金屬網布型篩管抗內外壓能力研究與探討
2021-12-29 05:56:56王爾鈞郭永賓孟文波武洪鑫尹玉超顧海瑞
鉆采工藝 2021年5期
關鍵詞:編織
李 中,王爾鈞,郭永賓,孟文波,武洪鑫,尹玉超,孔 洋,顧海瑞
1中海石油(中國)有限公司湛江分公司 2東營市瑞豐石油技術發展有限責任公司
0 引言
篩管的抗內外壓強度是評判篩管使用性能的一項重要參數,在篩管的使用過程中,不論是礫石充填過程還是生產采油過程,都有可能產生來自內部或外部的壓力,特別是在地層砂堵塞防砂層時,液體流經篩管防砂層可能會產生一定的節流壓差,此時對篩管防砂層的強度是一個很大的考驗,如果篩管防砂層承受不住壓力而破裂,地層砂將通過破裂處進入油管,即宣告防砂失敗[1-2]。
多流道旁通篩管是針對深水油氣田礫石充填及大位移長水平井段礫石充填容易產生砂橋及堵塞的問題而設計的一種帶有旁通管結構的防砂篩管,其結構是在金屬編織網過濾層的外部帶有旁通管,在礫石充填過程中,一旦出現砂橋或堵塞,攜砂液可通過旁通管繞過堵塞部分繼續向下充填,以確保充填可靠[3-4]。在多流道旁通篩管的測試過程中,發現多流道旁通篩管的金屬網布過濾層抗內壓強度較低,不能滿足使用要求。
為了提高多流道旁通篩管的金屬網布過濾層的抗內壓強度,對多流道旁通篩管的不同金屬網布過濾層結構、不同加工工藝方面進行了多次試驗研究,發現不同的金屬網布過濾層結構和焊接加工工藝是影響多流道旁通篩管抗內外壓強度的主要因素。通過對多流道旁通篩管的試驗研究,以優化篩網類型選擇和結構,從而進一步提高金屬網布型篩管的抗內外壓強度。
1 試驗原理及試驗方法
1.1 試驗原理
以配制好的試驗液體(內含比篩管過濾精度大和比篩管過濾精度小的固體顆粒)分別從篩管內側和篩管外側流經篩管過濾層,試驗液體中的固體顆粒會慢慢封堵住篩管過濾層,導致流量慢慢減小,壓力慢慢上升,繼續加壓使篩管破裂[5-8]。
1.2 試驗方法
抗內壓試驗液體走向見圖1。用柱塞泵從篩管內部泵入試驗液體,待入口出現壓力顯示時,繼續泵注液體,當入口壓力突降或提高排量壓力不再上升時,停止泵入試驗液體,此時判斷篩管破裂。拆出篩管并解剖,觀察篩網情況。
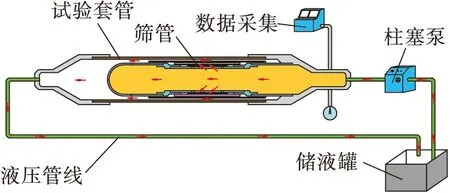
圖1 抗內壓液體走向示意圖
抗外壓試驗液體走向見圖2。用柱塞泵從篩管外部泵入試驗液體,待入口出現壓力顯示時,繼續泵注液體,當入口壓力突降或提高排量壓力不再上升時,停止泵入試驗液體,此時判斷篩管破裂。拆出篩管并解剖,觀察篩網情況。

圖2 抗外壓液體走向示意圖
該試驗方法參考中國海洋石油總公司的標準Q/HS 6007.3—2011《篩管技術規范第3部分:金屬網布篩管》,參考抗內壓值為≥6.5 MPa,抗外壓值為≥27.5 MPa。
2 試驗過程
2.1 使用不同金屬編織網篩管的抗內壓試驗
國內金屬網布篩管常用平紋編織網作為篩管的過濾層,其優點是整體制造成本較低,但強度較低;國際上常用的還有斜紋編織網、逆向斜紋編織網等,這兩種編織網編織密實,空隙均勻,但成本較高,不同編織網結構見圖3。
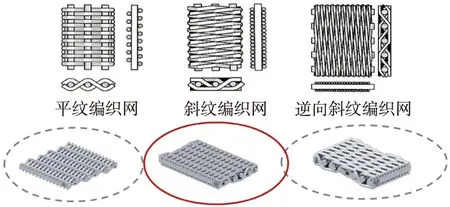
圖3 不同編織網示意圖
