“模塊化”混合勵磁同步電機結構設計與制造技術研究
2021-12-30 01:37:34趙海寧于慎波
東北電力技術 2021年10期
趙海寧,于慎波
(沈陽工業大學,遼寧 沈陽 110870)
混合勵磁同步電機(Hybrid Excited Synchronous Machine,HESM)克服了永磁同步電機氣隙磁場調節困難的缺陷,結合了永磁同步電機和電勵磁同步電機的優點,可以在較寬的調速范圍內保持高效率,具有非常高的推廣應用價值,是近年來廣泛研究的熱點[1-3]。為了突破傳統永磁電機僅能通過電樞電流矢量化控制實現弱磁或增磁調節方式及調節范圍的局限,各國學者進行了廣泛的研究,提出了多種結構形式的混合勵磁同步電機,主要有磁分路式、雙端勵磁型、爪極式、永磁-感應子式和磁極分割型、勵磁機式等,各有特點,應用范圍也不盡相同[4-5]。
磁極分割型HESM在2個獨立的定子鐵芯間設置勵磁繞組,通過定子機殼和轉子上的鐵芯磁極與永磁磁極共同勵磁,無附加氣隙,勵磁效率較高,且結構相對簡單,更易實現模塊化設計[6-7]。本文以1臺10 kVA磁極分割型混合勵磁風力發電機為研究對象,對其進行模塊化設計和制造技術研究。電機的基本參數如表1所示。
