曲軸加工技術(shù)分析及優(yōu)化
2021-12-23 19:27:09張彥崗李二紅張曉輝張倉平白澤兵
機(jī)電信息 2021年30期
張彥崗 李二紅 張曉輝 張倉平 白澤兵

摘 要:高性能中高速柴油機(jī)廣泛應(yīng)用于船舶動力、發(fā)電領(lǐng)域。曲軸是柴油機(jī)的核心部件,因其形狀復(fù)雜、精度要求高,國內(nèi)很多廠家很難對曲軸的加工精度和生產(chǎn)效率進(jìn)行有效控制。曲軸的加工精度和生產(chǎn)效率取決于加工技術(shù)設(shè)計合理與否,尤其是曲軸熱處理會產(chǎn)生較大的應(yīng)力及變形,并影響隨后的精磨,導(dǎo)致曲軸加工精度很難提高。基于此,針對某型號曲軸,詳細(xì)分析了關(guān)鍵機(jī)械加工工序及熱處理工序,找到了影響曲軸精度的關(guān)鍵因素,并對曲軸加工工藝進(jìn)行了優(yōu)化設(shè)計。
關(guān)鍵詞:曲軸;變形;控制;優(yōu)化
0 ? ?引言
曲軸是柴油發(fā)動機(jī)中傳輸動力的核心部件。在柴油發(fā)動機(jī)的工作循環(huán)中,曲軸承受的載荷不斷變化,因此對曲軸的剛度、韌性、耐磨性、抗疲勞強(qiáng)度等要求很高[1]。
本文討論的某型號曲軸總長2 m,有8個連桿軸頸、9個主軸頸,主軸頸、連桿軸頸及其圓角采用中頻淬火強(qiáng)化。中頻淬火產(chǎn)生熱應(yīng)力會引起曲軸變形,且其會一直影響到后續(xù)的磨削。
控制曲軸跳動是該曲軸的加工難點,本文根據(jù)該型號曲軸小批量加工全過程各工序的詳細(xì)數(shù)據(jù),重點圍繞跳動控制進(jìn)行詳細(xì)分析,找到影響跳動的主要因素,提出合理有效的措施,優(yōu)化加工工藝。
該曲軸的主要加工工藝流程為:鍛造毛坯—調(diào)質(zhì)—粗銑一—第一次高溫時效—粗銑二—第二次高溫時效—精銑—第三次高溫時效—粗磨—中頻淬火—修中心孔—精磨—拋光—探傷—清洗—最終檢驗。
1 ? ?影響曲軸精度的主要工序分析
1.1 ? ?鍛造毛坯
大功率柴油發(fā)動機(jī)的曲軸毛坯常用鍛件,根據(jù)各種鍛造工藝的特點,主要有墩鍛工藝、整體模鍛工藝。墩鍛工藝使用特制的工裝,在液壓機(jī)上通過逐拐變形實現(xiàn)曲軸鍛件逐拐的整體成型,最終獲得毛坯鍛件。而整體模鍛是采用整體鍛造模具,在液壓機(jī)上一次鍛造成型。
在加工工藝研究過程中,上述兩種狀態(tài)的毛坯都采用過。對比兩種狀態(tài)的毛坯,在后續(xù)機(jī)械加工及調(diào)質(zhì)過程中發(fā)現(xiàn),單拐墩鍛毛坯變形不規(guī)律,后續(xù)加工中很難消除其變形,粗銑后曲軸跳動依然很大,導(dǎo)致后續(xù)加工余量不足,無法繼續(xù)加工;而且該種鍛造工藝應(yīng)力分布雜亂,在后續(xù)中頻淬火后,曲軸彎曲變形不規(guī)律,高點位置隨意,很難控制。因此該種狀態(tài)的毛坯不建議繼續(xù)使用。
整體模鍛件毛坯,整體余量均勻,應(yīng)力分布較好。體現(xiàn)在后續(xù)加工中,每次粗銑后,零件跳動較小,在0.4~1 mm之間,而且經(jīng)過高溫時效后還會減小,通過跟蹤小批次曲軸的加工情況可知,變形比較穩(wěn)定。因此后續(xù)加工中建議使用整體模鍛件毛坯。
1.2 ? ?調(diào)質(zhì)
零件整體調(diào)質(zhì),硬度302HB~363HB,抗拉強(qiáng)度980~1 180 MPa。曲軸調(diào)質(zhì)有兩種方式:第一種是井式爐加熱,零件豎直吊裝入液淬火;第二種是箱式爐水平放置加熱,零件水平放置入液淬火。
