HR800CP復相高強鋼電阻點焊工藝性能研究
2021-12-28 23:26:29王鵬博張永強付參伊日貴鞠建斌楊建煒
電焊機 2021年11期
關鍵詞:力學性能
王鵬博 張永強 付參 伊日貴 鞠建斌 楊建煒
摘要:采用固定式中頻逆變電阻點焊機對2.2 mm板厚HR800CP復相高強鋼進行焊接,研究了該工藝下鋼板的焊接電流窗口、焊點顯微組織、力學性能和電極壽命,評價其電阻點焊焊接特性。結果表明,其焊接窗口為1.8 kA,滿足使用要求。最大電流焊點的最大剪切力和十字抗拉力為28 212.9 N和16 917.2 N,較最小電流焊點的提高了14.4%和22.35%。以最大焊接電流連續焊接500個點后,焊核尺寸為6.30 mm,依舊大于最小焊核尺寸(5.93 mm),電極的使用壽命超過500個焊點。
關鍵詞:復相鋼;電阻點焊;電流窗口;力學性能
中圖分類號:TG457.11? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)11-0067-05
DOI:10.7512/j.issn.1001-2303.2021.11.12
0? ? 前言
節能減排已成為汽車工業應對環境污染的首要問題,車身輕量化是限制有害氣體排放和降低燃料消耗的重要措施。汽車制造商的另一個重要目標是提高乘客的安全性,因此許多車身部件應具有較高的耐撞性。高強度鋼提供了更高的極限強度和良好的延展性,越來越多地應用于制造汽車車身及結構件[1-2]。
復相鋼是第一代先進高強鋼的一種,其顯微組織為鐵素體/貝氏體基體上包含少量的馬氏體、殘余奧氏體和珠光體,通過抑制再結晶或微合金元素的析出使晶粒尺寸顯著細化。復相鋼與高強度低合金單相鋼相比具有更好的強塑性,與相同抗拉級別的雙相鋼相比具有更高的屈服強度,復相鋼的特性具有更高的碰撞吸收能、高殘余變形能力和高擴孔能力,可用于制造防撞梁、底盤件、防撞梁、B柱加強板等[3-5]。
高強鋼常見的焊接問題有三個方面:熱影響區的軟化、熱影響區的脆化以及焊接冷裂紋。在焊接熱循環中,焊接熱影響區在高溫區域會停留一段時間,焊接熱影響區過熱區的溫度將達到約1 400 ℃,奧氏體晶粒由于過熱嚴重粗化,甚至發生局促軟化和脆化的現象[3-5],粗大的晶粒會使得焊接構件的力學性能下降。
目前對復相高強鋼的焊接工藝有一些研究, 但較多集中在激光焊和電弧焊,電阻點焊的報道不多。文中對板厚為2.2 mm的HR800CP復相高強鋼進行了電阻點焊焊接試驗,研究了該鋼種的可焊電流范圍、金相組織、焊點的力學性能,并對點焊過程中電極的使用壽命進行了評估。
1 試驗材料與方法
1.1 試驗材料
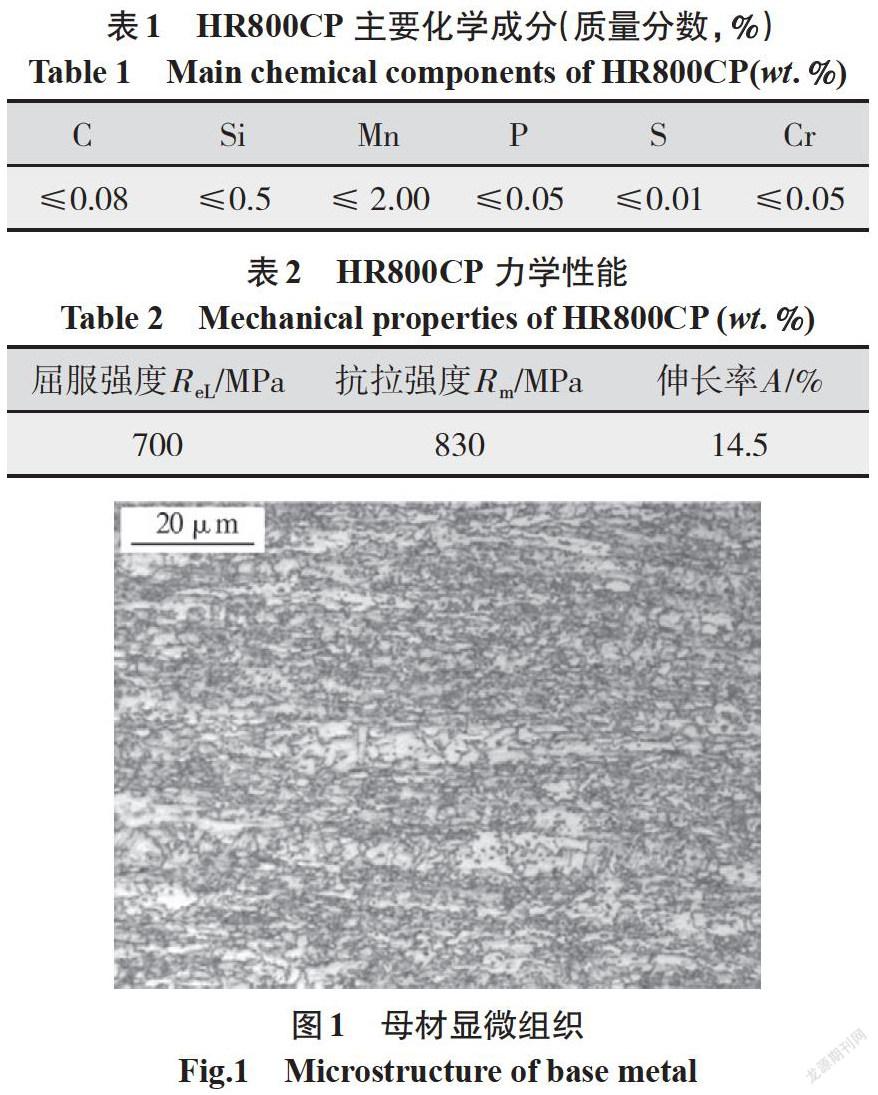
