反應堆壓力容器回火焊道再制螺紋的強度校核和試驗驗證
2021-12-28 07:58:16胡大芬金亮陳振偉楊景超許洪朋
電焊機 2021年11期
胡大芬 金亮 陳振偉 楊景超 許洪朋



摘要:以某堆型反應堆壓力容器主螺孔(M155×4)為研究對象,對反應堆壓力容器主螺孔螺紋回火焊道焊接修復工藝進行了簡述。對采用回火焊道焊接技術修復后的主螺孔再制螺紋強度進行了校核,并對主螺孔回火焊道再制螺紋進行了旋擰試驗和拉伸試驗驗證。計算及試驗結果表明:反應堆壓力容器主螺孔回火焊道再制螺紋的抗剪切強度、抗擠壓強度和抗彎曲強度均滿足設計要求,主螺孔回火焊道再制螺紋的強度也滿足其旋擰性能和拉伸性能要求。
關鍵詞:反應堆壓力容器;回火焊道焊接;主螺孔再制螺紋;強度校核;試驗驗證
中圖分類號:TG457.2? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)11-0099-07
DOI:10.7512/j.issn.1001-2303.2021.11.18
0? ? 前言
反應堆壓力容器(RPV)是反應堆一回路冷卻劑系統的重要承壓邊界,是整個核電站的“ 心臟 ”,而螺紋緊固組件是保證RPV密封性能的重要部件,其使用性能直接影響到RPV的密封性能,以避免冷卻劑和放射性物質的泄露和外逸[1]。但在RPV主螺栓安裝時,可能會因螺紋表面缺陷等原因發生主螺栓卡澀、咬死的現象,造成RPV主螺孔螺紋損傷,進而影響到核電站的運行安全[2-5]。根據國內外相關核電站的修復經驗,對于RPV主螺孔螺紋表面的簡單缺陷,一般采取打磨或梳刀梳理進行處理,而對于影響主螺孔螺紋強度的嚴重缺陷,一般對受損主螺孔進行螺紋擴孔修復[2,6],但因這種技術是在原螺紋上進行擴孔修復,存在由于螺紋擴孔裝置對中精度等原因造成修復困難或修復失敗的問題。另外,如果采用傳統的焊接修復工藝修復大面積損傷螺紋,在焊接修復完成后需要對修復區域進行焊后熱處理,而焊后熱處理在設備安裝階段已不具備實施條件。
回火焊道焊接技術是一種通過控制焊接熱循環、焊道幾何尺寸及焊道搭接量等關鍵因素,使得后續焊道的熱循環對前焊道形成的熱影響區或焊縫金屬進行回火來改善熱影響區或焊縫組織,進而改善其性能的焊接修復技術[7]。由于其可以免去焊后熱處理的特點,回火焊道焊接技術在國外有較多應用[8-12],國內也越來越關注,如對反應堆壓力容器低合金鋼材料進行了回火焊道工藝試驗研究[13],并獲得了良好的試驗效果。
