線型光順過渡在船舶新舊分段合龍中的應用
2021-12-27 02:33:32屈鳳鳴王佳波
中國修船 2021年6期
屈鳳鳴,王佳波
(廣州文沖船舶修造有限公司,廣東 廣州 511462)
某科考船為多用途工程船改裝深潛器支持母船項目,改裝后全船長94.45 m、型深8 m、型寬17.9 m。專業的支持母船需要具備為載人深潛器提供布放回收、維護維修、水下定位、深潛勘探數據分析和取樣研究等綜合的水面支持后勤保障的能力[1]。因此,需在甲板上安裝起吊裝置和萬米絞車,這些都對甲板面積提出了一定的要求。此外為了能全面拓展深海取樣、樣品快速分析處理、實驗研究及海洋探測調查的能力,生活區需設有實驗室的空間。
新改造的艏半船采用了將整個上層建筑涵蓋在外板曲線里的形式,改裝范圍從FR75往艏及上部生活區,半船改裝加長。由于原船船齡較長,中間多次改裝,相關圖紙資料缺失較多,初始線型圖是根據舊船的紙質版圖紙描繪所得,誤差較大,如何做到新舊船型光順過渡,完成新舊船體的一次性對接成為一大難題。
1 流程原理及工具
首先根據詳設改裝圖紙與原船圖紙進行初始光順,待原船進入干塢,借助儀器對新舊合龍口處的原船外板線型數據進行勘測采集,將采集的數據梳理重組整理成線型,然后對合龍口處的線型進行對比,對光順好的改裝線型進行幾何劃分,確定新舊過渡要修改的曲面范圍,建立幾何約束。插入原船采集的數據,解除舊型值的約束,重新插值代替原來的控制點,并進行局部調整光順,使修改后的曲面保持光順連續。光順過渡后船殼模型圖如圖1所示,將生成的二次修順的新線型運用于生產中,在新舊分段進行合龍時,對二次測量現場原船數據和新分段數據進行微量調整,完成對接,對合龍的船體進行型值復核。涉及運用到的儀器、軟件有全站儀、型線光順設計軟件SPD等。
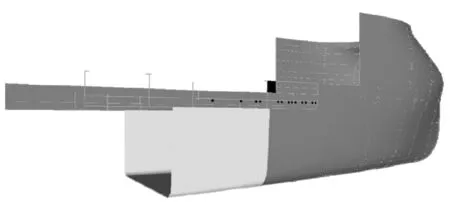
圖1 光順過渡后船殼模型圖
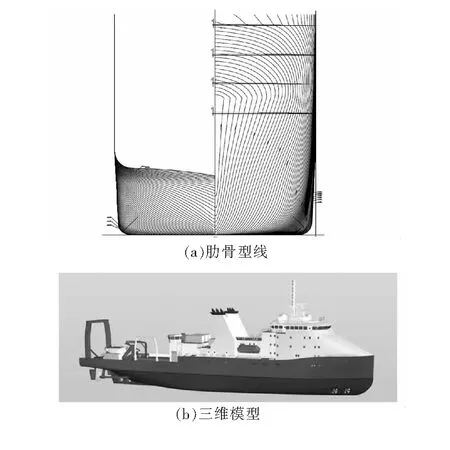
圖2 肋骨型線和三維模型圖
光順工具為設計軟件SPD的光順系統,其具有光順效率快,三向光順性的優點。將船東提供的型值表和站線型線圖通過此軟件轉化為三維線型并對曲面數據進行三向處理,肋骨型線、三維模型圖如圖2所示,為后續外板加工數據的提取和生產設計建模及輸出提供基礎。