試驗用鋼板為HR800CP熱軋酸洗復相高強鋼,厚度2.2 mm。鋼板的主要化學成分和力學性能見表1、表2。試驗采用OBARA DB-220型固定式中頻逆變點焊機,標稱功率為220 kVA,電極端面直徑為6 mm (電極材料為鉻鋯銅),母材顯微組織見圖1。
1.2 焊接試驗
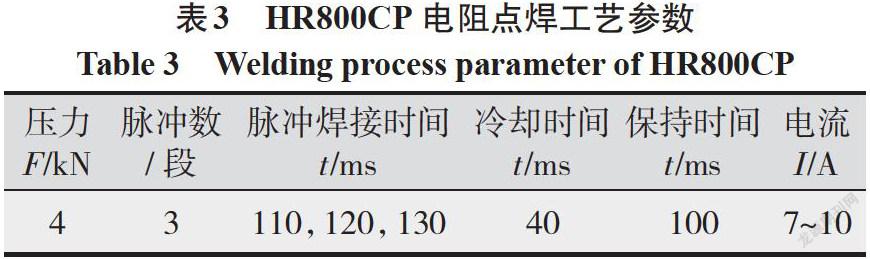
電阻點焊焊接工藝中,對點焊接頭質量影響最大的工藝參數有焊接電流、焊接時間、保持時間、電極壓力等,試驗主要考查焊接電流對HR800CP復相高強鋼接頭質量的影響。根據美國通用公司GWS-5A焊接規范,該厚度鋼種采用三段連續脈沖焊接,每次試驗每段焊接電流和焊接時間均一樣,按照規范測試出焊接時間分別為110 ms、120 ms、130 ms的電流窗口,焊接工藝參數如表3所示。
1.3 金相組織和硬度測試
點焊接頭試樣焊接成形后,用線切割方式取點焊接頭焊點的最大橫截面制備標準金相試樣,經鑲嵌、研磨、拋光后用濃度為4%的硝酸酒精溶液進行腐蝕,采用 Leica DMI5000M 型金相顯微鏡觀察焊點宏觀形貌和微觀組織,通過Leica HXD-1000TM 型顯微硬度測試儀測量點焊焊接接頭不同區域的顯微硬度,加載載荷為1.96 N,加載時間為15 s。
1.4 力學性能測試
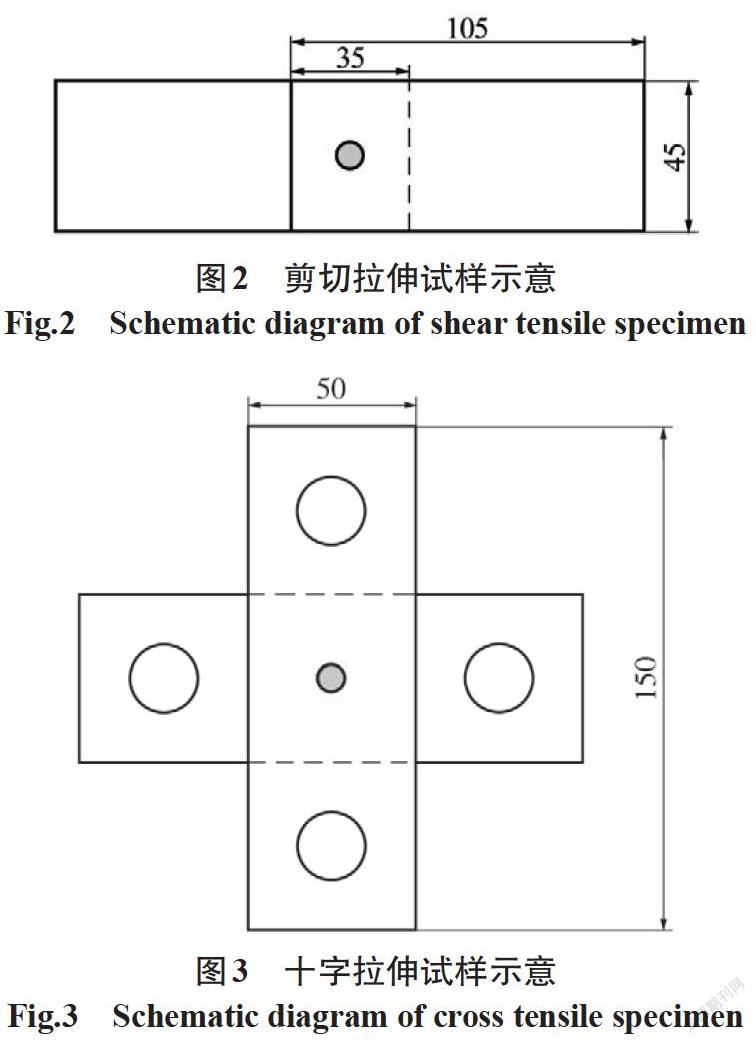
用 Zwick-Z100型拉伸設備在室溫下測試焊點剪切性能和十字拉伸性能,拉伸速率為5 mm/min。剪切拉伸試樣和十字拉伸試樣如圖2、圖3所示。
2 試驗結果與討論
2.1 焊接電流窗口
對HR800CP復相高強鋼試樣進行點焊,對焊點進行剝離實驗,測量其焊核直徑。在最大焊接時間130 ms下,由小電流值以100 A的步進遞增,直至焊核直徑達到d=4? ? ? (t為板厚,即5.93 mm),此時焊接電流為焊接時間130 ms最小電流Imin,確定A點;由A點焊接電流開始,將焊接時間改為120 ms,焊接電流以100 A的步進遞增,直至焊核直徑達到5.93 mm,此時焊接電流為焊接時間120 ms最小電流Imin,確定B點;由B點焊接電流開始,將焊接時間改為110 ms,焊接電流以100 A的步進遞增,直至焊核直徑達到5.93 mm,此時焊接電流為焊接時間110 ms最小電流Imin,確定C點。由C點焊接電流+200 A開始,將焊接時間改為130 ms,焊接電流以200 A的步進遞增,至焊核飛濺,第一個飛濺焊接電流為焊接時間130 ms最大電流Imax,確定D點;由D點焊接電流+200 A開始,將焊接時間改為120 ms,焊接電流以200 A的步進遞增,至焊核飛濺,第一個飛濺焊接電流為焊接時間120 ms最小電流Imax,確定F點;由F點焊接電流+200 A開始,將焊接時間改為110 ms,焊接電流以200 A的步進遞增,至焊核飛濺,第一個飛濺焊接電流為焊接時間110 ms最大電流Imax,確定E點;G點焊接電流為E點焊接電流減去200 A。