文中以某堆型反應堆壓力容器主螺孔(M155×4)為研究對象,對反應堆壓力容器主螺孔螺紋的回火焊道焊接修復工藝進行了研究。同時對采用回火焊道焊接技術修復后的主螺孔再制螺紋強度進行了校核,并對主螺孔回火焊道再制螺紋進行了旋擰試驗和拉伸試驗驗證,以確保修復后的主螺孔再制螺紋強度滿足使用要求。
1 反應堆壓力容器主螺孔螺紋回火焊道焊接修復工藝
對于受損嚴重的RPV主螺孔螺紋,回火焊道焊接修復工藝過程如下:
(1)機加工去除原主螺孔螺紋。
采用機加工方式對主螺孔進行光孔處理,去除原主螺孔所有螺紋,并將主螺孔內徑擴孔至滿足回火焊道焊接修復所需的適合尺寸。
(2)回火焊道焊接修復主螺孔。
在焊接修復前,先對主螺孔進行目視檢查、尺寸檢查和液體滲透檢查,合格后對待焊修復區進行清潔,然后采用機械脈沖鎢極惰性氣體保護電弧焊和低合金鋼焊絲在RPV主螺孔底部沿內壁自下而上實施橫焊位焊接,焊接參數為:頻率1.67 Hz,焊接電流Ipeak=180 A,Ibase=150 A,占空比50%,焊接電壓11 V,焊接速度100 mm/min,送絲速度1 180 mm/min,道間溫度≤180 ℃。焊接過程中嚴格控制道間溫度和焊道搭接量,每層焊道完成后進行適當修磨并進行無損檢驗。
(3)重新機加工制備新螺紋。
根據RPV主螺孔設計圖紙要求,對主螺孔內壁堆焊金屬進行機械加工,重新制備主螺孔新螺紋,新螺紋的結構尺寸需滿足設計圖紙要求,并且對新螺紋進行通止規檢查和螺紋中徑測量,確保各項尺寸均滿足設計要求。
2 主螺孔回火焊道再制螺紋的強度校核
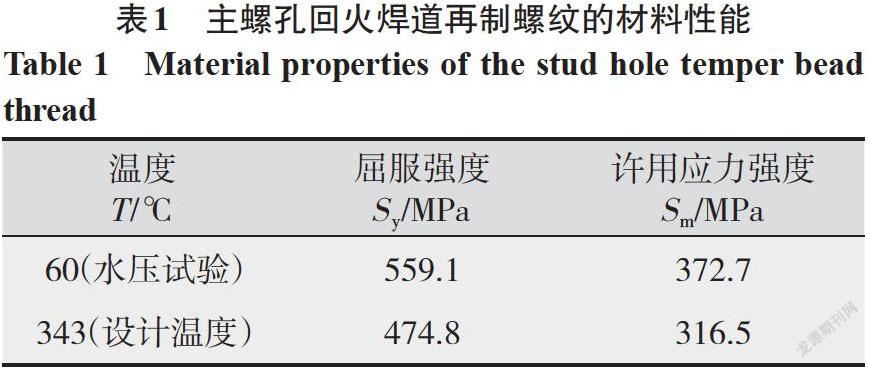
為得到RPV主螺孔回火焊道堆焊金屬的力學性能數據,進行了低合金鋼回火焊道焊接修復工藝試驗,并針對回火焊道堆焊金屬進行常規性能試驗和疲勞性能試驗。根據RPV主螺孔回火焊道堆焊金屬在23 ℃、150 ℃、250 ℃和350 ℃的力學性能試驗結果,采用線性插值法計算得到RPV主螺孔回火焊道再制螺紋在水壓試驗溫度60 ℃和設計溫度343 ℃下的屈服強度平均值,如表1所示。
由于主螺孔回火焊道堆焊金屬為塑性材料,對于螺紋連接件,其許用應力強度為屈服強度/安全系數,安全系數為1.2~1.5[14],出于保守考慮,文中安全系數取1.5。則主螺孔回火焊道堆焊金屬的許用應力強度如表1所示。
