變極性等離子弧焊在殼體與法蘭環焊縫焊接中的應用
2021-12-28 07:58:16劉國廷汪卓然柴斐杜孟開安海俊
電焊機 2021年11期
關鍵詞:焊縫
劉國廷 汪卓然 柴斐 杜孟開 安海俊


摘要:分析了鋁合金變極性等離子弧穿孔焊工藝的特點,采用ER5356焊絲對厚度為7 mm的防銹鋁合金5A06進行穿透型變極性等離子弧焊對接環焊縫的焊接試驗,分析焊縫成形質量的影響因素,實現了變極性等離子弧焊在某水下產品中殼體與法蘭環焊縫連接的應用,焊接過程分為起弧段、穿孔段、焊接段、搭接段、收孔段、收弧段共6個焊接階段。利用X射線衍射儀、萬能拉伸機對接頭的質量及力學性能進行檢測,結果表明5A06鋁合金殼體與法蘭對接環焊縫成形良好,焊縫質量滿足GJB 294A-2005《鋁及鋁合金熔焊》Ⅰ級焊縫要求,接頭抗拉強度為301 MPa,達到母材的90.2%,斷裂位置處于近熔合線處,接頭力學性能良好,滿足產品的使用要求。
關鍵詞:變極性等離子弧焊;5A06鋁合金;力學性能;環焊縫
中圖分類號:TG456.2? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)11-0077-05
DOI:10.7512/j.issn.1001-2303.2021.11.14
0? ? 前言
某水下產品為多段殼體對接后焊接環縫成形,單個殼體外徑約500 mm,長度500~800 mm不等,焊接時需保證合段后的同軸度。殼體成型后使用環境為外液壓環境,且為交變載荷,需控制焊后應力水平,避免長期使用出現應力腐蝕引起的滲漏問題。原焊接方法為殼體開坡口、無墊板的對接結構,采用TIG焊焊接。殼體對接僅剩1 mm直邊,殼體對接后因焊縫收縮波動較大,成型后的殼體同軸度不理想。TIG焊熱輸入較大,焊接變形不易控制,且焊后殘余應力大,需采用較為冗長的應力消除工藝方可控制在工藝指標范圍內。變極性等離子弧焊是一種能量集中、電弧挺度大、焊后變形小的高能束焊接工藝[1-2],焊件無需開坡口,焊道窄,單面焊雙面成形,焊后應力低于氬弧焊。其穿孔焊的機制有利于焊接過程中氣孔溢出,避免氣孔類缺陷產生,可有效保證焊縫內部質量及工藝可靠性,在鋁合金焊接中應用前景良好[3-4],非常適合用于該產品中殼體與法蘭環的焊縫連接。