通過試驗確定的2.2 mm板厚HR800CP復相高強鋼的焊接窗口如圖4所示,在焊接時間分別為110 ms、120 ms、130 ms的焊接電流窗口均為1.8 kA,高于GWS-5A焊接規范要求的1.0 kA,表明該鋼種能夠在較大的電流范圍內獲得滿足要求的焊核直徑,具有良好的焊接性能。
2.2 焊點金相組織
焊點宏觀組織照片如圖5所示,焊核區呈“ 橢圓 ”形,外側環繞其周圍顏色較淺部分為熱影響區,熱影響區外側相鄰顏色較深部分為母材區。可以看出,在最小電流焊核中心容易出現縮孔,電流小,熱輸入小,冷卻速率快,焊核中心還未擴展已凝固,而增大電流可有效抑制縮孔的產生。
2.3 焊點顯微硬度
焊點顯微硬度是影響接頭失效模式的內在因素,因此對焊點進行顯微硬度分析。如圖6所示,在橫斷面上從母材一側經過焊縫到母材另一側,每隔200 μm 打一個硬度點。
焊點的顯微硬度分布如圖7所示。焊縫區的顯微硬度約為350 HV,遠高于母材區的160 HV,熱影響區的顯微硬度從靠近母材區至靠近焊核區域出現快速的增長,軟化區域較小。最小電流焊點(A、B、C)顯微硬度在350~400 HV,較為穩定;而最大電流焊點(D、E、F)顯微硬度在300~400 HV,波動較大。分析原因是:隨著焊接電流的增大,熱輸入增加,過冷度降低,焊核區馬氏體粗大,因此最小電流焊縫區顯微硬度略高于最大電流焊縫區硬度;同時,熱輸入的增加使得焊點增大,焊點組織分布不均勻,造成最大電流焊點區域顯微硬度波動較大。
2.4 焊點力學性能
在點焊接頭中,抗拉強度是重要的特性。抗拉強度有在剪切方向上負載拉伸載荷來進行判定的抗拉伸剪切力(TSS),在剝離方向上負載拉伸載荷來測定的十字抗拉力(CTS)。最小電流焊點和最大電流焊點的剪切拉伸性能、十字拉伸性能如表4所示。
最小電流焊點的平均抗剪切力、十字抗拉力分別為28 212.9 N和16 917.2 N,最大電流焊點的平均抗剪切力、十字抗拉力分別為32 279.9 N和20 698.3 N,分別提高了14.4%和22.35%。
最大電流和最小電流十字拉伸試樣焊點的失效模式均為紐扣失效,一片試樣的焊核部位被撕裂拔出一個孔洞,另一片試樣上保留著完整的焊核,斷裂發生在熱影響區靠近母材的過渡區域,說明焊點力學性能良好,熱影響區靠近母材的過渡區域為薄弱區域。
最大電流和最小電流剪切拉伸試樣焊點的失效模式為界面失效,但是最大電流剪切拉伸最大力高于最小電流。在電阻點焊中,焊接時間和焊接電流是影響焊接熱輸入的重要因素,在焊接時間一定的條件下,焊接熱輸入隨焊接電流的增加而增大,因此焊核尺寸隨焊接電流的增加而增大,焊核尺寸的增加,使焊點的承載面積、界面結合力增加,從而提高了焊點的剪切力。