2.1 修復后的主螺孔螺紋抗剪切強度校核
根據RCC-M B3238.2[15],在運行和試驗工況(除事故工況外),螺紋的平均一次剪切應力不大于0.6Sm(Sm為材料的許用應力強度),剪切應力按下述公式進行計算:
式中 Smax為單根主螺栓的最大預緊力(單位:N); A為螺紋剪切面積(單位:mm2),使用下式計算[16]
式中 Aint ernal為主螺孔內螺紋剪切面積(單位:mm2);N為每毫米的螺紋數,取值0.25;Le主螺栓與主螺孔螺紋配合長度,為205 mm;Ds min主螺栓螺紋大徑的最小值,為154.456 mm;En max主螺孔內螺紋中徑的最大值,為152.667 mm。
在水壓試驗工況時單根主螺栓最大預緊力Smax為6.2×106 N,正常運行工況時Smax為5.35×106 N, 則主螺孔回火焊道螺紋在上述工況下的抗剪切強度如表2所示。
由表2可知,采用回火焊道焊接技術修復的主螺孔再制螺紋抗剪切強度滿足RCC-M規范要求。
2.2 修復后的主螺孔螺紋抗擠壓強度校核
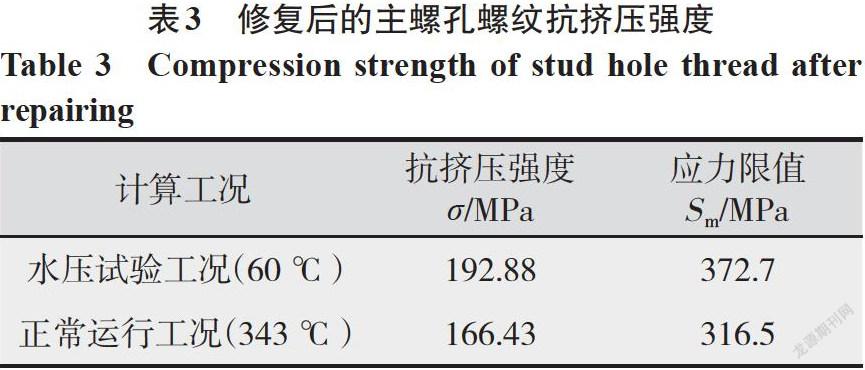
假設軸向力為F(在此取單根主螺栓最大預緊力),螺紋接觸寬度的平均直徑為D2,螺紋嚙合扣數為z,相配合螺紋的接觸寬度為l0,α為普通螺紋牙型角,取60°,n為安全系數,取1.2~1.5[14],材料的屈服強度為Sy,則螺紋抗擠壓強度σ為[14]:
根據修復后的M155×4主螺孔螺紋和對應主螺栓螺紋尺寸作圖可得,其螺紋接觸寬度的平均直徑D2為152.75 mm,相配合螺紋的接觸寬度l0為1.51 mm,n取1.5,則修復后的主螺孔回火焊道再制螺紋的抗擠壓強度如表3所示。
由表3可知,采用回火焊道焊接技術修復的主螺孔再制螺紋抗擠壓強度校核滿足要求。
2.3 修復后的主螺孔螺紋抗彎曲強度校核
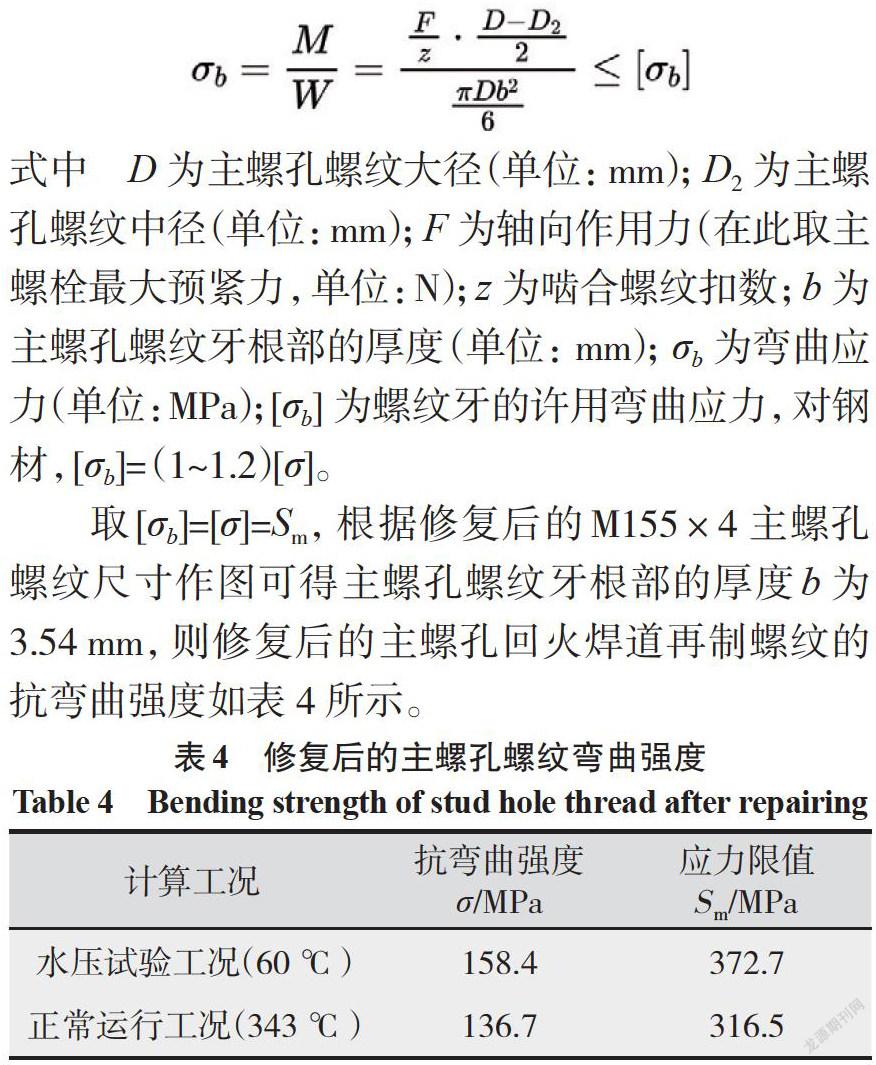
主螺孔螺紋的抗彎曲強度計算公式為[14]
式中 D為主螺孔螺紋大徑(單位:mm);D2為主螺孔螺紋中徑(單位:mm);F為軸向作用力(在此取主螺栓最大預緊力,單位:N);z為嚙合螺紋扣數;b為主螺孔螺紋牙根部的厚度(單位:mm);σb為彎曲應力(單位:MPa);[σb]為螺紋牙的許用彎曲應力,對鋼材,[σb]= (1~1.2)[σ]。
