SCR連鑄連軋銅桿工藝形成機理及質(zhì)量管控研究
2021-12-27 07:09:50郭振興朱海鵬
中國金屬通報 2021年18期
郭振興,朱海鵬
(江西銅業(yè)加工事業(yè)部,江西 南昌 330000)
銅桿作為電線電纜行業(yè)中最重要的原材料,促進互聯(lián)網(wǎng)通訊以及軌道交通事業(yè)的迅猛發(fā)展,是國民經(jīng)濟中不可替代的重要組織結(jié)構(gòu)。受到電線電纜在新領(lǐng)域的更廣泛應用,對電工所用銅桿的種類和質(zhì)量提出新的高標準要求。連鑄連軋工藝被廣泛使用的原因有生產(chǎn)周期短以及配料溫度均勻和成材率高等,在減少能源損耗的發(fā)展環(huán)境下,利用該工藝能夠大幅度增加能源的利用率,為銅桿生產(chǎn)提供新的發(fā)展方向。通過連鑄連軋的生產(chǎn)技術(shù),每年的銅桿產(chǎn)量生產(chǎn)效率都有大幅提升,并且該工藝下的銅坯能夠直接在軋機中進行軋制,最大程度地減少了二次加熱的能量消耗。利用連軋工藝制作的銅桿受多次致密錯位操作,其內(nèi)部的組織結(jié)構(gòu)十分密集,完成的成品成材率可以保持穩(wěn)定的生產(chǎn)速度。現(xiàn)如今世界范圍內(nèi)超過九成的銅線銅桿工藝制品,均在連鑄連軋的技術(shù)下生產(chǎn)完成,其中產(chǎn)量最高、質(zhì)量最好的連鑄連軋生產(chǎn)工藝由美國南方線材公司研制,稱為SCR法。本文通過研究SCR連鑄連軋銅桿工藝的形成機理,設計銅桿質(zhì)量管控方法,為更好地生產(chǎn)銅桿成品提供科學的理論依據(jù)。
1 SCR連鑄連軋銅桿工藝形成機理
連鑄連軋工藝是將電解后的銅原料放置在感應電爐中完成熔化,利用保溫銅液在五輪鑄造機中不斷地形成梯形坯料,在通過連軋機架組軋制成桿后冷卻清洗。上述流程下會產(chǎn)生三種狀態(tài):一是自由軋制在連軋機的機架間保持相等秒流量時,在機架間的軋件保持不受拉和不受壓的對等狀態(tài),此時軋件不會產(chǎn)生變形效果,但由于金屬的秒流量會在多種因素作用下發(fā)生變化,因此該狀態(tài)不會經(jīng)常發(fā)生[1]。二是張力軋制又稱為拉鋼軋制,表示為軋件通過連軋連鑄過程時,軋制線的方向只能沿兩個相鄰的機架進行運轉(zhuǎn),在機架間產(chǎn)生的金屬秒流量存在較大參數(shù)的張力,使相鄰機架間的成品工藝參數(shù)發(fā)生變化。若想消除該秒流量體積減小,只能在兩個機架運作時將秒流量差歸零,但配料會造成浪費。
2 SCR連鑄連軋銅桿質(zhì)量管控方法
2.1 建立有限元檢測模型