比較兩種熱處理方式,在后續(xù)機(jī)械加工中發(fā)現(xiàn),采用第二種調(diào)質(zhì)方式的零件彎曲變形較大,而且經(jīng)過粗銑一消除變形后,經(jīng)過第一次高溫時效,零件跳動依然會很大;經(jīng)過粗加工消除跳動后,在中頻淬火時其跳動依然會很大且不容易控制。而采用第一種調(diào)質(zhì)方式的零件在后續(xù)加工中其變形非常規(guī)律且容易控制,能夠滿足后續(xù)粗精銑、中頻淬火、粗精磨工序要求。
1.3 ? ?粗銑一
曲軸調(diào)質(zhì)后進(jìn)行第一次粗銑,粗銑主軸頸、連桿軸頸、曲臂,此工序使用曲軸內(nèi)銑機(jī)床。此工序為毛坯鍛造后第一次粗加工,切削余量大且不均勻(主軸頸及連桿軸頸單邊銑削余量4 mm),切削過程中振動較大;毛坯經(jīng)過畫線工序,導(dǎo)致余量不均勻,甚至局部有毛坯面加工不出來,加工完成后,零件跳動在1~2 mm。粗銑完零件會產(chǎn)生較大的殘余切削應(yīng)力,因此對其進(jìn)行高溫時效處理,以消除殘余切削應(yīng)力[2]。
1.4 ? ?第一次高溫時效
粗銑加工后,曲軸的組織內(nèi)部會產(chǎn)生切削殘余應(yīng)力,因此曲軸在粗加工后,需進(jìn)行去應(yīng)力處理。此工序采用箱式爐高溫回火,溫度550 ℃,保溫5 h,曲軸放在專用回火夾具中,水平放置,高點向上,隨爐冷卻至室溫。高溫回火后,曲軸跳動將減小0.1~0.5 mm。可以看出,高溫時效處理能有效減小加工過程中產(chǎn)生的切削應(yīng)力。
1.5 ? ?粗銑二
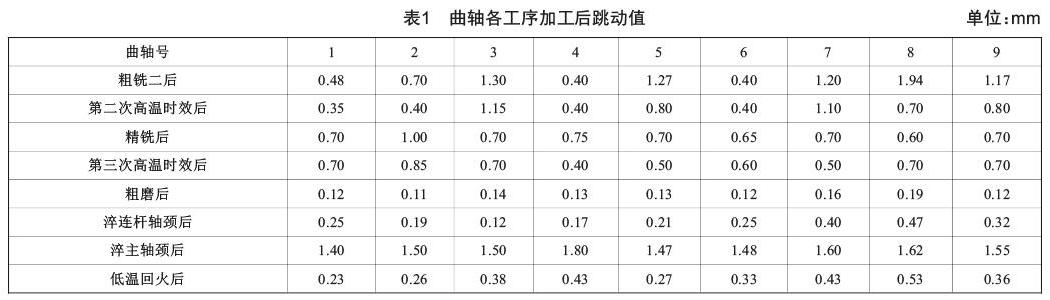
曲軸第二次粗銑,此工序去除了主軸頸及連桿軸頸單邊加工余量4 mm,由于已進(jìn)行了一次銑削加工,此工序加工余量相對均勻,切削狀態(tài)良好。此工序仍然采用曲軸內(nèi)銑設(shè)備。零件加工完成后,其跳動值在0.4~1.94 mm,比一次粗銑后明顯降低,具體如表1所示。
1.6 ? ?第二次高溫時效
由于粗銑二去除了較大的余量,因此對曲軸進(jìn)行二次高溫時效。參數(shù)及方式與第一次高溫時效相同。高溫時效后曲軸跳動將減小(表1),減小量最大為1.24 mm,可以看出,高溫回火能有效減小加工過程中產(chǎn)生的切削應(yīng)力。
1.7 ? ?精銑
精銑曲軸,主軸頸單邊余量3 mm,連桿軸頸單邊余量2.5 mm。此工序仍然采用曲軸內(nèi)銑設(shè)備。該工序零件加工完成后,曲軸各開檔直線尺寸已到成品尺寸,軸肩留余量進(jìn)行后續(xù)磨削加工。加工完成后其跳動均小于1 mm,比粗銑有所減小(表1)。
1.8 ? ?第三次高溫時效
曲軸精銑后為減小切削殘余應(yīng)力,進(jìn)行第三次高溫時效,參數(shù)與方式同前兩次,高溫時效后跳動減小(表1),最大減小量達(dá)到0.35 mm,說明本次高溫時效可以減小應(yīng)力,但減小幅度沒有前兩次大。
1.9 ? ?粗磨
粗磨主軸頸及連桿軸頸,磨削余量單邊0.85 mm,所用設(shè)備為曲軸磨床,主軸頸與連桿軸頸一次裝夾磨削,能夠很好地保證尺寸的一致性,磨削完成后曲軸最大跳動如表1所示。
1.10 ? ?中頻淬火
淬火在中頻感應(yīng)淬火機(jī)床上進(jìn)行,三爪卡盤夾緊自由端,三爪卡盤與傳動軸浮動連接,只起到傳遞扭矩的作用,曲軸在自由狀態(tài)下進(jìn)行中頻感應(yīng)淬火。由于圓角部位的淬火,曲軸變形較大,達(dá)到1 mm以上,這個變形量不能滿足工藝要求。之后設(shè)計專用夾具,調(diào)整電壓、功率、加熱時間等參數(shù),同時確定先對連桿軸頸淬火,再對主軸頸淬火,通過一系列的多次試驗,最終有效減小了曲軸在淬火過程中的變形。中頻淬火后,檢測曲軸直線尺寸,發(fā)現(xiàn)曲軸長度縮短了0.6~1.3 mm。