現場數據采集的工具利用了全站儀,利用激光定點掃描出原船合龍區域的線型,提高了新舊船體間的合龍及線型過渡的精度把控,進一步了解合龍處原船的曲面線型走勢,并與新造船體作對比。
數據加工輸出工具為設計軟件SPD,用其中外板系統功能輸出船體外板的加工樣條、樣箱數據以及零件庫,結構系統功能輸出外板骨材逆直線加工表、板材零件庫。
生產設計建模及圖紙輸出工具同為設計軟件SPD,根據光順系統輸出的三維船體線型數據建立工程,劃分分段,設置框架、骨材、肘板、外板,建立三維船體模型,以便后續船、機、電專業的干涉檢查,制作輸出生產設計圖紙。
2 初步光順及線型特點介紹
該船改裝后的線型具有明顯的特征,整個上層建筑包裹在曲面線型里,艏部型寬由下至上不斷增大,在4~12 m處又逐漸收小,形成一個Y字型的球艏。新改造的艏半船與原船保留的艉半船均為曲面船體,這樣改裝后的新船船殼從艉到艏均為曲面線型,不存在船中平行船體。對改裝來說,曲面船殼的光順過渡形成了一個難點。
初步接收到詳設方面的站位型線圖及改裝圖紙,數據與信息全部源自原船圖紙和設計院提供的詳設圖紙,未經過實船勘測。以此信息在設計軟件中建立文件,輸入站線水線交點表、站線縱剖線交點表相關數據,處理水線圓頭,三向修正型值,轉化出肋骨線,得到初步光順的三維線型船型數據文件,并建立工程,開始建模及生產設計工作。
3 實船數據勘測
本船的改裝區域為FR75+450到船首端及上部生活區,為半船整體改裝加長,新舊對接的分段縫處存在曲面曲率,非平行中體,從船底往上到主甲板均存在曲率變化,在靠近主甲板護舷處,縱向肋位間的數值變化對比同肋位的其他地方差值最大。考慮到全站儀激光掃點的合理性,確定單肋位高度方向以800 mm為間距、從距基線0.8 m高開始到主甲板8.0 m處進行實船數據勘測,縱向以合龍口為準,往船尾擴展3個肋位進行線型數據勘測。肋位寬度測量數據如表1所示。
從表1可知,因為測量偏心,左右舷型寬存在著明顯的差值,數據需要經過調正處理。先在CAD中用樣條曲線,根據測量的型寬值繪出各肋位的型線,將型線調正對中,然后將初步光順的同肋位型線以船中原點為基準點疊合在一起做對比。在各測量高度上,理論型線與實際測量型值存在差距,原船實際型值與理論型值差值如表2所示,其中負值表示向船中,正值表示向舷側。
