調修次數對6082-T6鋁合金攪拌摩擦焊接頭疲勞性能的影響
2021-12-28 07:58:16劉國田段澤斌劉凱陳海寬李永印
電焊機 2021年11期
劉國田 段澤斌 劉凱 陳海寬 李永印
摘要:平頭攪拌針調修是指在原有焊縫背面用無攪拌針的攪拌頭對焊縫再次進行攪拌摩擦焊,使焊縫溫度升高,改善FSW接頭性能。對平頭攪拌針不同調修次數的高速列車用6082-T6鋁合金攪拌摩擦焊接頭進行脈動拉伸疲勞試驗,利用掃描電鏡觀察分析疲勞斷口,試驗結果表明:鋁合金攪拌摩擦焊接頭指定壽命為1×107次的中值疲勞極限隨著攪拌針調修次數的增加而升高。平頭攪拌針調修兩次時焊接接頭的疲勞極限強度較高,焊縫背面邊緣是本次試驗集中產生裂紋的部位。啟裂區和擴展區疲勞紋清晰;終斷區為深韌窩狀花樣的韌性斷口。
關鍵詞:調修次數;攪拌摩擦焊;疲勞極限;摩擦熱;平頭攪拌針
中圖分類號:TG457.14? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)11-0056-04
DOI:10.7512/j.issn.1001-2303.2021.11.10
0? ? 前言
攪拌摩擦焊具有熱輸入小、焊接變形小等優點,被廣泛應用于鋁合金的焊接[1]。關于鋁合金攪拌摩擦焊國內外進行了大量的理論和試驗研究,包括:攪拌摩擦焊的理論機理、攪拌摩擦焊接頭的殘余應力、焊接變形、接頭組織及性能、疲勞特性等[2],但鋁合金攪拌摩擦焊接頭由于承受重復性載荷引起的疲勞斷裂也時有發生[3-5]。