一種多層超薄金屬薄帶復合制作超薄合金箔材技術裝備的研制
2021-12-27 07:09:46徐衍平
中國金屬通報 2021年18期
徐衍平
(廣東含元工業技術有限公司,廣東 佛山 528311)
隨著科技的發展,市場對金屬材料的要求越來越高,合金材料由于其優越的性能,越來越廣泛地應用于各種領域,比如鈦/鋼復合、不銹鋼/銅復合、銅/鋁復合、鉑/金復合……等等,由于其兼具優異的力學性能、低成本、以及生產過程綠色、高效、環保、性能和性價優勢,為航空技術、海洋技術應用、電子科技應用助力,為此一種合金材料復合技術應運而生。
1 工藝流程
如下表所示。

表1 多層超薄金屬薄帶復合制作超薄合金箔材的工藝流程
一種多層超薄金屬薄帶復合制作超薄合金箔材技術裝備的工藝流程圖簡介:n種材料經過各自的上卷小車和開卷機分別被送到在線拋光機,經過在線拋光機后n層材料均被拋光,然后n層金屬材料層疊在一起穿過機前裝置,繼續穿過軋機,軋機將多層材料壓合在一起,穿過測厚儀,測厚儀與控制系統一起控制出口側合金的厚度,合金繼續穿過機后裝置后,由收卷機收集成卷,打包后合金卷材經卸卷小車卸下,至此完成金屬復合工作。
2 主要機械設備介紹
2.1 上/卸卷小車
上/卸卷小車沿垂直軋制線方向布置,平時位于開卷機(收卷機)卷筒外部。將帶卷托起送到卷筒上或將帶卷從卷筒卸下。
上/卸卷小車由車體、軌道、拖鏈、移動電機、減速機及升降托架、導輥、升降油缸等組成。升降由油缸完成,行走由電機和減速機完成。
上卷時,小車橫移至開卷機卷筒外部,天車將帶卷吊至小車托輥上。人工控制小車升降,使帶卷中心與卷筒中心對中,然后小車橫移向卷筒上卷。最后,小車下降并退至卷筒外部。
卸卷時,小車橫移至收卷機卷筒下部,人工控制小車托輥上升將帶卷托起,然后控制小車托起帶卷向外橫移出卷筒,小車托輥下降至最低并用天車將帶卷吊走。
2.2 開卷機/收卷機
開卷機設置在軋機機前,共n臺(n≥2,取決于金屬層數量),用于帶材的開卷,并建立后張力;收卷機設置在軋機機后,共1臺,用于帶材的卷取,并建立前張力。開卷、收卷機由漲縮卷筒、減速箱、聯軸器、減速機、電機和底座等組成,減速箱齒輪材料滲碳淬火、齒面磨齒,精度6級,齒輪和軸承采用稀油自循環潤滑,自帶循環泵、冷卻器和過濾器。
2.3 在線拋光機
在線拋光機裝在開卷機與機前裝置之間,主要是作用是將復合金屬來料的疊合面進行拋光處理,將多層來料疊合面的氧化物或其它雜質拋除,以避免因雜質附在表面導致脫層。
2.4 機前機后裝置
機前裝置/機后裝置包括對稱于四輥液壓軋機安裝的偏導輥、測速裝置、風刀、底座等,機后裝置配有測厚儀。轉向輥既保證使軋制區前后的帶材保持水平,同時對帶材的運行速度進行檢測,以用于對帶材的速度、張力、厚度進行精確控制。轉向輥采用小慣量的空心輥結構,以避免劃傷帶材。
2.5 液壓軋機
此軋機設置在機組中部,與開卷機、收卷機配合使用,完成復合軋制過程。主要由工作機座、機前裝置、機后裝置、換工作輥裝置、主傳動裝置、分段冷卻裝置等組成。