變極性等離子焊分為穿透型與熔透型。穿透型等離子弧焊接也稱為小孔型等離子弧焊接,弧柱壓縮程度強,等離子射流噴出速度較大。焊接時,等離子弧將焊件整個厚度完全穿透,在熔池中形成上下貫穿的小孔,并從焊件背面噴出尾焰,隨著等離子弧沿焊接方向移動,熔化金屬沿著小孔兩側的固體壁面向后方流動,熔池后方的金屬不斷封填小孔,凝固冷卻形成焊縫,焊縫斷面為杯狀。文中對變極性等離子弧焊的應用進行研究,提高耐外液壓殼體多段對焊成形的質量穩定性和可靠性。
1 試驗設備及材料
1.1 試驗設備
電源型號為VPC-450,集成IGBT逆變電源,100%負載持續率時最大輸出能力為450 A;變極性頻率范圍為20~1 000 Hz;正向焊接電流值、反向焊接電流值、正向焊接時間、反向焊接時間均可通過系統控制器進行編程并實時反饋控制。
變極性等離子槍的型號為PWT-450,離子氣體與保護氣體均采用純度為99.996%氬氣。
正式焊接前,通入離子氣,在電極和噴嘴之間形成燃燒的非轉移型等離子弧;正式焊接時非轉移型等離子弧從噴嘴轉移到焊件上,電弧經噴嘴孔道在電極和噴嘴之間燃燒,電弧經過壓縮,溫度和能量密度顯著提高。
1.2 試驗材料
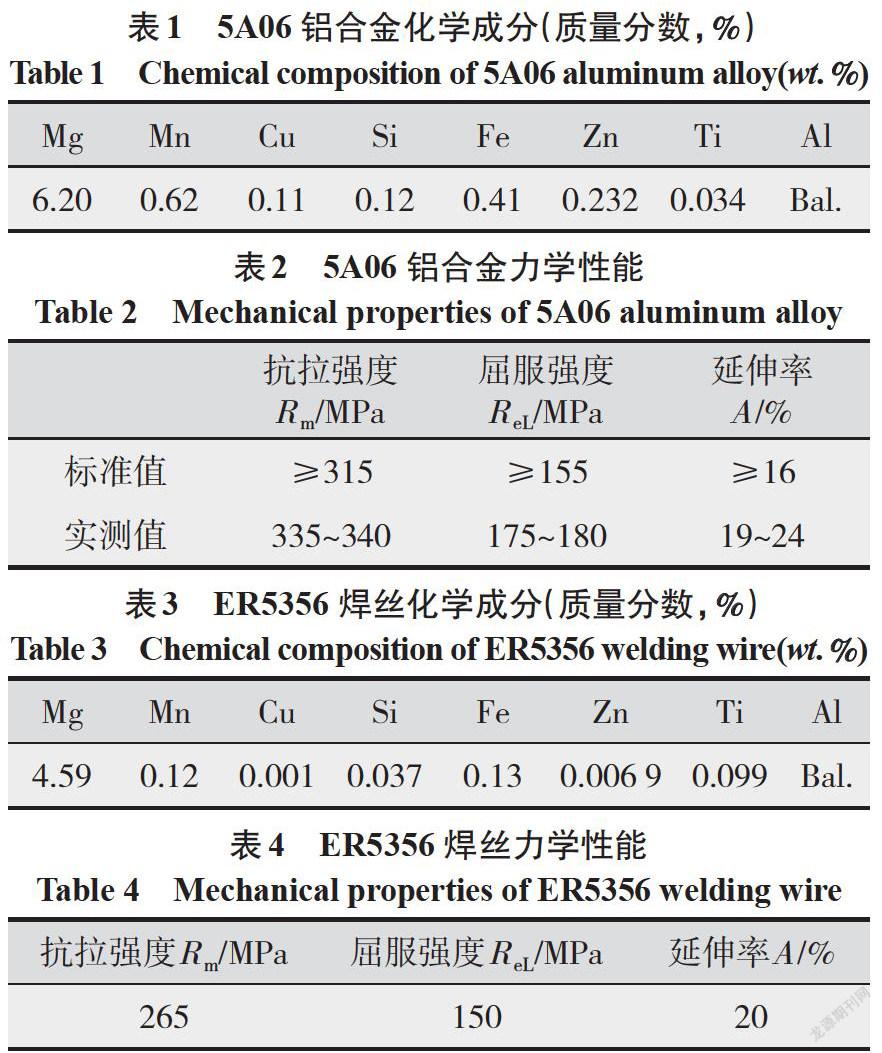
試驗母材采用5A06鋁合金,供貨狀態為O態,焊接厚度7 mm;焊接材料選用φ1.6 mm的ER5356焊絲。母材及焊絲化學成分及力學性能分別如表1~表4所示。5A06鋁合金是Al-Mg系變形鋁合金,其塑性好,可進行各種變形加工;在大氣和海水中有優異的抗腐蝕性,在航空、航天、水中兵器等領域有重要應用;與鋼相比,其熔點低,導熱系數約為鋼的2.7倍,熱容量比鋼大近1倍,因而,采用能量集中的熱源進行焊接有利。
2 變極性等離子弧焊接頭質量影響因素