當熱輸入不足或者尺寸偏差較大的情況下,鋁合金FSW焊有可能出現結合不良、甚至隧道型缺陷,這些缺陷對產品的疲勞性能有較大的影響。為了改善鋁合金FSW接頭的性能,傳統FSW焊縫采用焊后熱處理,其熱處理方式一般為直接火焰加熱或機械調修,但這種方法對大型構件存在困難。平頭攪拌針調修是指采用無攪拌針的攪拌頭在原有焊縫背面再次進行攪拌摩擦焊,使焊縫溫度升高,以進行時效處理[6]。因此,研究平頭攪拌針調修次數對鋁合金攪拌摩擦焊接頭疲勞性能的影響具有重要的現實意義。
文中針對此問題進行了系統的研究,利用掃描電鏡觀察分析疲勞斷口,以確定平頭攪拌針不同調修次數對6082-T6鋁合金攪拌摩擦焊接頭疲勞性能的影響。
1 試驗材料及試驗方法
1.1 試驗材料
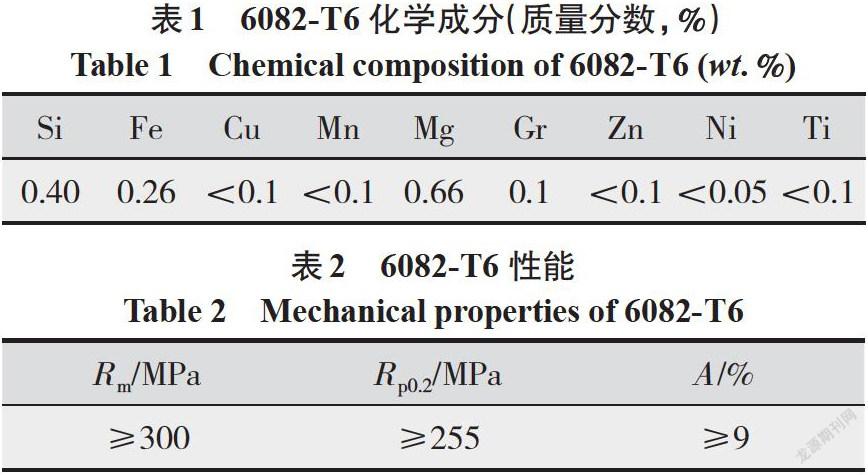
試驗材料為5 mm厚的6082-T6鋁合金板,尺寸為700 mm×300 mm×5 mm,其化學成分和力學性能如表1、表2所示。
1.2 試驗方法
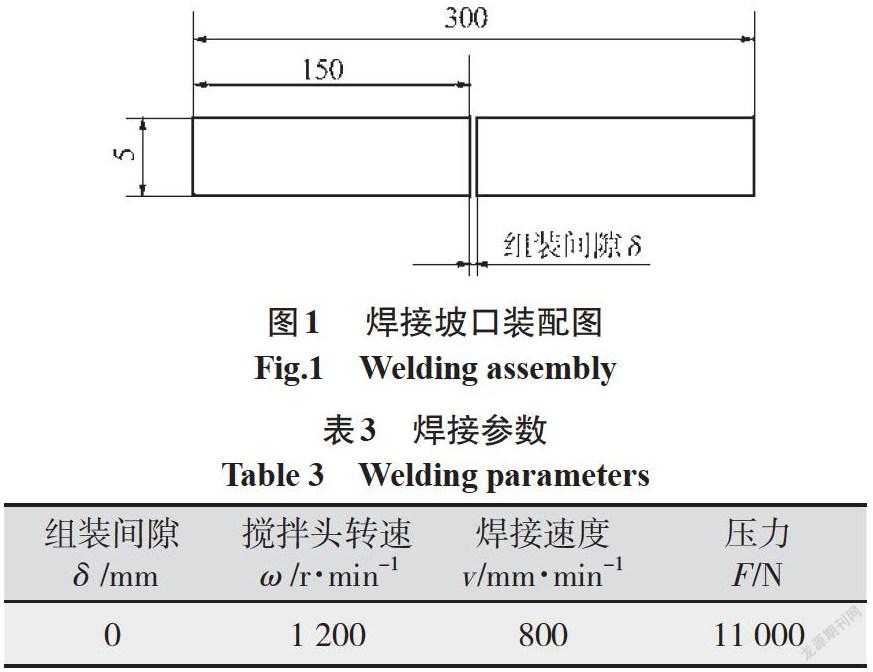