取[σb]=[σ]=Sm,根據修復后的M155×4主螺孔螺紋尺寸作圖可得主螺孔螺紋牙根部的厚度b為3.54 mm,則修復后的主螺孔回火焊道再制螺紋的抗彎曲強度如表4所示。
由表4可知,采用回火焊道焊接技術修復的主螺孔再制螺紋抗彎曲強度校核滿足要求。
3 主螺孔回火焊道再制螺紋的性能試驗驗證
為了驗證RPV主螺孔采用回火焊道焊接技術修復后,其再制螺紋結構強度滿足設備使用要求,采用1:1模擬件對主螺孔回火焊道再制螺紋進行了旋擰模擬試驗和拉伸模擬試驗。
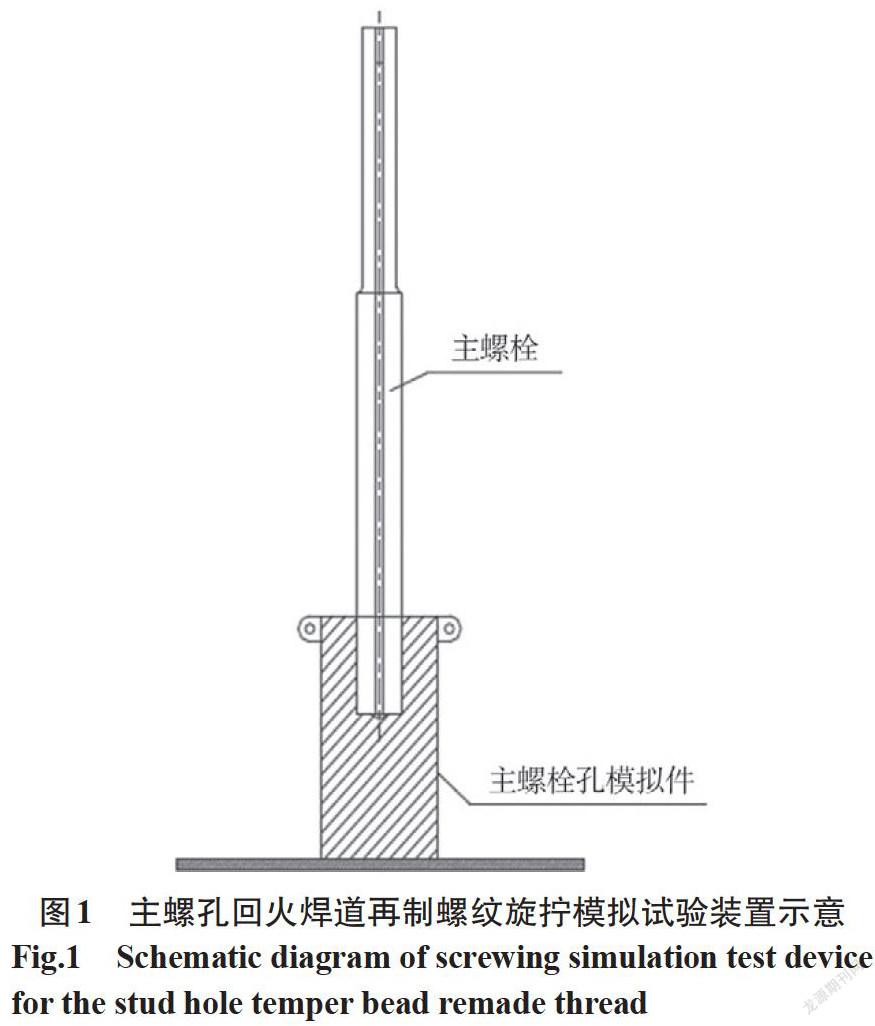
3.1 主螺孔回火焊道再制螺紋的旋擰模擬試驗
為驗證主螺孔回火焊道再制螺紋的旋擰性能和耐磨性能,采用1:1主螺栓模擬件和主螺孔回火焊道再制螺紋模擬件進行了旋擰模擬試驗,模擬試驗裝置如圖1所示,且主螺孔回火焊道再制螺紋模擬件的螺紋中徑初始實測值為φ152.60~152.62 mm。
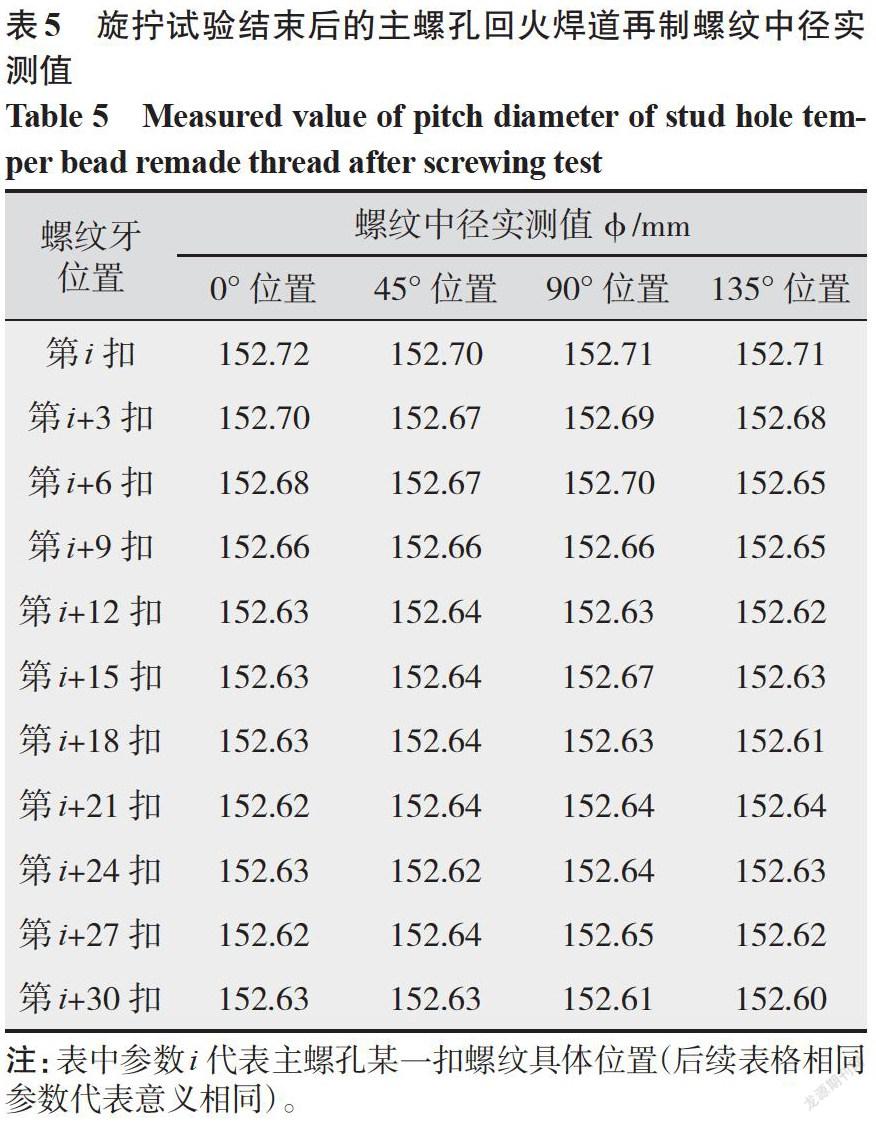
考慮某堆型RPV的設計壽命以及換料周期,主螺孔回火焊道再制螺紋旋擰模擬試驗的試驗次數確定為40次。經過40次旋擰試驗之后,主螺孔回火焊道再制螺紋中徑實測值如表5所示,且試驗后的主螺孔回火焊道再制螺紋通止規檢查合格。
由表5可知,經40次旋擰試驗后的主螺孔回火焊道再制螺紋中徑實測值為φ152.60~152.72 mm,相比主螺孔回火焊道再制螺紋初始中徑值有微量的增加,說明多次旋擰試驗會使得主螺孔回火焊道再制螺紋產生極少量的磨損,但考慮到磨損量很小,且試驗后的主螺孔回火焊道再制螺紋通止規檢查合格,因此,主螺孔回火焊道再制螺紋的旋擰性能和耐磨性能滿足使用要求。
3.2 主螺孔回火焊道再制螺紋的拉伸模擬試驗
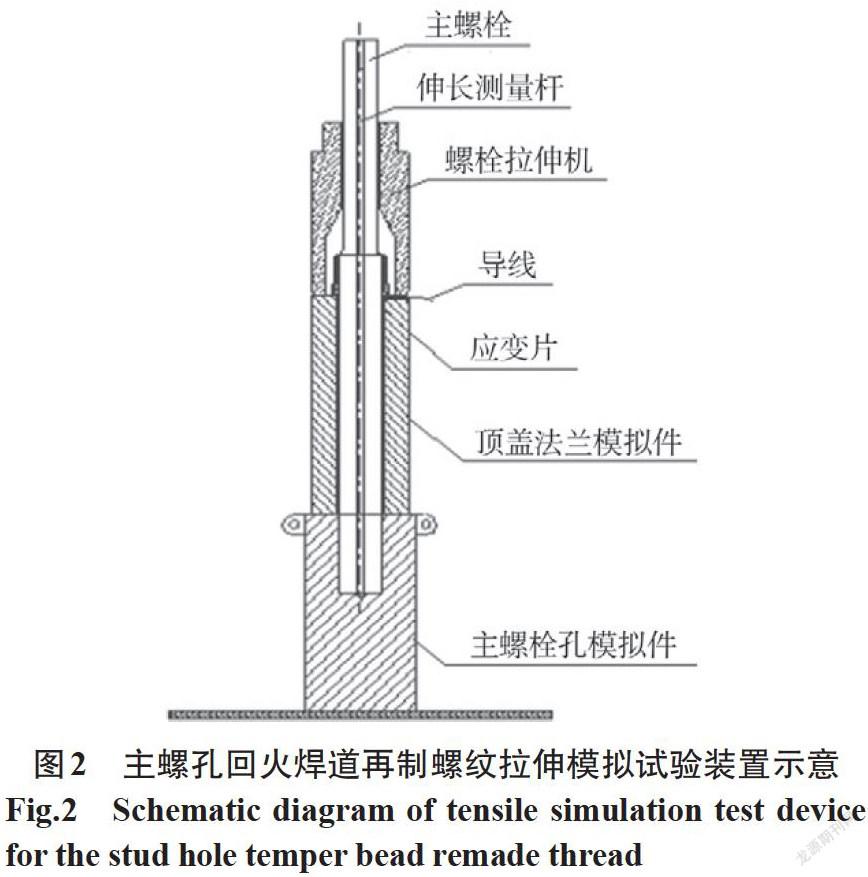
為了驗證主螺孔回火焊道再制螺紋在各工況下的拉伸性能,采用1∶1拉伸模擬試驗裝置(見圖2)進行了各工況下的主螺孔回火焊道再制螺紋拉伸模擬試驗。
3.2.1 主螺栓拉伸標定試驗驗證
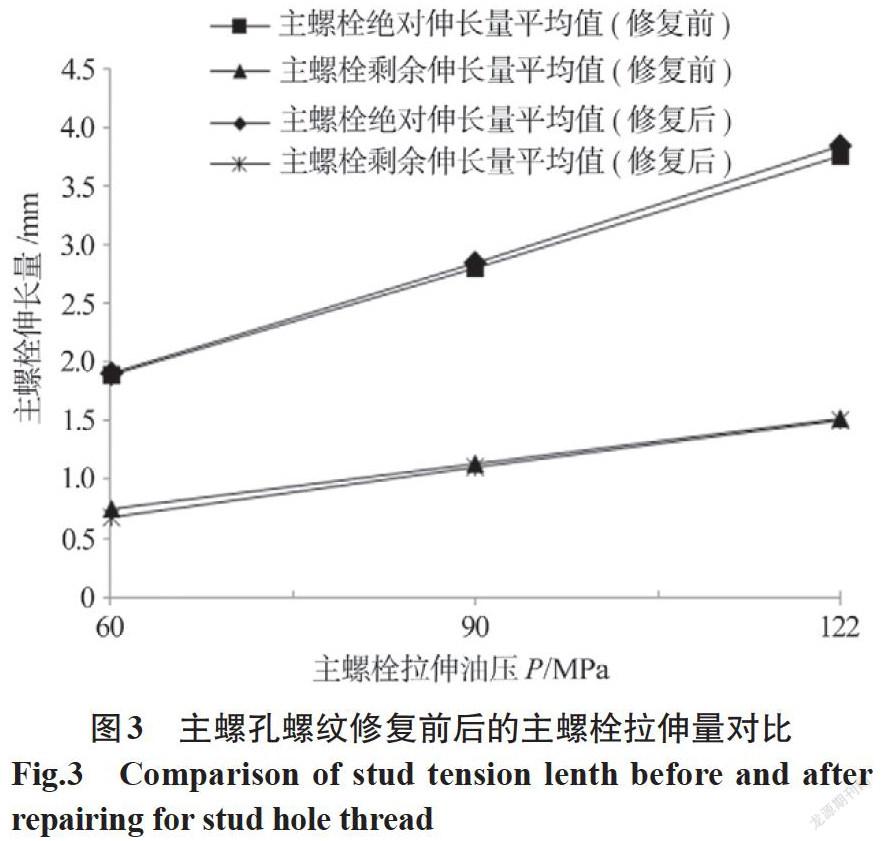
分別采用修復前的主螺孔原始螺紋和修復后的主螺孔回火焊道再制螺紋進行主螺栓拉伸標定試驗,試驗重復次數為5次,主螺孔采用回火焊道焊接技術修復前后的主螺栓拉伸標定曲線的對比情況如圖3所示。