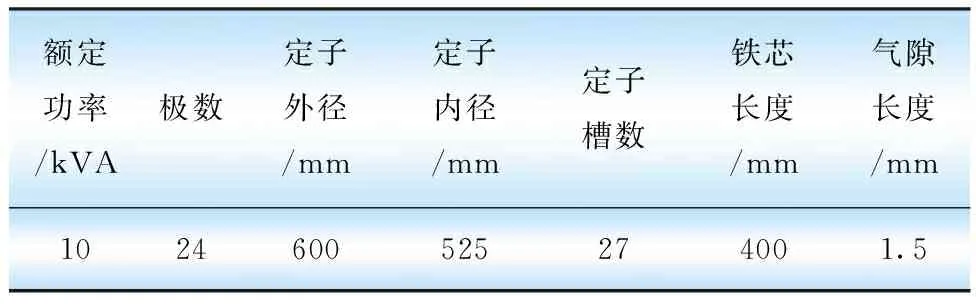
表1 10 kVA混合勵磁風力發電機基本數據
1 定子結構的模塊化設計
本電機將采用雙定子結構,定子在軸向分兩段分別加工,通過軸向導磁套和軸向隔磁套在軸向進行聯接,雙定子結構聯接示意圖如圖1所示。
傳統的定子鐵芯軸向緊固方式有鉚接、螺桿緊固、扣片緊固和焊接4種,對于一些小型電機還可采用耐高溫膠體粘接的緊固方式,但又各有利弊。如操作不當極易造成沖片間短路,將在很大程度上增大渦流損耗,導致定子鐵芯局部過熱,影響電機運行經濟性和可靠性,因此要對定子沖片的軸向緊固方式進行合理的選擇和設計。
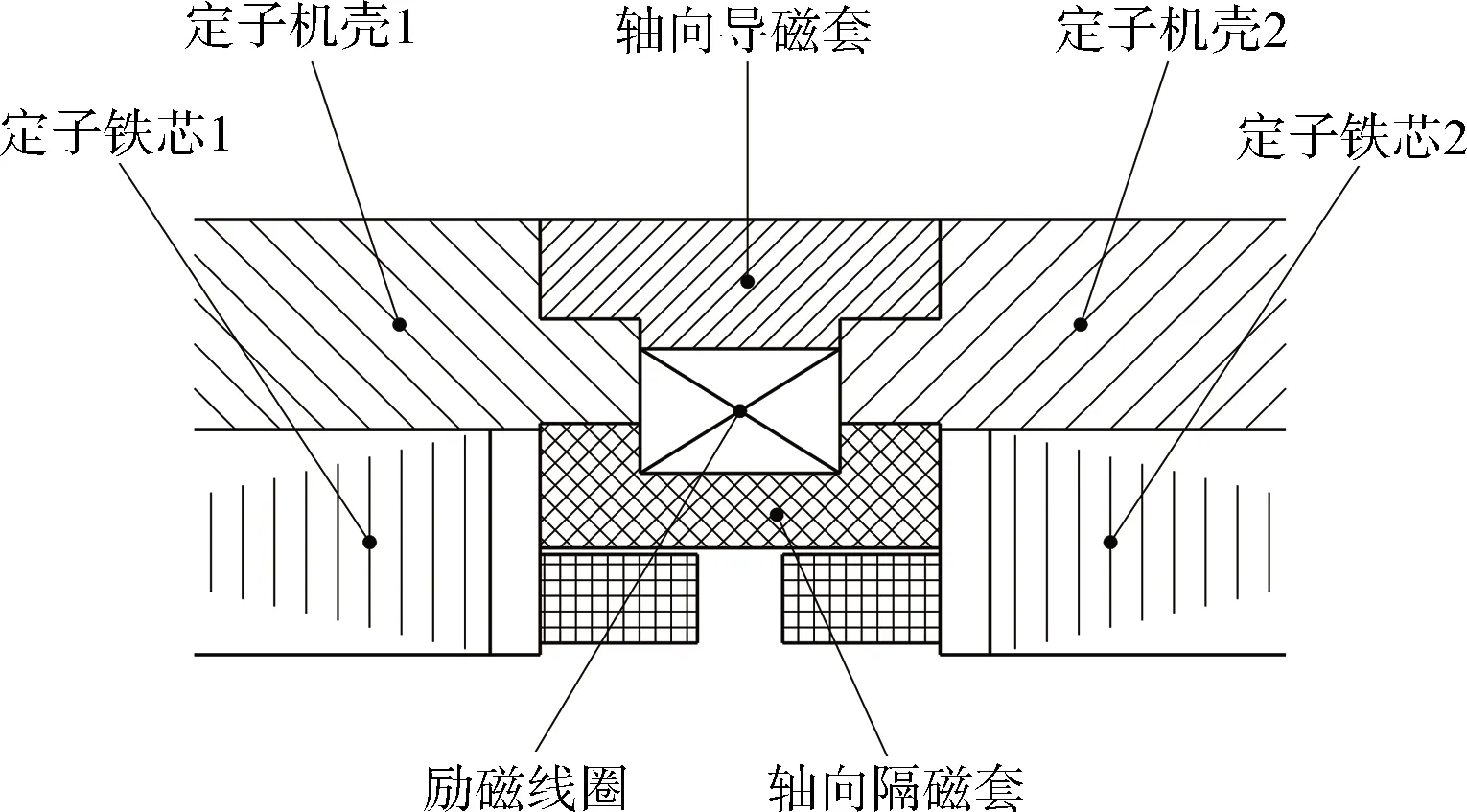
圖1 雙定子結構聯接示意圖
定子沖片采用0.5 mm厚的50W470冷軋無取向硅鋼片加工制成,定子沖片外圓留有燕尾結構,用于嵌入定子機殼,在燕尾底部設置扣片槽,用于軸向定位,相應位置配有記號槽;定子齒中部設有螺桿孔,配合扣片進行軸向定位。定子沖片結構如圖2所示。