為了研究不同金屬編織網過濾層對篩管抗內外壓強度的影響,分別對采用平紋編織網和采用逆向斜紋編織網的旁通篩管進行了抗內壓測試,測試結構為基管+金屬網布過濾層+旁通管+外護管結構(見圖4),篩網搭接焊接工藝為自動電阻焊。
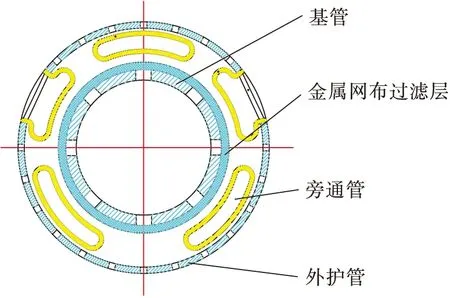
圖4 旁通篩管結構簡圖
測試結果為:使用平紋網的旁通篩管抗內壓能力為1.9 MPa,使用逆向斜紋網的旁通篩管抗內壓能力為2.6 MPa,均小于標準參考值6.5 MPa,篩網破裂點均在篩網焊接處[9-10]。分析原因是篩網卷制焊接時,自動電阻焊焊點處的金屬絲熔化降低了整體強度。
2.2 改善焊接工藝的篩管抗內壓試驗
在對使用平紋編織網的旁通篩管和使用逆向斜紋編織網的旁通篩管進行的抗內壓測試結果分析中,焊點處的金屬絲熔化降低了整體強度是導致篩管抗內壓能力低的一個重要原因,因此在不改變篩管結構的情況下,對篩網焊接工藝進行了優化,主要目的是為了減少編織網金屬絲的熔化對篩網強度的影響,加工工藝由原來的自動電阻焊改為手動點焊工藝,手動點焊相對于自動電阻焊的優點在于焊接面積小,焊接熔融對篩網的影響小。首先對采用手動點焊工藝,使用逆向斜紋編織網篩網的篩管進行了試驗。
測試結果為:使用逆向斜紋編織網的旁通篩管抗內壓能力為3.7 MPa,抗內壓強度依然小于標準參考值6.5 MPa,篩網漏點不是因為篩網破裂,而是因為手動點焊處的焊接強度不夠,導致焊接處開焊。雖手動點焊工藝制作的篩管的抗內壓能力優于自動電阻焊工藝制作的篩管,但抗內壓能力仍不滿足標準參考值的要求。試驗證明不論是自動電阻焊還是手動點焊,都是由于過濾套的強度不足而使篩管產生漏點。
2.3 改善篩網結構的篩管抗內壓試驗
逆向斜紋編織網已經是市面上強度很高的金屬網布,但是采用自動電阻焊和手動點焊的上述結構的篩網仍不能滿足要求,因此在篩網結構上進行了優化設計。
對篩網結構的優化設計提出了兩種方案:① 增加金屬網布的層數來提高篩管的抗內壓能力;② 緊貼金屬網布過濾層增加一層外護套,在篩網承受內壓時給予篩網一個外部支撐。
2.3.1 增加一層篩網結構的篩管抗內壓試驗
對增加一層編網的篩管進行抗內壓試驗,測試結果為:使用平紋編織網的旁通篩管抗內壓能力為3.1 MPa,使用逆向斜紋編織網的旁通篩管抗內壓能力為6.2 MPa,抗內壓強度依然小于標準參考值的6.5 MPa,原因是篩網強度不夠,導致篩網刺漏。
增加金屬編織網的層數確實可以增加篩網的抗內壓強度,但不能使篩管的抗內壓強度提高到標準參考值以上。此方案不僅增加了成本和加工難度,還會增加篩管外徑,因此不是最佳選擇。
2.3.2 增加一層外護套結構的篩管抗內壓試驗
篩網本身的強度相對于同厚度的金屬板強度較低,若緊貼金屬網布過濾層增加一層外護套(見圖5),由于外護套是由金屬板沖孔制成的,其強度遠高于金屬網布,在篩網承受內壓時,在篩網外部提供一個高強度的支撐,對篩管的抗內壓能力的提高會比增加金屬網布層數更好一些,而且成本要低于繼續增加金屬網布層數。

圖5 增加護套的旁通篩管結構簡圖
對增加外護套的篩管進行了抗內壓試驗,試驗測試結果為:使用平紋編織網的旁通篩管抗內壓能力8.8 MPa,使用逆向斜紋編織網的旁通篩管抗內壓能力為12 MPa,抗內壓強高于標準參考值6.5 MPa。緊貼金屬網布過濾層增加一層外護套對篩管的抗內壓能力提升了3~4倍,是提高篩管抗內壓能力的直接有效措施。