由圖3可知,RPV主螺孔螺紋在采用回火焊道焊接技術修復后,主螺栓拉伸標定曲線變化非常小,且主螺栓拉伸標定試驗完成并在主螺栓旋出后,主螺孔回火焊道再制螺紋通止規檢查合格,這說明RPV主螺孔螺紋修復后并未影響主螺栓和主螺孔螺紋配合的變形協調關系,從而證明了主螺孔螺紋修復后的力學性能滿足其拉伸性能要求。
3.2.2 各工況下的主螺孔回火焊道再制螺紋拉伸模擬試驗驗證
(1)出廠水壓試驗工況。
按該堆型RPV出廠水壓試驗工況下的主螺栓剩余拉伸量要求,對修復后的主螺孔回火焊道再制螺紋進行拉伸驗證試驗,并保持主螺栓預緊狀態至少為24 h,然后卸載并拆卸主螺栓,觀察主螺栓旋出過程中的實際情況,并對拉伸后的主螺孔回火焊道再制螺紋進行目視檢查、螺紋通止規檢查和螺紋中徑測量。
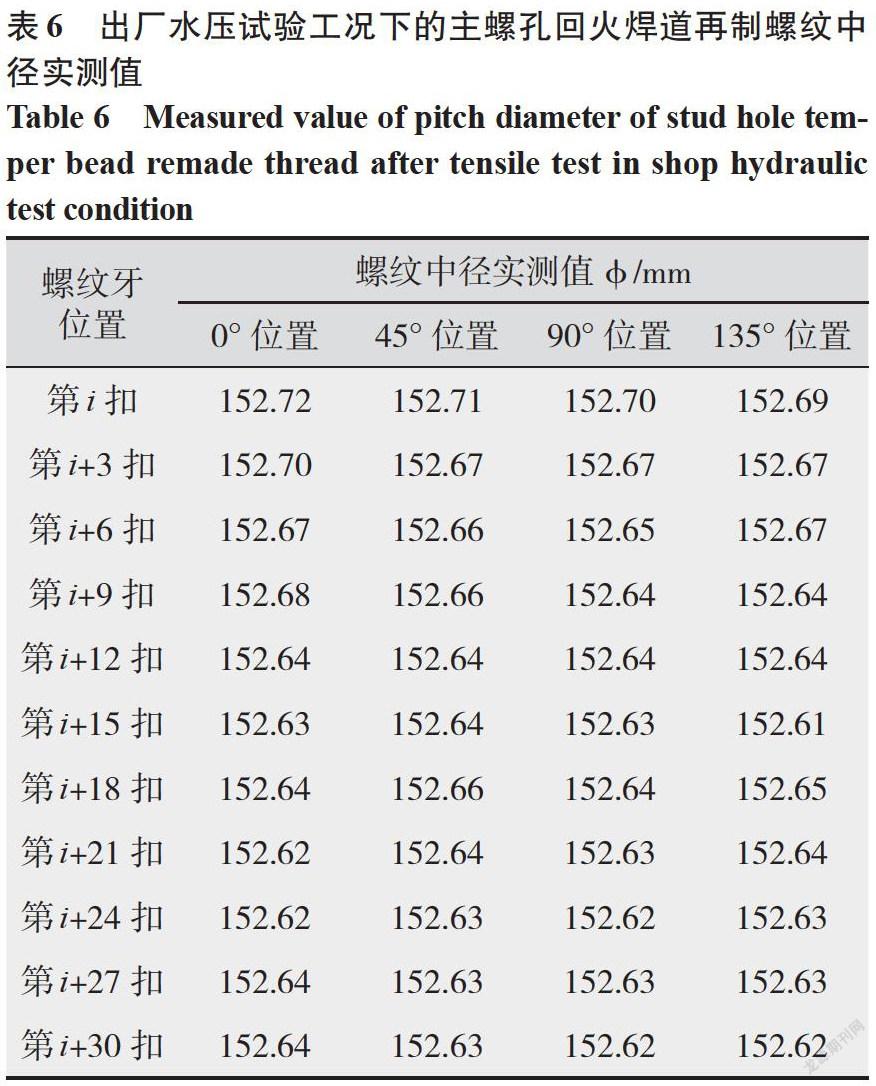
主螺孔回火焊道再制螺紋在經歷出廠水壓試驗工況拉伸模擬試驗后,其螺紋實測值如表6所示。根據表6,主螺孔回火焊道再制螺紋在經歷出廠水壓試驗工況拉伸模擬試驗后,其螺紋中徑實測值為φ152.61~152.72 mm,考慮到螺紋中徑測量誤差,該值與經過旋擰試驗后的主螺孔回火焊道螺紋中徑實測值(φ152.60~152.72 mm)幾乎一致,且根據試驗結果,在結束出廠水壓試驗工況拉伸模擬試驗拆卸主螺栓的過程中,主螺栓旋出過程順暢無障礙,且主螺孔回火焊道再制螺紋通止規檢查合格,因此,主螺孔回火焊道再制螺紋強度滿足出廠水壓試驗工況下的拉伸要求。
(2)在役水壓試驗工況。
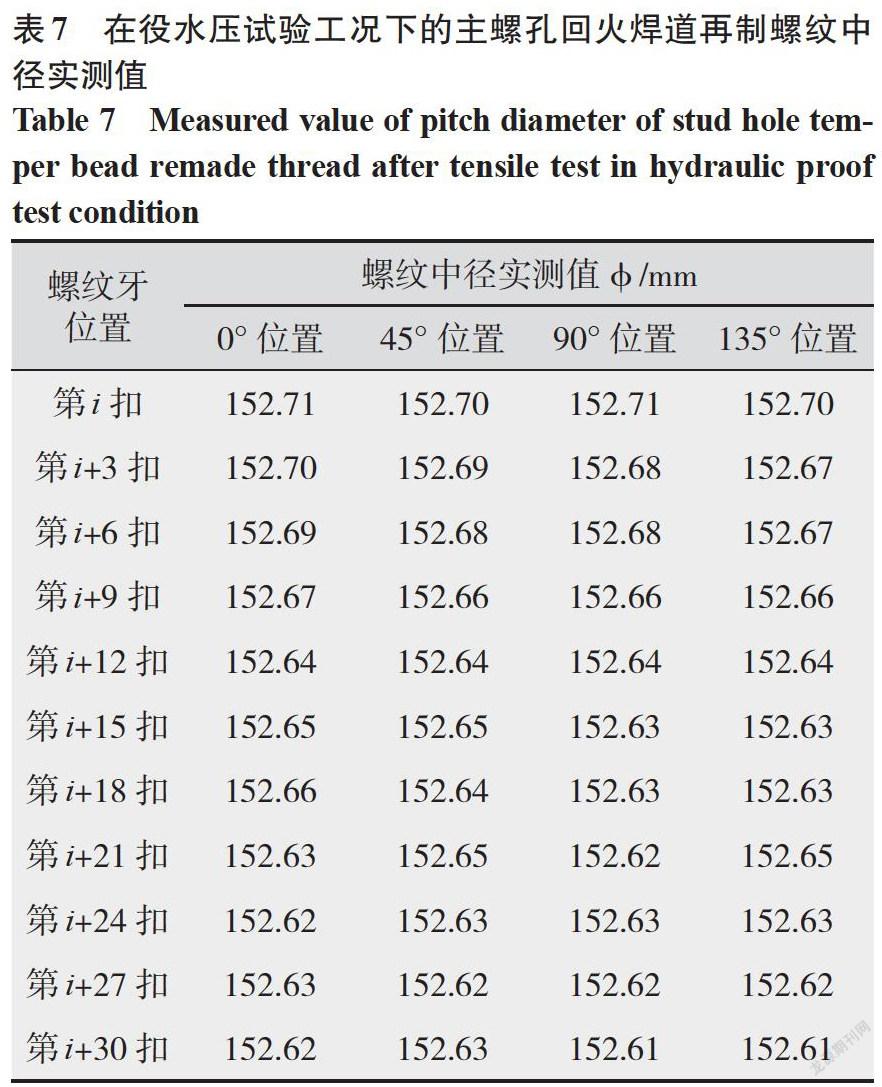
按該堆型RPV在役水壓試驗工況下的主螺栓剩余拉伸量要求,對修復后的主螺孔回火焊道再制螺紋進行拉伸驗證試驗,并保持主螺栓預緊狀態至少為24 h,然后卸載并拆卸主螺栓,觀察主螺栓旋出過程中的實際情況,并對拉伸后的主螺孔回火焊道再制螺紋進行目視檢查、螺紋通止規檢查和螺紋中徑測量。
主螺孔回火焊道再制螺紋經歷在役水壓試驗工況拉伸模擬試驗后的螺紋實測值如表7所示。可以看出,主螺孔回火焊道再制螺紋在經歷在役水壓試驗工況拉伸模擬試驗后,其螺紋中徑實測值為φ152.61~152.71 mm,考慮到螺紋中徑測量誤差,該值與出廠水壓試驗工況拉伸模擬試驗后的主螺孔回火焊道再制螺紋中徑實測值(φ152.61~152.72 mm)幾乎一致,且根據試驗結果,在結束在役水壓試驗工況拉伸模擬試驗拆卸主螺栓的過程中,主螺栓旋出過程順暢無障礙,且主螺孔回火焊道再制螺紋通止規檢查合格,因此,主螺孔回火焊道再制螺紋強度滿足在役水壓試驗工況下的拉伸要求。