由表2知,合龍區域初步光順的線型略寬于實際測量的原船線型,從船尾往船首縱向方向上差值逐漸變大,并在合龍口區域差值達到最大,再往船首方向差值又逐漸縮小;在合龍口區域FR75~FR76,差值從下往上逐漸增大,到主甲板8 m附近差值已經達到110 mm左右。在肋距僅有650 mm的情況下,調整處理110 mm寬度的型值差值是一個較難的攻關點。

表1 肋位寬度測量數據 mm
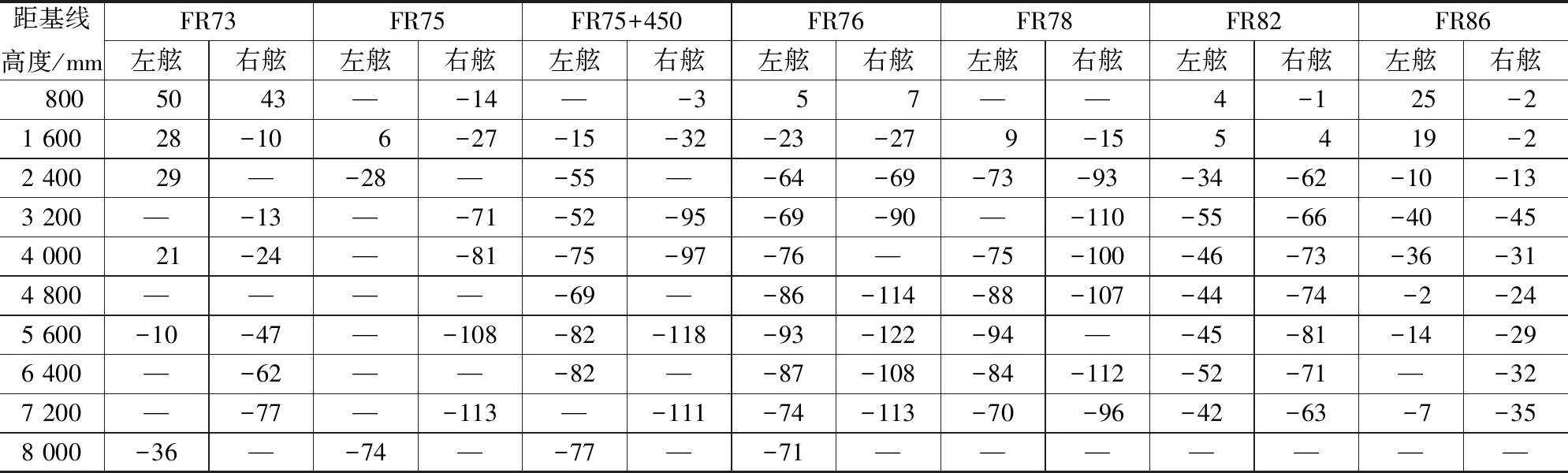
表2 原船實際型值與理論型值差值 mm
4 過渡范圍確定
調整理論型值與實際測量型值的偏差量,首先要根據差值來確定修改理論線型,光順過渡的范圍,這個需要根據實際需求通過基準、范圍、修改方式3個方面考慮來建立幾何約束。
1)因為大環縫FR75+450的位置要做新舊船體的合龍對接,這個位置應該參考實際測量的型值,以原船的實際型值為準,需要將FR75+450的實船勘測型值直接應用到初次軟件光順的數據中,并以此為準向艏、艉雙向光順。
2)從表2的數據可以看出,合龍口處往艏的差量在FR86處就已經縮小到30 mm左右,為施工現場容易控制的范圍,同時還要考慮生產建造過程中的分段劃分問題。從FR75+450到FR86+450為連接新舊對接處的改造分段,為了不影響往艏前面的改造工程,過渡修改線型的范圍控制在了FR70~FR86的范圍內。
3)修改范圍的控制。以FR75+450原船線型作為基準,因此可以修改的線型弧度就得到了控制。然后處理合龍口FR76靠近主甲板處(為偏差量最大的地方,差值達到了110 mm),此處往艏修改線型,如果順應曲面走勢進行修順,會影響到FR86往艏前面2個段的線型,并且考慮到要保證不能影響艙容及系列船體系數,在與船東設計院詳設人員溝通后,決定將此處進行部分小弧度拉直處理。
5 二次線型修順