2.4 篩管抗外壓試驗
對采用手動點焊工藝并在金屬網布外側增加一層外護套的旁通篩管進行抗外壓強度試驗,試驗樣品分別是采用平紋編織網的旁通篩管和采用逆向斜紋編織網的旁通篩管。
測試結果為:采用平紋編織網的旁通篩管抗外壓試驗加壓31.5 MPa,篩網未出現破損,緊貼篩網的外護套出現變形,但不影響防砂效果;采用逆向斜紋編織網的旁通篩管抗外壓試驗加壓38.5 MPa,未出現破損,緊貼篩網的外護套出現和平紋編織網的旁通篩管一樣的變形,但不影響防砂效果。抗外壓能力均高于參考標準參考值27.5 MPa。
試驗結果分析:由于篩管的金屬網布過濾層內側是緊貼基管的,所以在篩管承受外壓時,基管給予過濾層一個支撐作用,以防止篩網因擠壓變形而發生破裂。不論是采用平紋編織網的旁通篩管還是采用逆向斜紋編織網的旁通篩管均能達到抗外壓能力的要求。
2.5 繞絲篩管抗內外壓試驗
在對旁通篩管的抗內外壓試驗過程中,對同等過濾精度的繞絲篩管也進行了抗內外壓試驗,為旁通篩管的抗內外壓能力的改進提供參考,其抗內壓強度可達10~11 MPa,抗外壓強度可達30 MPa以上。
2.6 試驗數據對比
通過對試驗數據對比(見表1)可以看出:相同結構類型和焊接工藝的金屬網布篩管,使用逆向斜紋編織網的金屬網布篩管抗內壓能力高于使用平紋編織網的金屬網布篩管;改善焊接工藝,減小焊接對篩網的破壞可提高金屬網布篩管的抗內壓強度;增加篩網層數或增加護套可顯著提高金屬網布篩管的抗內壓強度,且金屬網布外側增加護套是提高金屬網布篩管抗內壓強度非常有效的手段。對比繞絲篩管的抗內外壓測試結果,經過優化后的金屬網布篩管抗內外壓能力均能達到或超過繞絲篩管。

表1 篩管抗內外壓試驗數據表
3 結論
(1)金屬網布篩管過濾層所采用的金屬編織網是影響篩管抗內壓能力的重要因素之一,高強度的逆向斜紋編織網抗內壓能力明顯高于平紋編織網。
(2)金屬網布過濾層的焊接工藝是影響篩管抗內壓能力的另一項重要因素,自動電阻焊的焊接熔融程度高于手動點焊工藝,對篩網金屬絲的強度影響較大,所以手動點焊工藝的篩網抗內壓強度高于自動電阻焊工藝的篩網。
(3)在金屬網布過濾層外部增加一層緊貼的外護套,可有效提高篩管抗內壓能力3~4倍。
(4)篩管的金屬網布過濾層內側是與基管貼合的,在篩管承受外壓時,基管為過濾層提供支撐以防止篩網因變形而破裂。
猜你喜歡
作文周刊·小學一年級版(2025年8期)2025-04-08 00:00:00
環球時報(2022-11-03)2022-11-03 05:18:49
少兒科學周刊·兒童版(2022年10期)2022-06-27 16:36:06
保健與生活(2022年7期)2022-04-08 21:33:36
現代裝飾(2020年11期)2020-11-27 01:47:36
少兒美術(快樂歷史地理)(2019年6期)2019-10-12 08:21:30
啟蒙(3-7歲)(2019年5期)2019-06-27 07:24:54
家庭影院技術(2018年4期)2018-05-09 07:07:54
Coco薇(2017年7期)2017-07-21 07:16:04
創新作文(小學版)(2017年33期)2017-04-04 02:02:20