工作機座包括機架裝配、軋輥裝配、軋輥彎輥及平衡裝置、換支承輥裝置、軋線調整裝置、壓下油缸等。機架裝配由牌坊、連接橫梁、軌座、機架鑲塊等組成,其中牌坊、軌座采用鑄鋼,連接橫梁采用焊接結構;機架鑲塊采用鍛鋼制作,內裝支承輥平衡缸、工作輥正負彎輥缸,由油缸廠制造,密封件采用特瑞堡產品。
軋輥裝配由軸承座及其附件、軋輥軸承、軋輥等組成。支承輥選用四列圓柱軸承,油氣潤滑;工作輥選用滾針軸承,油氣潤滑。工作輥采用內部通水循環冷卻,以降低軋輥的溫度,采用旋轉接頭將循環水注入軋輥芯部并回流到軋輥外。支承輥軸承座采用鑄鋼制作,工作輥軸承座采用鍛鋼制作。
換支承輥裝置:由換輥軌道架、換輥架和換輥油缸等組成,用于更換支承輥。
軋線調整裝置:用于調整軋制線高度。每次更換軋輥,需將輥徑輸入,軋線調整裝置會自動調整軋制線,確保軋制線標高誤差在合理范圍以內,油缸或馬達驅動斜楔機構來進行軋制線的調整。
換工作輥裝置單工位快速換輥,由換輥車和固定軌道、換輥油缸等組成。換輥時,上下工作輥隨著軋線調整裝置的下降落到機內換工作輥軌道上,再用換工作輥缸將上下工作輥一起推至機外軌道上,吊走舊輥,放上新輥。然后,用換輥缸把新輥拉回機架內軌道,再將換輥小車定位銷拔出,關上工作輥軸向固定,將小車推回到軌道后方,換工作輥結束。
主傳動裝置是由一臺直流電機驅動,傳動工作輥。由電機、聯軸器、減速機、齒輪箱和萬向接軸等組成。齒輪箱體為焊接結構,齒輪箱齒輪材料滲碳淬火、齒面磨齒,精度6級,齒輪和軸承采用稀油自循環潤滑,自帶循環泵、冷卻器和過濾器。
分段冷卻裝置用來對工作輥和支承輥進行冷卻,由噴嘴梁、截止閥組及管路等組成,噴嘴梁分上下支承輥、上下工作輥設置在軋輥裝置兩側,對稱布置,各組流量按一定的比例進行分配。
3 軋制關鍵控制手段
3.1 板型
在軋制過程中經常遇到以下板型缺陷:
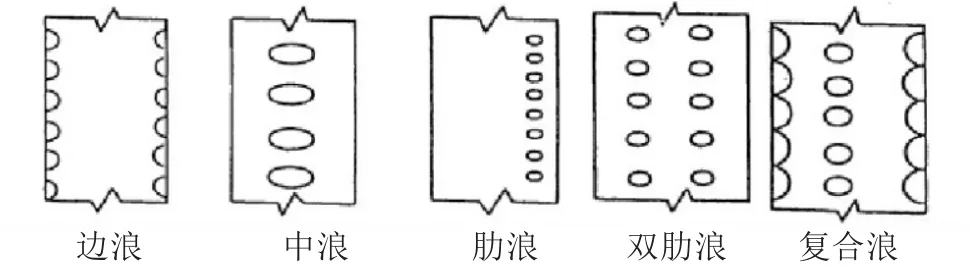
圖1 軋制板型缺陷圖
3.2 板型調整手段
上述板型缺陷主要通過以下方式進行調整:
入口側來料自動預控:由于帶材來料厚差和板型變化,其不穩定會導致軋制區失穩,入口側設有測厚儀和板型儀增加來料厚度預控和板型預控,可以通過調整壓下缸的位置、彎輥力狀態、分段冷卻狀態、前張狀態或后張狀態,以達到調整軋制達到穩態。
出口側厚度自動監控:由于隨著軋制狀態的變化,軋制區熱變形從常溫升到穩速軋制的過程中產生大量的軋制熱量,輥縫隨之變化,從而導致出口厚度變化,出口側設有測厚儀和板型檢測,可以閉環監控出口側的厚度和板型,提高了自動化,降低了操作人員的工作強度。
偏調AGC,即通過調整操作側和傳動側的主油缸的位置來調整出口側板帶的寬度方向兩側的厚度,以避免單邊浪。
彎輥力調整,通過改變彎輥力的大小,從而改變工作輥的輥型凹凸狀態,當軋制出現對稱邊浪時增大彎輥力;當出口側帶材出現中浪時,減小彎輥力以消除中浪。
分段冷卻調整,通過吹掃冷卻輥面和帶材,對出現的局部板型進行消除,如肋浪、雙肋浪和復合板型等張力AGC,調整前后張力,以達到使得軋制區的前滑區、中性區和后滑區達到穩態,避免打滑,調整前張力避免出口側出現不良板型,調整后張力以降低軋制力,降低厚度和軋制難度。
速度AGC,隨著目標厚度的變薄,輥面受壓變形,軋制區阻力增大,帶材厚度難以變薄,通過速度提升,軋制溫升后輥子熱脹,使得帶材變軟同時輥縫被熱脹壓迫加劇,使得帶材變薄。