采用單軸肩攪拌摩擦焊,焊接坡口裝配圖如圖1所示。攪拌頭軸肩直徑20 mm,針長4.8 mm,攪拌針根部直徑7.6 mm,端部直徑4.2 mm。對焊接后的試板分別進行平頭攪拌針調修0次、1次和2次的工藝試驗,工藝參數與焊接時參數相同,如表3所示。并對焊后試件進行外觀檢測和射線探傷,保證試件焊縫無缺陷。
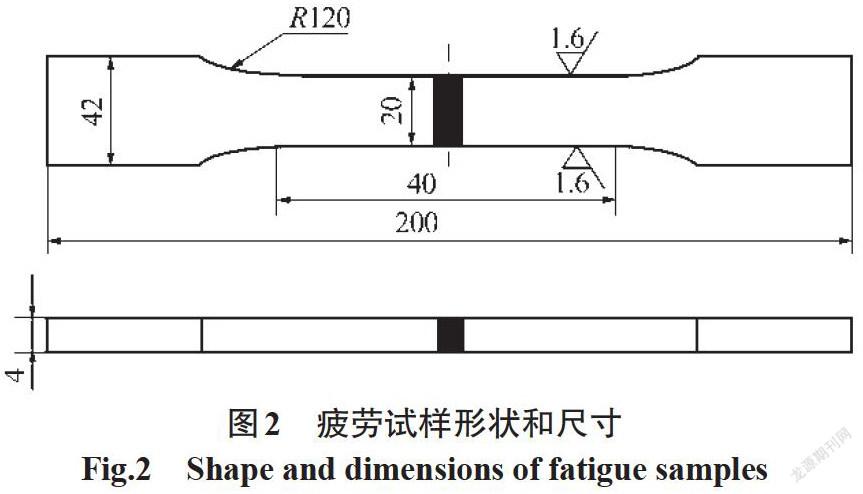
疲勞試驗參照GB/T13816-92《焊接接頭脈動拉伸疲勞試驗方法》進行。試驗設備為PLG-100型微機控制高頻疲勞試驗機,其技術規格為:靜態負荷精度±1%,動負荷平均波動度±1%,動負荷振幅波動度±2%。本次試驗指定循環壽命次數N=1×107次,循環應力比R=0.1。在試驗過程中,高頻拉伸震動會使試件產生裂紋,當裂紋擴展到一定程度,試驗機自動記錄循環次數并停機。疲勞試件見圖2。
2 試驗結果及分析
2.1 疲勞試驗結果及分析
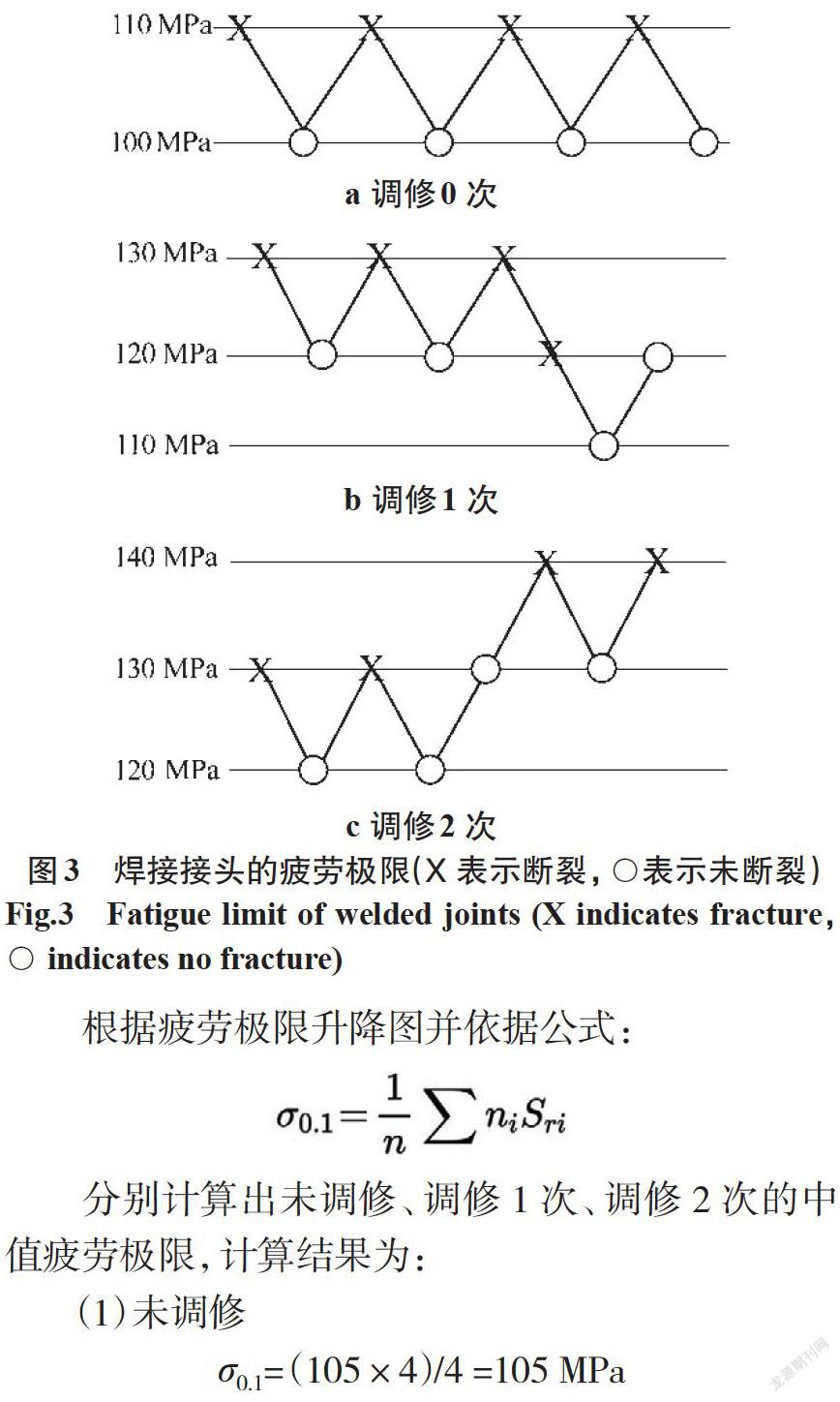
本次試驗確定疲勞極限的方法為升降法,每組試樣12~15個,舍去無用數據,列出4個子樣對,升降法得出的疲勞極限升降圖如圖3所示,未調修的疲勞試驗共有2級應力水平,有效試件數12個;調修1次和2次的疲勞試驗共有3級應力水平,有效試件12個。
根據疲勞極限升降圖并依據公式:
分別計算出未調修、調修1次、調修2次的中值疲勞極限,計算結果為:
(1)未調修
(2)調修1次
(3)調修2次
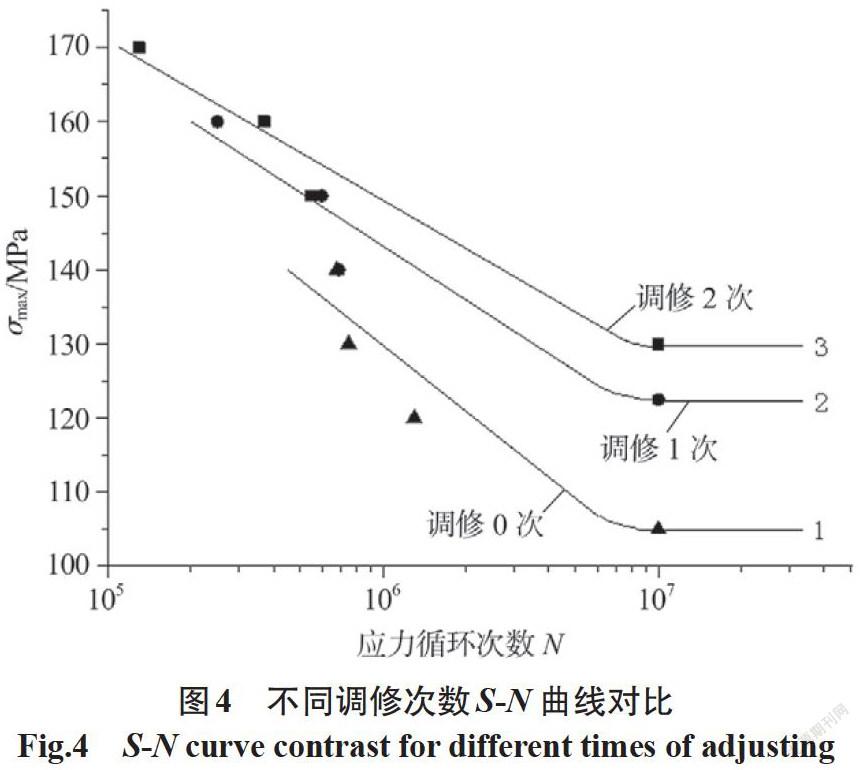