2.1 工藝參數對焊縫成形質量的影響
在此采用穿孔狀態穩定的焊接電流(正向電流185 A、反向電流215 A)及等離子氣流量(1.1 L/min)進行試驗,分析焊接速度和送絲速度對焊縫成形質量的影響。試驗參數如表3所示,焊縫成形如圖1所示。
(1)焊接速度對焊縫成形質量的影響。
結合表3、圖1可知,當焊接速度為280 mm/min時,熱輸入量不足,穿孔后隨著焊接的進行,熔池深度逐漸減小,無法形成穿透型焊接(見圖1a);焊接速度減至230 mm/min后,焊縫中心線產生明顯的孔洞缺陷,這是因為焊速降低后,雖然保證焊接過程中始終有小孔形成并穿透焊接,但焊速過快,熔池停留時間較短,液態金屬來不及流入小孔成形為正、反焊縫便已凝固,因此形成孔洞缺陷(見圖1b);繼續減小焊接速度至180 mm/min后,焊縫成形良好,無外觀缺陷(見圖1c);當焊接速度降至110 mm/min時,焊縫不成形,形成明顯的切割缺陷,這是因為過低的焊接速度導致焊接熱輸入量明顯增加,穿孔過大,熔化金屬難以填充(見圖1d)。
(2)送絲速度對焊縫成形質量的影響。
不填充焊絲時,焊縫雖然可以成形,但背部基本無余高,且正面焊縫與背面焊縫均出現輕微咬邊缺陷(見圖1e);隨著送絲速度的提高,焊接過程中流入小孔的液態金屬增多,正、反面焊縫余高逐漸增加,焊縫成形良好(見圖1f);當送絲速度增加至3 000 mm/min時,送絲量的增加使得焊接熱輸入量作用于焊絲熔化的比例加大,而形成熔池的能量比例減少以致未焊透(見圖1g)。
2.2 其他因素對焊縫成形質量的影響
(1)鎢極與噴嘴內腔的同心度。若鎢極與內噴嘴的內腔不對中易發生單側咬邊現象。
(2)鎢極內縮量。合理的鎢極內縮量可以保證電弧的挺度和穿透能。
(3)內、外噴嘴位置關系。內噴嘴產生等離子弧,外噴嘴通保護氣,如果內噴嘴高于外噴嘴,影響氣體保護效果,嚴重時導致焊縫無法成形甚至切割。
(4)送絲角度。若焊絲與噴嘴角度過小,會使焊絲熔化前接觸殼體表面,影響焊縫成形;若焊絲與噴嘴角度過大,會使焊絲進入熔池前發生氧化,導致焊縫受氧化物影響產生氣孔等缺陷。