(3)正常運行工況。
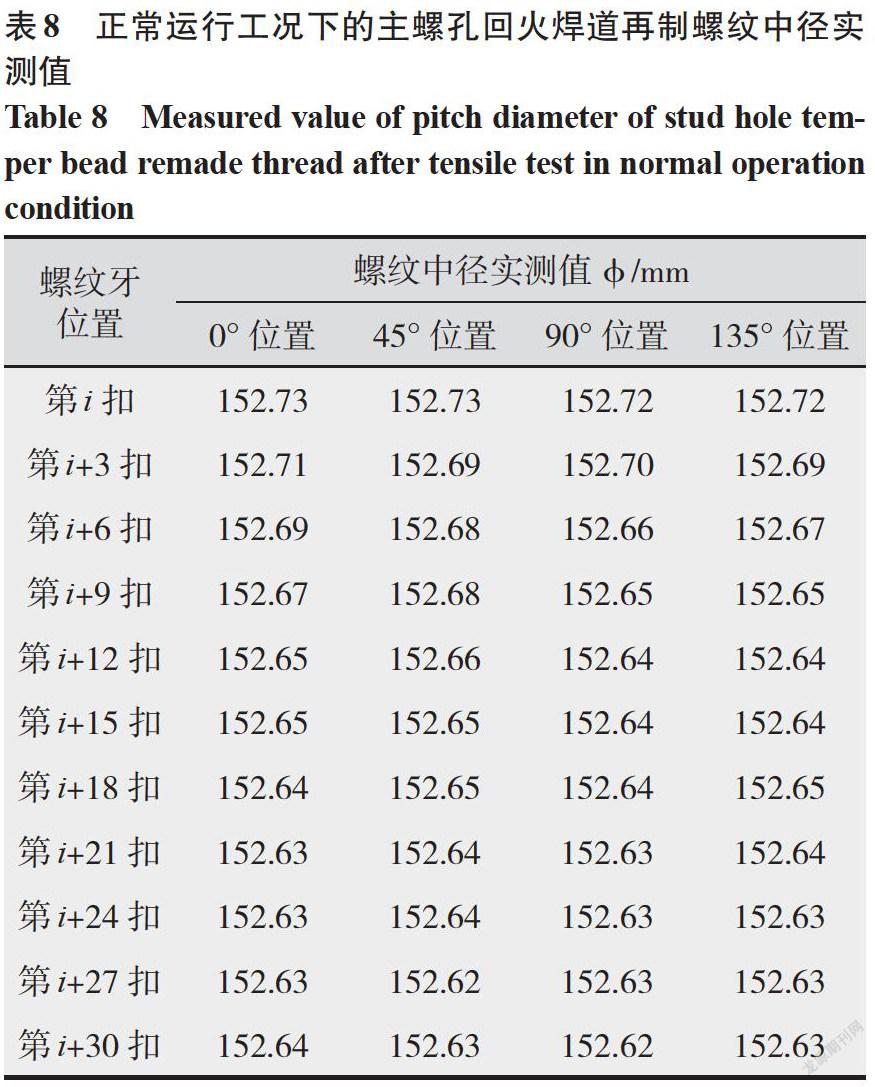
按該堆型RPV正常運行工況下的主螺栓剩余拉伸量要求,對修復后的主螺孔回火焊道再制螺紋進行拉伸驗證試驗,并保持主螺栓預緊狀態至少為24 h,然后卸載并拆卸主螺栓,觀察主螺栓旋出過程中的實際情況,并對拉伸后的主螺孔回火焊道再制螺紋進行目視檢查、螺紋通止規檢查和螺紋中徑測量。
主螺孔回火焊道再制螺紋在經歷正常運行工況拉伸模擬試驗后,其螺紋實測值如表8所示。
根據表8,主螺孔回火焊道再制螺紋在經歷正常運行工況拉伸模擬試驗后,其螺紋中徑實測值為φ152.62~φ152.73mm,考慮到螺紋中徑測量誤差,該值與在役水壓試驗工況拉伸模擬試驗后的主螺孔回火焊道再制螺紋中徑實測值(φ152.61~φ152.71mm)幾乎一致,且根據試驗結果,在結束正常運行工況拉伸模擬試驗拆卸主螺栓的過程中,主螺栓旋出過程順暢無障礙,且主螺孔回火焊道再制螺紋通止規檢查合格,因此,主螺孔回火焊道再制螺紋強度滿足正常運行工況下的拉伸要求。
3.2.3 最大拉伸力模擬試驗驗證
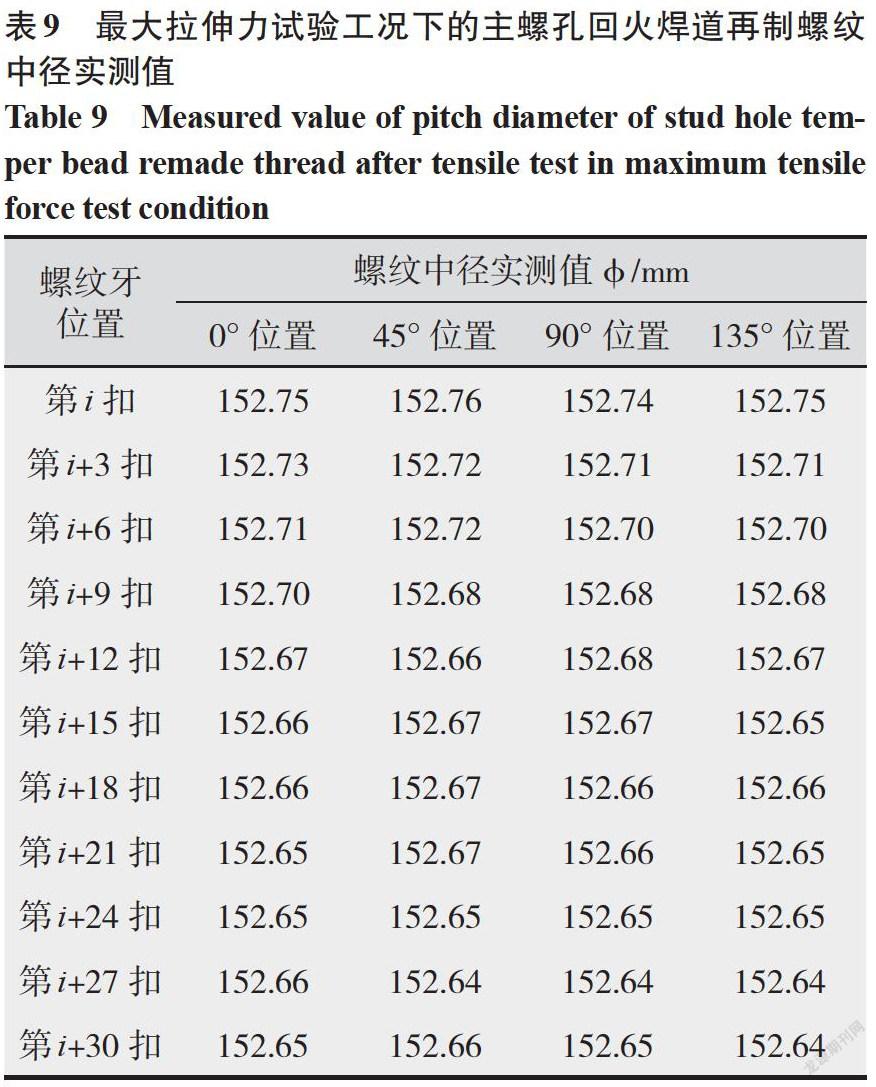
該堆型RPV在進行關蓋主螺栓預緊操作時曾出現過主螺栓絕對拉伸量超過設計要求最大值的現象,因此,根據工程經驗,按照主螺栓絕對拉伸量4.06 mm的要求,對修復后的主螺孔回火焊道再制螺紋進行最大拉伸力驗證試驗,即將主螺栓旋入到主螺孔后拉伸主螺栓至其絕對拉伸量為4.06 mm,然后卸載并拆卸主螺栓,觀察主螺栓旋出過程中的實際情況,并對拉伸后的主螺孔回火焊道再制螺紋進行目視檢查、螺紋通止規檢查和螺紋中徑測量。
主螺孔回火焊道再制螺紋在經歷最大拉伸力拉伸模擬試驗后,其螺紋實測值如表9所示。
根據表9可知,主螺孔回火焊道再制螺紋在經歷最大拉伸力模擬試驗后,其螺紋中徑實測值為φ152.64~152.76 mm,考慮到螺紋中徑測量誤差,該值與正常運行工況拉伸模擬試驗后的主螺孔回火焊道再制螺紋中徑實測值(φ152.62~152.73 mm)幾乎一致,且根據試驗結果,在結束最大拉伸力模擬試驗拆卸主螺栓的過程中,主螺栓旋出過程順暢無障礙,且主螺孔回火焊道再制螺紋通止規檢查合格,這說明主螺孔回火焊道再制螺紋在經歷最大拉伸力模擬試驗后并未發生整體塑性變形,因此,主螺孔回火焊道再制螺紋強度滿足最大拉伸力工況下的拉伸要求。