連鑄連軋工藝在投入使用過程中坯料的高溫乳化,會造成軋件的溫度變化使之與軋輥的接觸換熱系數(shù)發(fā)生扭轉(zhuǎn),造成成品質(zhì)量的降低。因此建立有限元模型來檢測軋輥與軋件之間的換熱系數(shù),保證在室內(nèi)的空氣溫度和外界溫度相一致情況下,可以準確評估整體連鑄連軋過程的接觸換熱。利用分段建模的方式對粗軋機組設置兩道次對稱軋制,在精軋機組完成四道次的軋制過程后將粗軋機疊加至四道次,根據(jù)二分之一的軋件整合理論對軋輥完成切割提取。在精軋機組通過六次以上的道次軋制后,將原有二分之一的整理切割變?yōu)樗姆种卉堓仯瑢Υ周垯C的軋件材料選用高尺寸的坯料,經(jīng)過軋件斷面的網(wǎng)格劃分模式擴展成行體格,按照上述雙倍道次循環(huán)放置對稱軋制組件完成建模。
2.2 定位剪切斷裂失效位置
通過定位制作過程中斷裂的剪切通道位置,能夠判斷軋輥與軋件之間是否發(fā)生粘連情況,在軋制時金屬材料會產(chǎn)生相對滑動的現(xiàn)象,根據(jù)不同金屬材料的內(nèi)部化學元素成分,進行結(jié)合界面的粘連比例關(guān)系劃分,按照數(shù)值大小進行排列。一接觸面表界的粘連比例在不同金屬元素結(jié)合時,較小的數(shù)值會發(fā)生接觸表界的斷裂。軋輥產(chǎn)生向上微凸的體態(tài),與軋件依舊能夠產(chǎn)生相對的剪切運動。二接觸表界的粘連比例在不同金屬內(nèi)部結(jié)合后產(chǎn)生較大的數(shù)值變化,含量較少的金屬會產(chǎn)生一側(cè)斷裂,軋件的抗彎曲能力此時最差時,無法自動消除推力產(chǎn)生的機架秒流,斷裂金屬只能在機架中不斷推進,導致大量的軋件打結(jié)和擊導現(xiàn)象。當堆積量超過為斷裂金屬軋件時,含量元素的軟金屬會發(fā)生兩側(cè)瞬時橫向斷裂,根據(jù)不同情形下的剪切斷裂的失效位置,進行不同接觸界面與金屬材料元素結(jié)合的壓制線高度調(diào)節(jié)[2]。
2.3 調(diào)整軋制線高度管控銅桿質(zhì)量
軋線的水平高度和銅桿質(zhì)量之間存在正向聯(lián)動關(guān)系,一般軋線的垂直距離要和軋制高度呈對稱狀態(tài),才能保證理想的質(zhì)量管控。在制作過程中,軋線的垂直高度會與設定值之間存在誤差,因此,對應的軋制狀態(tài)中,軋制的高度會發(fā)生變化產(chǎn)生傾角坡度,使得軋件上下表面出現(xiàn)10°~15°的咬合夾角。在上表面的咬入角度不斷增加狀態(tài)下,軋件上表面會產(chǎn)生一定的延伸率促使其內(nèi)部金屬的流動速度過高,表現(xiàn)為軋件板形的軋件頭部呈下彎趨勢。調(diào)整步驟分為兩部分:一是對軋輥的位置調(diào)整,利用設備的歸零操作對軋輥的位置完成自動參數(shù)設置,促使鋼水在經(jīng)過連鑄機器后直接到加熱爐加熱,不等鑄造余溫降低完成軋輥的位置選定。二是軋制線的調(diào)整,在軋制過程中軋制線進行合理調(diào)整,及時去除殘余坯料,可以獲得較好的連軋連鑄銅桿板形。
3 實驗與結(jié)果分析
3.1 實驗準備