3 變極性等離子弧焊在殼體與法蘭環焊縫連接中的應用
3.1 接頭結構
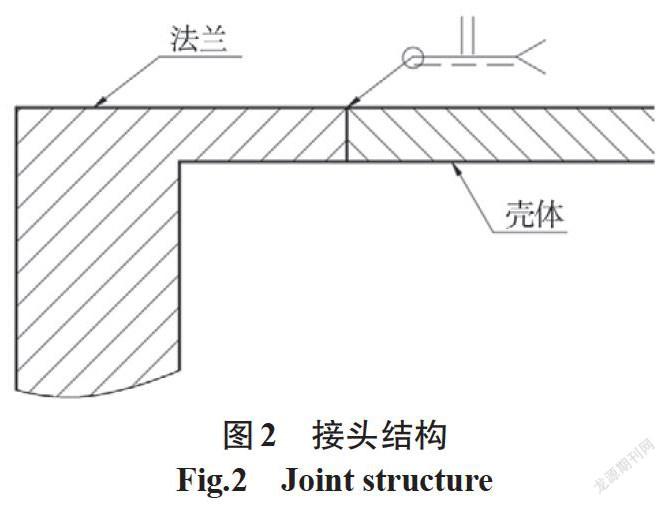
接頭結構為法蘭與殼體的“ I ”型對接,如圖2所示,單個殼體外徑約500 mm,長度500~800 mm不等,焊接厚度7 mm,焊接時將法蘭裝卡,等離子槍始終處于3點鐘焊接位置。
3.2 工藝參數的確定
穿透型等離子弧焊接往往分為起弧段、穿孔段、焊接段、搭接段、收孔段及收弧段。對于縱焊縫的焊接,可以通過焊接方向留余量或者增加引弧板等方式,將小孔留在余量處或引弧板上,從而不影響焊接質量。但是對于環焊縫的焊接,需要各段之間準確的參數配合,最終使得完整環焊縫質量均能滿足標準要求。該環焊縫焊接參數如表4所示。
(1)起弧段。
起弧段將已經引燃的非轉移型電弧引燃至焊件上形成轉移弧,起弧時保證噴嘴與工件表面距離為5~7 mm,采用較慢的焊接速度,隨著電流的增大,熔深加大。起弧段無焊絲填充,焊縫余高較低,防止搭接時因焊縫較高而影響搭接質量。
(2)穿孔段。
穿孔段的作用是產生離子弧小孔,電流逐步升高,離子氣流量逐步加大,加大能量輸入使得小孔形成,焊縫背部透出尾焰。穿孔過程無焊絲填充,避免焊絲的熔化消耗部分電弧能量,影響穿孔效率。
(3)焊接段。
焊接段開始進行填絲,在小孔穿透母材的同時,保證正面焊縫余高為1~3 mm,避免兩側出現咬邊缺陷。焊接過程中,形成的小孔沿焊接方向移動,小孔前端熔化的液態金屬流入小孔之中,分別凝固于焊縫內側與外側,實現單面焊雙面成形。
(4)搭接段。
搭接段從起弧處開始,超過焊接段起始送絲處20 mm結束,目的是將穿孔前的未熔透焊縫進行穿透焊接,避免未焊透等缺陷。考慮到穿孔前未熔透的焊縫雖然不填充焊絲,但仍有余高,增加了焊接厚度,若焊接段的參數無法實現此部分焊縫的穿透,可以適當增加焊接電流或離子氣流量,為減小操作的復雜性,通過前期試驗積累,調整搭接段工藝同焊接段一致。
(5)收孔段。