修磨輥型調整,通過修磨輥型,如平輥、凸輥和凹輥,相當于讓輥型多一種可調變量,使得軋制狀態的輥型更便于操控,以消除復雜的板型缺陷。
自動板型控制,通過板型儀的閉環控制實現偏調AGC、彎輥力調整、分段冷卻調整、張力AGC、壓力AGC和速度AGC的自動調整,來自動消除板型缺陷,甚至避免斷帶和設備事故。
4 裝備技術難點
(1)加工基體材料所固有的物理化學特性,不同基體材料之間的相互浸潤特性差。解決辦法:通過改變狀態,如退火硬度等來改變其物理性能,使得其易于相互浸潤。
(2)加工溫度高導致產生氧化物,導致相互浸潤特性差。解決辦法:盡量避免加工溫升,縮短溫升工序,拋除影響浸潤的氧化物。
(3)加工溫升導致軋輥溫升,復合板軋制由于壓合層之間不允許有油水等潤滑冷卻介質侵入,因此無法采用傳統的水冷、乳液冷卻、油冷卻,只能通過風冷,這大大降低了冷卻和潤滑的效果,為了避免溫升,這種干軋效率無法跟傳統軋制效率媲美。
(4)通常復合板加工分為熱復合和冷復合,熱復合需解決溫升、防止氧化和加工效率等問題,冷復合需解決基層復合材料固有的浸潤不良、軋制溫升和生產效率等難題,對于不同材料基層復合需根據其固有物理化學特性來進行復合,比如比較易于氧化的銅、鋁、鎂等金屬適合冷復合,比較軟的金屬也適合冷復合,而比較硬的金屬或合金則適合熱復合。
(5)研究可增強復合基層相互浸潤性的電鍍層或噴涂層,以增強復合材料的相互浸潤特性,可根據材料的應用工況研究適合的復合涂層。
5 科技成果
經過研制,一種多層超薄金屬薄帶復合制作超薄合金箔材技術裝備。
(1)實現了超大單道次加工率的連續批量化生產,最大單道次加工率可達到60%~90%;普通軋制一般軋制單道次加工率為5%~40%,傳統復合軋制單道次加工率一般為50%~75%,而該裝備復合單道次加工率可達60%~90%,大大提高了加工效率。
(2)研制出成品厚度為0.05mm~0.15mm的超薄三復合合金產品;隨著加工率變大,材料的加工硬化變大,材料越容易變脆,邊部在張力的作用下撕裂加劇,同時板型的不均勻性會加劇,通過工藝裝備的優化,已經成功復合出成品厚度為0.05mm~0.15mm的超薄三復合合金產品。
(3)有效地控制了干軋的軋制溫升,達到可持續穩態軋制;通過多種溫控手段使得溫升控制在比較合理的穩定區間,既保證了軋制產品精度,又保證連續批量生產的穩定性。
(4)解決了干軋軋制區潤滑和冷卻的問題;軋制區是否穩定是復合能否正常的關鍵因素,來料、潤滑、冷卻、輥型、輥縫控制手段、板型控制手段等等因素,都對能否正常復合舉足輕重。
(5)解決了多層來料的對中和裂邊的問題;由于不同材料或相同牌號不同狀態的材料,同時復合時其塑性變形量各不相同,導致壓延后內部有殘余應力留在復合材料里,從而導致材料應變變形,在復合帶材中部表現為板型不穩,而在帶材的邊部表現為裂邊、翹邊或起鼓,因此,材料在軋制過程中均勻性、一致性和穩定性至關重要。
(6)有效地解決了超大加工率軋制的板型控制問題;板型控制作為軋制的輔助作用,有效地保證了軋制的穩定性,使得大規模批量生產成為了可能。