確定了修順的范圍和方式以后,同樣運用設計軟件SPD進行備份修改數據,首先將勘測的新舊合龍縫FR75+450實船數據,以建立站線的形式輸入型值表中,并以此作為光順基準,盡量不要修改此站線上的型值;然后在縱剖型值圖和水線圖里拉出FR70、FR75+450、FR86的位置作標準線,建立起幾何約束,釋放調整產生變形量的型值點,解除舊型值的約束,重新插值代替原來的控制點,先修正光順縱剖線上的型值點,再處理水線上的點,局部調整修順曲面,通過第二次三向光順,得到了新的肋骨型線。原船實際型值與二次光順后型值差值如表3所示,表3中的負值表示向船中,正值表示向舷側。
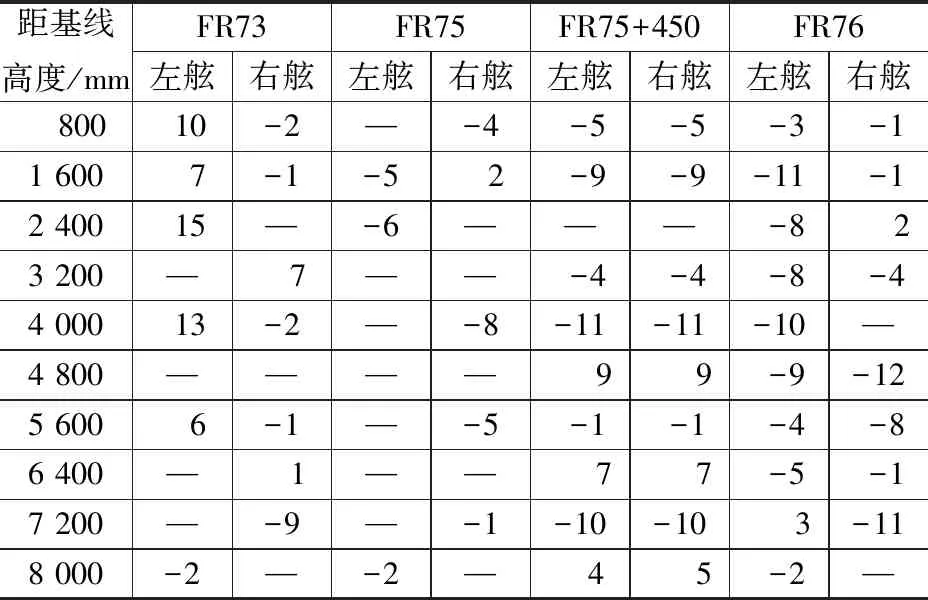
表3 原船實際型值與二次光順后型值差值 mm
通過表3可以看出,在新舊合龍區域FR75~FR76,二次光順的結果與勘測的實船型值偏差已在現場修正的可控范圍內。將結果再次送審詳設,經確認后,最終以此船體型線為準進行后續的生產設計與建造,通過設計軟件進行船體建模,處理輸出相關生產設計圖紙,提取數據,導出零件庫及型材加工數據、外板樣箱樣條加工數據,并做好分段建造過程中的精度控制。
6 改造后線型復核
本船新舊對接在塢內完成,在FR75+450的位置直接將舊船體斷開,利用浮吊將艏半船的舊船體吊上碼頭,再將新改造艏分段吊進塢內,用全站儀在原船艉半船主甲板船中位置定位,使新船體與舊船體船中對心,并與原船艉半船對接。圖3為新舊船體塢內合龍的現場過程圖,經過現場微調,整個對接過程順利完成,沒有發生板材挖換以補齊偏差量的現象,縮短了工期,降低了現場施工難度。完成新舊對接后,需對現場船體線型進行復核,檢驗加工精度,并在新舊對接口的區域根據船東建議在新結構拉平處理的地方添加護舷,提升整體效果。
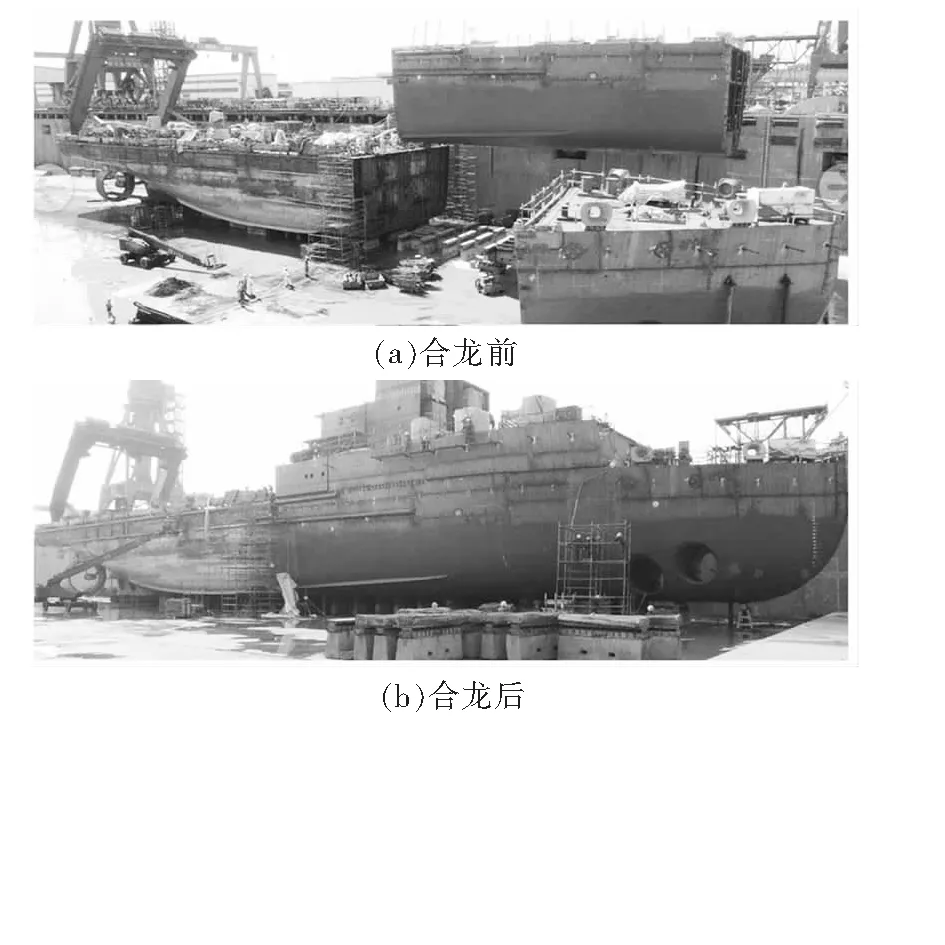
圖3 新舊船體塢內合龍的現場過程圖
7 結束語
新舊船體分段合龍對接這個環節不僅在本船中存在,在其他船體改裝中也經常出現,利用全站儀掃出原船的實際合龍口線型,然后將改裝的新線型做光順過渡處理,將后期的施工過渡問題提前在設計階段進行控制,避免了因新線型與實船線型不合而導致的現場換板散裝,從而達到節省工期和降低施工難度的效果。
因近年來經濟航速政策的影響,多數集裝箱船都有了減速和減少燃油消耗的需求,通過改裝球鼻艏來達到此目的項目這幾年里也明顯增多,線型光順過渡在這些改裝項目中都得到了很好的應用,更為以后同類型的改裝問題做好了鋪墊。