不同于縱焊縫可以將焊后小孔引入焊接方向余量處或收弧板處,對于環焊縫的焊接,需要在工件旋轉過程中逐步將小孔填滿,收孔時,焊接電流及離子氣流量逐漸減少,熔深變淺,同時極大程度地增加送絲量,進而逐步填滿小孔,此處的焊縫余高將高于焊接段的。
(6)收弧段。
收弧段易產生氣孔等缺陷,在緩慢降低電流的同時,適當減小焊速,增加熔池高溫停留時間,有利于氣孔逸出熔池表面。
3.3 其他注意事項
(1)在確保焊前清理到位、工藝參數合理的前提下,對接環縫處需采用內部自帶凹槽的可拆卸式環形支撐工裝,保證環縫焊接前的殼體對接同軸度。其中工裝外徑凹槽為開孔焊和熔池成型留出空間。
(2)控制殼體對接間隙近似為0,接縫處厚度錯邊量小于0.5 mm,可根據產品實際要求調整。
3.4 焊縫成形質量及接頭力學性能
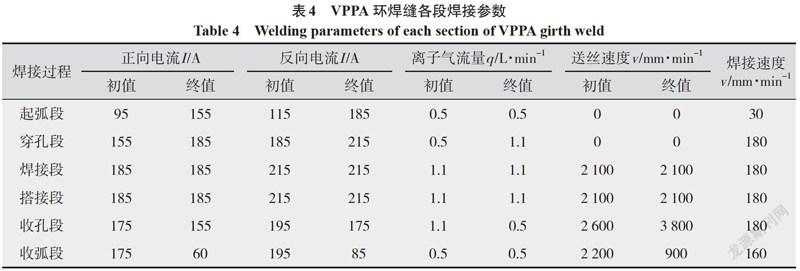
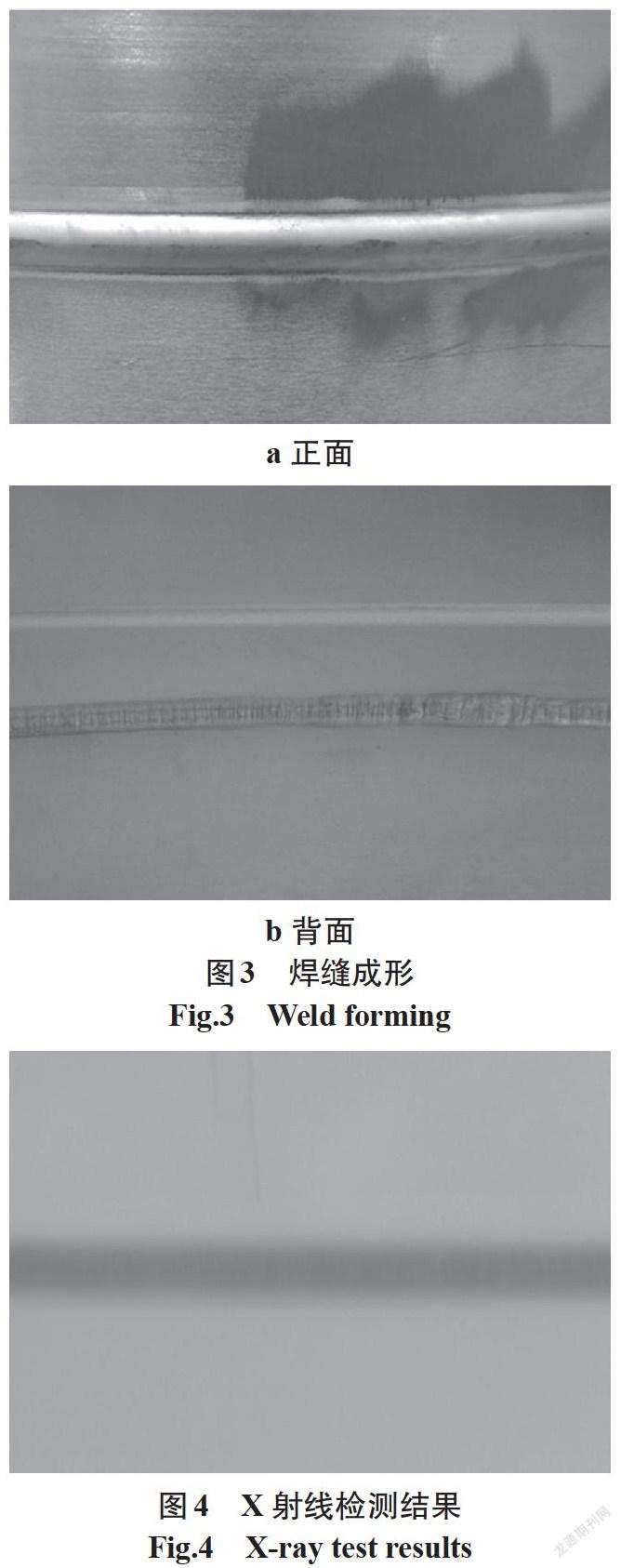
變極性等離子焊接法蘭與殼體環焊縫為單面焊雙面成形,如圖3所示。依據GJB 294A-2005《鋁及鋁合金熔焊》標準對焊縫成形質量進行檢測,正面焊縫及背面焊縫均成形良好,正面焊縫寬度約12 mm,余高約1.5 mm,背面焊縫寬度約8 mm,余高約2 mm,無咬邊、錯邊、凹陷等缺陷。利用X射線對焊縫質量進行探傷檢測,結果如圖4所示,無裂紋、未熔合、氣孔等缺陷。焊縫外觀質量及內部質量檢測結果表明,焊縫質量滿足GJB 294A-2005《鋁及鋁合金熔焊》Ⅰ級焊縫要求。
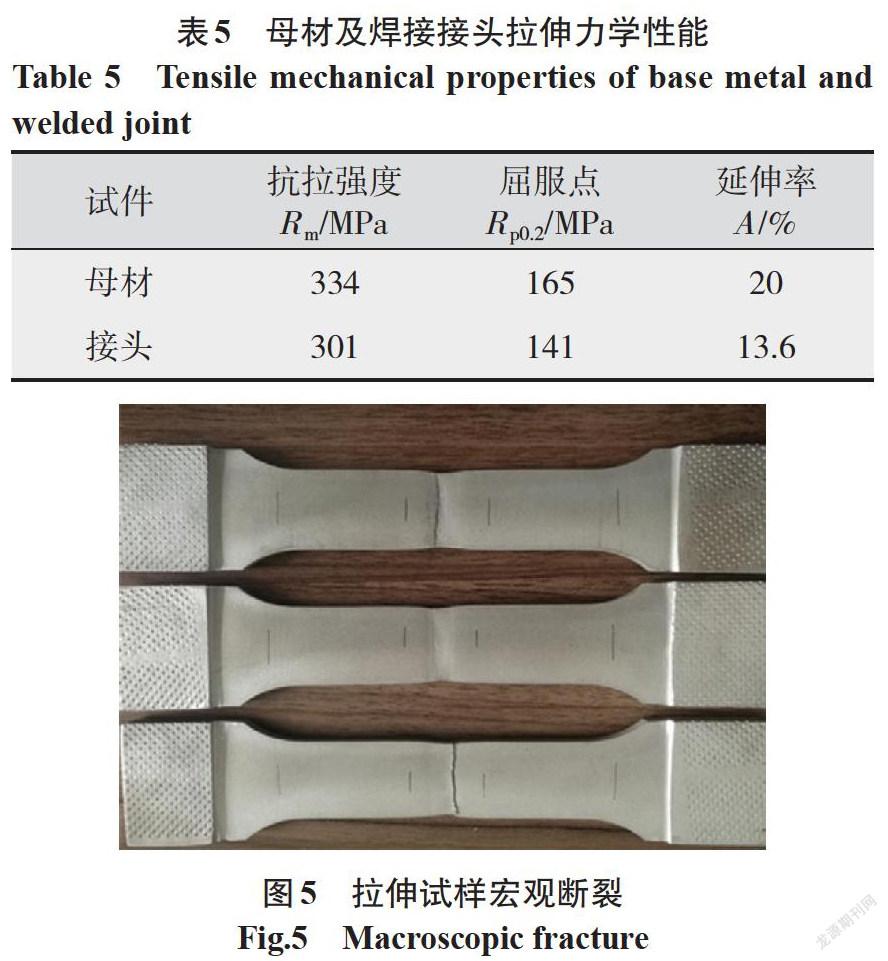
依據GB/T 19869.2—2012《鋁及鋁合金的焊接工藝評定試驗》的要求制備標準力學性能試樣,分別檢測母材及接頭力學性能。20件拉伸試件力學性能試驗所得結果如表5所示。可以看出,接頭抗拉強度、屈服點及延伸率均低于母材,其抗拉強度達到母材抗拉強度的90.2%。焊接接頭在拉伸過程中發生頸縮現象,且斷后伸長率相對較高,推斷其斷裂形式為韌性斷裂。拉伸試樣的宏觀斷裂如圖5所示,可以看出,拉伸試樣的斷裂位置基本處于焊縫邊緣靠近熔合線位置,說明此處是接頭的力學性能薄弱區域。除拉伸試驗外,采用同結構和厚度的焊接試板,冷彎90°未裂,故未進行硬度試驗檢測。