對比分析計算結果,得到平頭攪拌針分別調修0次、1次、2次的攪拌摩擦焊接頭中值S-N曲線對比如圖4所示。由圖4可知,脈動拉伸疲勞試驗確定的指定壽命為1×107次的中值疲勞極限強度σ0.1在平頭攪拌針調修0次時為105 MPa,平頭攪拌針調修1次時為122.5 MPa,平頭攪拌針調修2次時為130 MPa。因此,平頭攪拌針調修2次的焊接接頭疲勞極限較高,隨著平頭攪拌針調修次數增加,疲勞極限升高。分析原因為:平頭攪拌針調修是在焊縫背面進行調修(背面焊完可能存在根部熔合不良,可在背面用軸肩再焊一次),軸肩與試板的摩擦熱也在一定程度上細化了晶粒,降低了原有焊縫的應力,疲勞極限升高。
2.2 疲勞斷口掃描分析
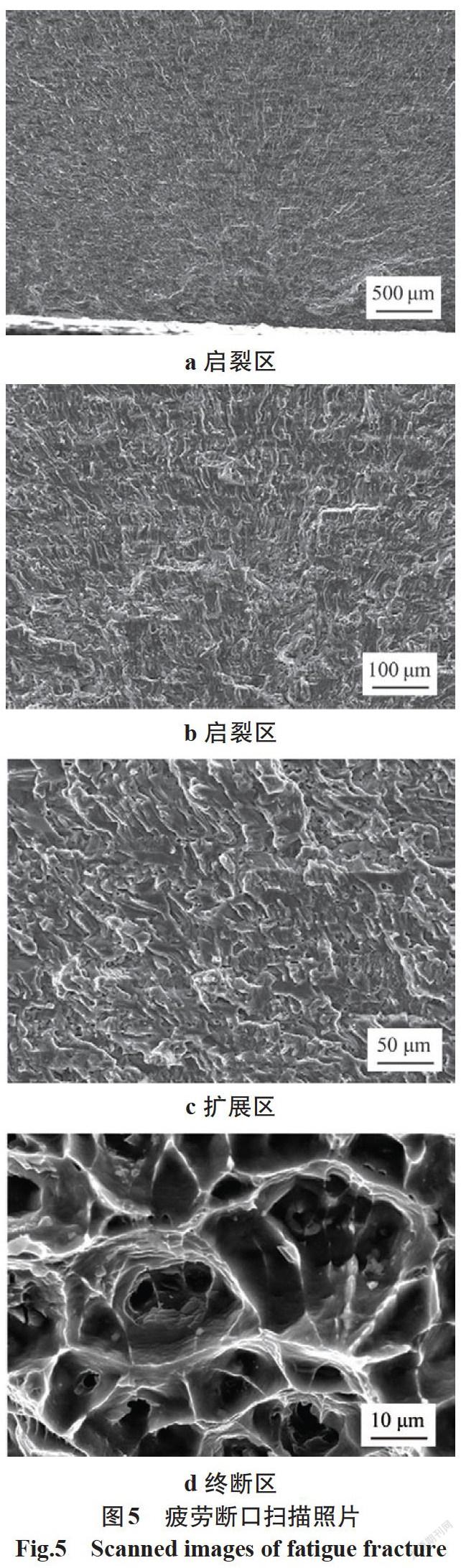
統計斷裂位置可知,平頭攪拌針不同調修次數攪拌摩擦焊接頭疲勞試件主要斷裂在焊縫背面邊緣。在JSM-6360LV型掃描電鏡上對疲勞斷裂試件斷口進行斷口微觀形貌掃描分析,由圖5所示。由圖可知,啟裂區(見圖5a、5b)和擴展區(見圖5c)具有典型的疲勞斷裂特征,啟裂點為邊緣位置,疲勞紋清晰且具有明顯的壟溝紋,試件啟裂區無明顯可視的夾雜、夾渣等影響試件疲勞強度的焊接缺陷,擴展區較為明顯,疲勞紋隨疲勞循環次數的增加不斷延伸;終斷區(圖5d)為深韌窩狀花樣的韌性斷口。疲勞試件主要斷裂在焊縫背面邊緣是因為熔合不良。