為驗證本次設計的質(zhì)量管控方法具有實際的使用功能,通過實驗測試的方式檢驗該方法的應用效果。由于某省SCR連鑄連軋生產(chǎn)線中銅桿軋制過程存在工藝問題,導致其產(chǎn)品的質(zhì)量受到影響[3-6]。本次針對銅桿在連軋生產(chǎn)中存在的不合理現(xiàn)象進行管控,通過改變連軋過程中秒流量的電流比值,對生產(chǎn)線上的各個電機轉(zhuǎn)速逐一完成調(diào)整,分批次進行目標轉(zhuǎn)速的標準值設定,從而控制成品銅桿的扭轉(zhuǎn)性能指標。
3.2 管控過程
該指標可以作為成品銅桿質(zhì)量的測量標準,在成品表面存在缺陷時可以利用扭轉(zhuǎn)性能使其的抗拉強度得以改善,完成質(zhì)量的把控。根據(jù)該工廠原有設定的7個標準電機運行負載,運用本文方法加以管控,下表1為管控前后的各組電機負載變化情況。
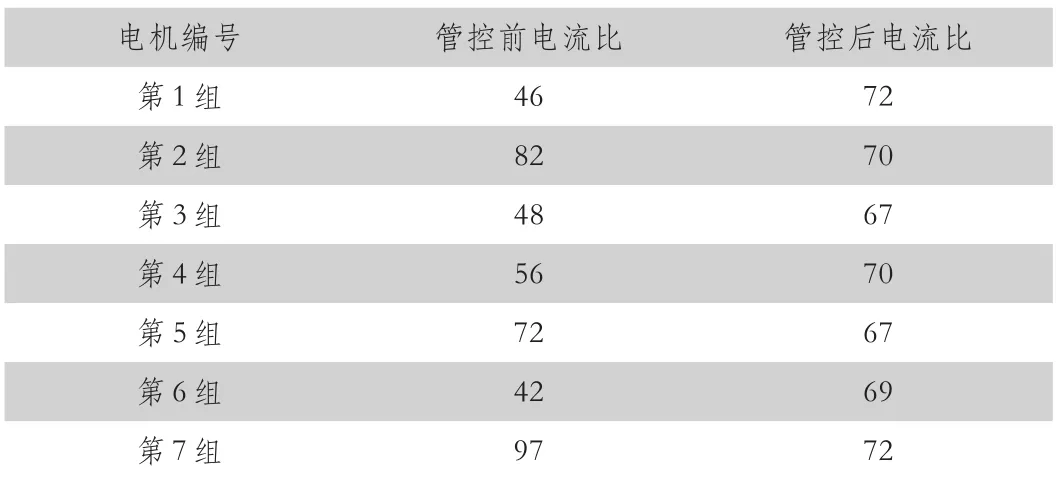
表1 管控前后電機負載情況(%)
根據(jù)表中數(shù)據(jù)可知,按照原有的工藝生產(chǎn)流程每組電機承受的負載相差較大,最高負載為第7組電機,最低負載為第一組電機,兩者的電流比相差51%。超過了負載的一半。在本文方法的管控下可以明顯看出,各個電機負載呈現(xiàn)均衡運行狀態(tài),最高負載由97%降低到了72%,現(xiàn)有最高負載和最低負載的差值僅為4%。
3.3 結(jié)果分析
通過調(diào)節(jié)各組電機的電流比值,完成對生產(chǎn)過程中推拉狀態(tài)的管控,為驗證管控前后的銅桿表面樣貌發(fā)生變化,抽調(diào)管控前后銅桿表面的制作畫面,具體情況如下圖1所示[4]。
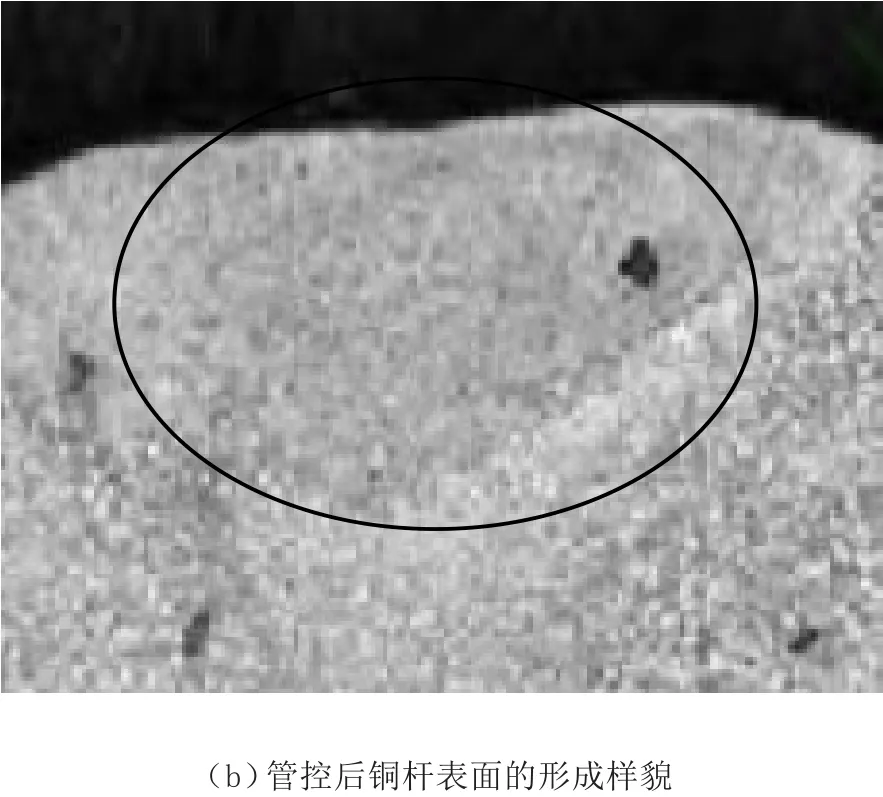
圖1 銅桿表面形態(tài)對比
如圖所示(a)中的箭頭表示軋制的工藝方向,圈中的部位為表面形成的裂紋。經(jīng)過對比發(fā)現(xiàn)原有在(a)中圈定的裂紋已經(jīng)消失不見。由此可知在文本方法下可以對連軋生產(chǎn)工藝中銅桿出現(xiàn)的問題進行有效管控,提升整體產(chǎn)品質(zhì)量。
4 結(jié)語
通過建立有限元模型,定位剪切斷裂失效位置,調(diào)整軋制線高度,完成SCR連鑄連軋銅桿工藝的質(zhì)量管控方法設計。實驗結(jié)果表明文本方法下可以對連軋生產(chǎn)工藝中銅桿出現(xiàn)的問題進行有效管控,提升整體產(chǎn)品質(zhì)量。但由于銅桿的連軋延伸系數(shù)較大,建模后的網(wǎng)格畸變系數(shù)會造成軋件單元數(shù)量的增加,延長工作時間。后續(xù)在研究過程中會針對這一問題進行改進,保證在標準的工作效率中平穩(wěn)地制作銅桿成品,為工業(yè)生產(chǎn)提供理論依據(jù)。
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