4 結論
(1)采用變極性等離子弧焊實現了5A06鋁合金可靠連接,經過試驗對比發現焊接速度、送絲速度、鎢極內縮量、送絲角度等因素對焊縫成形質量均有不同程度的影響。
(2)實現了殼體與法蘭環焊縫焊接的工程化應用,焊接過程分為起弧段、穿孔段、焊接段、搭接段、收孔段及收弧段。
(3)法蘭與殼體連接焊縫成形良好,正面余高為1.5 mm,背部余高為2 mm,焊縫質量滿足GJB 294A-2005《鋁及鋁合金熔焊》Ⅰ級焊縫要求。
(4)接頭抗拉強度為301 MPa,為母材的90.2%,力學性能良好,滿足產品的使用要求。
參考文獻:
Nunes,Bayless E Q. Variable polarity plasma arc welding on space shuttle external tank[J]. Welding Journal,1984,63(4):27-35.
Artinez L F,Matlock C,Marques R E,et al. Effect of weld gases on melt zone size in VPPA wel ding of Al 2219[J].Welding Journal,1994,73(10):51-55.
姜祎,徐濱士,呂耀輝,等.變極性等離子電弧壓力的徑向分布[J].焊接學報,2010,31(11):17-20.
韓永全,杜茂華,陳樹君,等.鋁合金變極性等離子弧穿孔 焊過程控制[J].焊接學報,2010,31(11):93-98.
韓永全,陳樹君,殷樹言,等.維弧對變極性等離子電弧特性的影響[J].機械工程學報,2008,44(6):183-186.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