3 結論
(1)平頭攪拌針調修6082-T6鋁合金焊接接頭指定壽命為1×107次的中值疲勞極限強度σ0.1:調修0次時為105 MPa;調修1次時為122.5 MPa,調修2次時為130 MPa。
(2)隨著平頭攪拌針調修次數的增加,疲勞極限升高。這是因為平頭攪拌針調修是在原有焊縫背面進行,軸肩與試板的摩擦熱在一定程度上細化晶粒,降低了原有焊縫的應力,疲勞極限升高。
參考文獻:
王希靖,魏學玲,張亮亮.焊后時效處理對6082-T6鋁合金攪拌摩擦焊接頭的影響[J].材料導報,2017,31(4):62-65.
王元良,陳輝.高速列車鋁合金焊接的發展趨勢[J].電焊機,2010(10):9-16.
劉會杰,孔慶偉,楊國鋒,等.攪拌摩擦焊焊接缺陷的研究[J].焊接,2007(2):17-20.
孫元輝,王立夫,王金金,等.城軌地鐵所用6082鋁合金的焊接工藝[J].焊接技術,2001,39(11):31-33.
王希靖,王小龍,張忠科,等.鋁合金攪拌摩擦點焊疲勞性能研究[J].電焊機,2015,45(4):85-86.
劉春寧,鈕旭晶,侯振國.平針攪拌頭調修對鋁合金焊接接頭組織和性能的影響[J].電焊機,2018,48(3):61-64.
胡本潤,劉建中.判斷升降法數據是否合格的幾點技巧及影響疲勞極限測試結果的因素[A].2008年國際冶金及材料分析測試學術報告會論文集[C].2008.