4 結論
通過對某堆型RPV主螺孔回火焊道再制螺紋的強度校核、旋擰試驗和各工況下拉伸模擬試驗研究,得到如下結論:
(1)主螺孔回火焊道再制螺紋的抗剪切強度、抗擠壓強度和抗彎曲強度在水壓試驗工況和正常運行工況下的校核計算結果均滿足設計要求。
(2)主螺孔回火焊道再制螺紋在經歷40次旋擰試驗后,其螺紋中徑值變化量非常小且螺紋通止規檢查合格, 表明主螺孔回火焊道螺紋的旋擰性能和耐磨性能滿足使用要求。
(3)相比修復前,主螺孔回火焊道再制螺紋的主螺栓拉伸標定曲線變化非常小且螺紋通止規檢查合格,表明主螺栓與主螺孔螺紋配合的變形協調關系未受影響,也證明了主螺孔回火焊道再制螺紋的力學性能滿足其拉伸性能要求。
(4)主螺孔回火焊道再制螺紋分別在出廠水壓試驗、在役水壓試驗、正常運行工況和最大拉伸力工況下的螺紋中徑值變化量非常小,且螺紋通止規檢查合格。表明主螺孔回火焊道再制螺紋未發生整體塑性變形,主螺孔回火焊道再制螺紋的強度滿足各工況使用要求。
參考文獻:
周高斌,羅英,邱天,等.反應堆壓力容器螺栓法蘭連接設計與改進[J].壓力容器,2014,31(3):70-76.
房永剛,初起寶, 王慶,等.淺談反應堆壓力容器主螺孔擴孔修復的核安全審查[J]. 核安全,2013,12(3):89-93.
王仁科,張超,韓麗英.反應堆壓力容器主螺栓卡澀分析[J]. 核安全,2013,12(S1):109-113.
謝世球,李家訓,張晨,等.反應堆壓力容器主螺栓的選材和研究[J]. 壓力容器,1989,6(2):35-39.
鄭連綱,呂勇波. 反應堆壓力容器強度可靠性分析[J].核動力工程,2012,33(4):1-4
黃新東,黃輝,洪龍,等.核電站壓力容器螺孔長桿梳刀裝置研制[J]. 核動力工程,2013,34(4):161-163.
胡忠全,郭利峰,鄒貴生,等. SA508-Gr.3鋼變參數回火焊道焊接接頭組織與性能研究[J].焊接,2015(7):21-25.
