉆孔試驗車,并跟蹤尾燈與側(cè)圍以及尾燈與后杠的間隙平順狀態(tài)。

圖15 手動鉆孔試驗
試裝結(jié)果及評估
鉆孔試驗車,孔位Z向三坐標檢測數(shù)據(jù)以及尾燈與側(cè)圍、尾燈與后杠的間隙平順測量數(shù)據(jù)如圖16和圖17所示。

圖16 試驗間隙測量結(jié)果
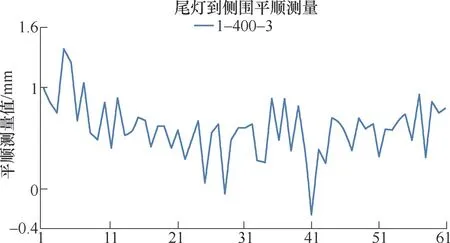
圖17 試驗平順測量結(jié)果
從試裝結(jié)果可以看出:尾燈1號安裝孔Z+0.6mm偏移后,尾燈與側(cè)圍1-400_3點間隙變小,缺陷率降低,缺陷率由實驗前的43.5%下降到4.9%。但是,于此同時尾燈與側(cè)圍1-400_3點平順變差:比試驗前的外閃約0.5mm,缺陷率由實驗前的0%到4.9%左右。另外,尾燈與后杠考核點400-402_4間隙也有變大趨勢,缺陷率上升約14%。
結(jié)語
本項目的完成,設計制造了尾燈1號安裝孔鉆孔及檢測工裝,并完成了105輛鉆孔試驗車,實驗結(jié)果顯示:尾燈1號安裝孔偏移后,尾燈與側(cè)圍1-400_3點間隙缺陷率下降38.6%,但是,尾燈與側(cè)圍1-400_3點平順缺陷率上升4.9%。另外,尾燈與后杠考核點400-402_4間隙缺陷率上升約14%。不能單獨通過抬高尾燈1號安裝孔這一措施來緩解1-400_3點間隙大問題,需結(jié)合其他方案解決這一措施實施后帶來的風險。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