連桿軸頸淬火,淬火順序為先中間后兩邊,感應(yīng)器依次對各連桿軸頸進(jìn)行淬火。淬火時使用專用工裝,能夠?qū)Ω鬏S頸進(jìn)行壓緊,由于相位的不同,根據(jù)理論推算,具體淬火時壓緊相應(yīng)的軸頸,能夠有效減小曲軸變形,淬火后曲軸跳動如表1所示。
主軸頸淬火,感應(yīng)器依次對各主軸頸進(jìn)行淬火。根據(jù)理論推算,淬火時壓緊相應(yīng)的軸頸,能夠有效降低曲軸變形,淬火后曲軸跳動如表1所示。
主軸頸淬火后回火,回火采用專用工裝支撐,曲軸水平放置。
1.11 ? ?修中心孔
淬火后曲軸變形,影響后續(xù)磨削加工,需要修正中心孔。原先中心孔在普通車床加工,由于效果較差,經(jīng)過分析,針對每一根曲軸淬火后跳動情況,進(jìn)行精確測量,找到相應(yīng)高點位置,通過計算,找到最佳位置,在加工中心上修正中心孔。修正后,曲軸跳動值≤0.4 mm,滿足后續(xù)磨削加工要求。
1.12 ? ?精磨
磨削主軸頸和連桿軸頸,設(shè)備采用曲軸磨床,直徑磨削余量0.8 mm。本次磨削后,曲軸跳動0.05~0.10 mm,工藝要求為0.05 mm,因此不能夠完全滿足工藝要求。之后進(jìn)行多次調(diào)整,改變磨削順序、多次磨削、優(yōu)化磨削參數(shù),反復(fù)試驗,最后保證了曲軸跳動能夠滿足圖樣要求[3]。
2 ? ?曲軸加工工藝優(yōu)化對策
根據(jù)上述對曲軸加工關(guān)鍵工序的工藝分析,對以下工序進(jìn)行優(yōu)化改進(jìn):(1)毛坯選擇模鍛件;(2)調(diào)質(zhì)過程采用井式爐加熱,垂直入液;(3)粗銑切削余量大,變形嚴(yán)重,應(yīng)采取多次銑削方式減小切削應(yīng)力;(4)中頻淬火由于操作比較復(fù)雜,注意的事項較多,因此通過試驗驗證形成了作業(yè)指導(dǎo)書;(5)中頻淬火雖然采取了各種措施,但變形依然較大,因此中頻淬火后重新修正中心孔以保證滿足后續(xù)加工要求;(6)中頻淬火后長度縮短,在精銑工序進(jìn)行長度補(bǔ)償。
曲軸加工工藝優(yōu)化對策具體如表2所示。
3 ? ?結(jié)語
中高速柴油機(jī)的曲軸加工過程非常復(fù)雜,加工技術(shù)要求較高,必須同時考慮毛坯、熱處理、機(jī)械加工等每個加工單元的特定條件并使用先進(jìn)的加工技術(shù)。本文主要關(guān)注了某型號曲軸,采用中頻淬火強(qiáng)化,在加工過程中控制其變形;在對各個加工環(huán)節(jié)進(jìn)行詳細(xì)的工藝分析的基礎(chǔ)上,對其進(jìn)行了改進(jìn)優(yōu)化。今后需要進(jìn)一步針對不同技術(shù)要求的曲軸,研究其整體的工藝方案,以逐步提高曲軸的加工工藝水平。
[參考文獻(xiàn)]
[1] 任國光.曲軸加工工藝分析[J].科技信息,2009(28):99-100.
[2] 叢明.中速柴油機(jī)鍛鋼曲軸連桿頸加工關(guān)鍵工藝研究[D].大連:大連理工大學(xué),2017.
[3] 鐘希圣.國內(nèi)外曲軸磨床及磨削生產(chǎn)線[J].機(jī)械工藝師,1992(9):24-26.
收稿日期:2021-08-23
作者簡介:張彥崗(1980—),男,山西大同人,工程師,研究方向:柴油機(jī)制造工藝技術(shù)。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
科技視界(2016年21期)2016-10-17 17:06:18
大眾理財顧問(2016年9期)2016-10-11 17:10:17