2.5 電極壽命
對鋼板進行電極壽命試驗,點焊電流為9.2 kA。在125 mm×400 mm板子上,48個一組,剩下2個焊一組,第50個做撕裂試驗,測量焊核尺寸并記錄,結果如圖8所示。
研究表明[6-7],隨著試驗的進行,電極端面由于反復加熱和機械沖擊磨損加劇,降低了電阻點焊焊接時的電流密度和熱輸入,焊核尺寸的變化趨勢是逐漸減小。
當焊到第500個點時,電極頭鐓粗現象嚴重,此時焊點焊核的直徑為6.30 mm,仍然大于焊點最小要求直徑5.93 mm。在最大焊接電流下,連續焊接500個焊點時,焊點焊核的直徑仍然大于最小焊核直徑,即電極的使用壽命超過500個焊點。
3 結論
(1)2.2 mm板厚HR800CP復相高強鋼的電阻點焊焊接電流窗口為1.8 kA,滿足使用要求。
(2)最小電流焊點的平均剪切力和十字抗拉力分別為28 212.9 N和16 917.2 N,最大電流焊點的平均剪切力和十字抗拉力分別為32 279.9 N和20 698.3 N,最大焊接電流焊點最大剪切力、正拉力分別比最小焊接電流提高了14.4%和22.35%。
(3)以最大焊接電流連續焊接500個點后,焊核尺寸依舊大于臨界焊核尺寸,電極的使用壽命超過500個焊點。
參考文獻:
江海濤,唐荻,米振莉. 汽車用先進高強度鋼的開發及應用進展[J]. 鋼鐵研究學報,2007,19(8):1-6.
董瀚,曹文全,時捷,等. 第3代汽車鋼的組織與性能調控技術[J]. 鋼鐵,2011(6):6-16.
葛南飛,張梅,蔣洋,等.復相鋼CP800的烘烤硬化性能研究[J]. 精密成形工程,2019,11(2):77-81.
Erice B,Roth C C,Mohr D. Stress-state and Strain-Rate Dependent Ductile Fracture of Dual and Complex Phase Steel[J]. Mechanics of Materials,2017,116(1):11-32.
張永強,賈松青,章軍,等. 鍍鋅汽車板力學性能對電阻點焊電流工藝窗口的影響[J]. 礦冶,2013,22(1):116-119.
張旭強,張延松,陳關龍. 熱鍍鋅高強鋼點焊的電極磨損機理分析[J]. 焊接學報,2009(11):45-47.
Zhang X Q,Chen G L,Zhang Y S. Characteristics of electrode wear in resistance spot welding dual-phase steels[J]. Materials & Design,2008,29(1):279-283.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