Almazrouee Abdulla,Aloraier Abdulkareem,Price John W H,et al. Weld repair procedures of aged components in the refineries and power plants:Kuwait and Australia[J]. Materials at High Temperatures,2010,27(3):211-217.
Aloraier A,Al-Mazrouee A,Price J W H,et al. Weld repair practices without post weld heat treatment for ferritic alloys and their consequences on residual stresses:a review[J]. International Journal of Pressure Vessels and Piping,2010(87):127-133.
秦建,呂曉春,杜兵,等. SA508-3鋼焊趾部位回火焊道技術研究[J].焊接,2015(7):37-40.
張亦良,石顯,趙建平,等.基于新型回火焊道的焊接殘余應力評價[J].焊接學報,2012,33(7):50-52.
Aloraier Abdulkareem,Suraj Joshi,Price John W H,et al. Hardness,microstructure,and residual stresses in low carbon steel welding with post-weld heat treatment and temper bead welding[J]. Metallurgical and Materials Transactions A,2014(22):202-209.
金亮,匡艷軍,黃騰飛,等.反應堆壓力容器低合金鋼回火焊道工藝試驗研究[J].電焊機,2020,50(6):39-43.
濮良貴,紀名剛,陳國定,等.機械設計(第八版)[M].北京:高等教育出版社,2006.
核島部件設計、建造和在役檢查協會. 法國壓水堆核島機械設備設計和建造規則[S]. 法國:核島部件設計、建造和在役檢查協會,2000.
Bickford J H. An Introduction to the Design and Behavior of Bolted Joints[M]. Second Edition. New York:Marcel Dekker Inc,1990.