圖2 定子沖片結構
由于電機定子沖片為扇形片,單靠一種軸向緊固方式很難實現,電機將采用扣片緊固和螺桿緊固相結合的方式進行緊固。為避免壓裝螺桿和扣片與線圈產生干涉同時方便線圈纏繞,在定子沖片端壓板相應位置配制扣片槽和螺桿孔,并設有沉孔。為了保證沉孔后的端壓板具有足夠的強度,定子沖片端壓板選取10 mm厚鋁板,壓裝完畢的定子單元如圖3所示。
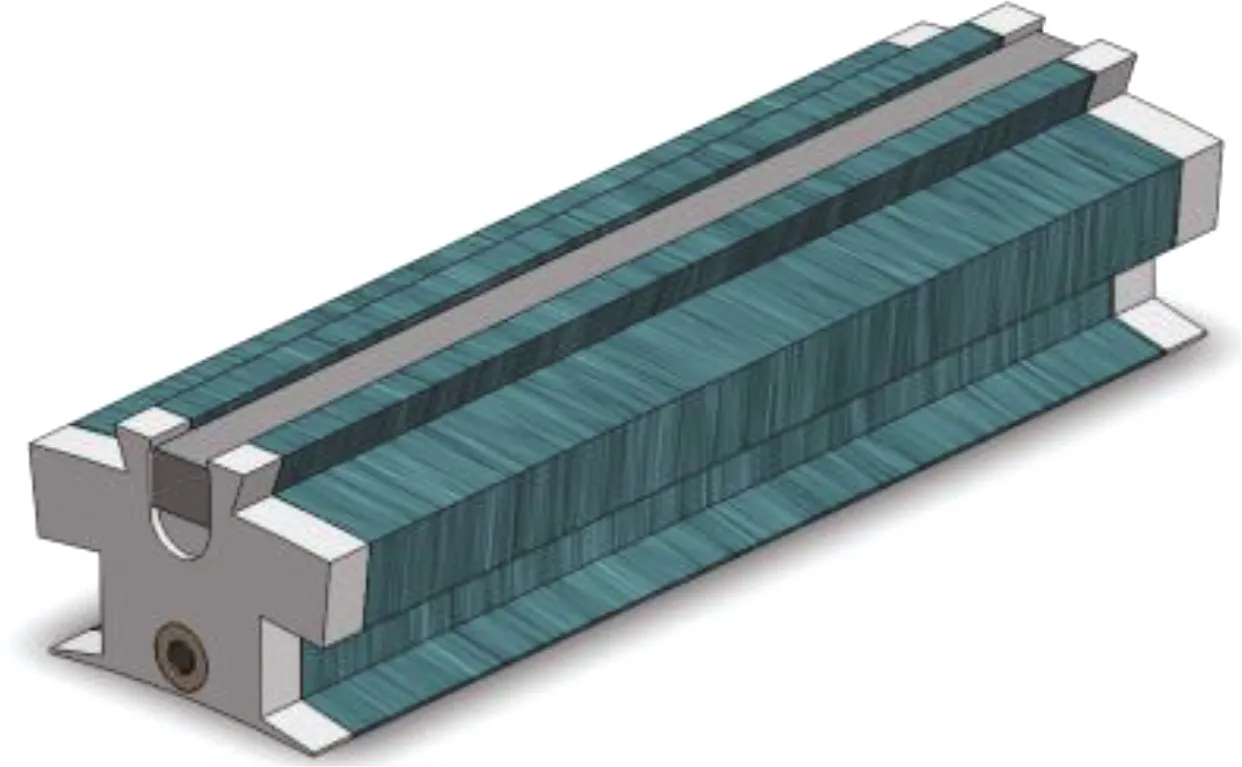
圖3 壓裝完畢的定子單元
定子機殼采用35號鋼制成,機殼內圓配制嵌裝定子磁極的燕尾槽,機殼兩側分別配制聯接端蓋和定子導磁、隔磁構件的止口和螺紋孔。電機的機座為大直徑薄壁件,切削加工中必然存在裝卡及找正困難,夾緊力過大將產生較大變形,夾緊力過小則容易移位甚至傾覆,因此必須制作專用的支撐調整架和卡箍,對機座進行調整和固定,以保證切削的順利進行。另外由于工件孔深,刀桿(機床滑枕)伸出過長,刀具振動嚴重,如何保證工件表面粗糙度及形位精度也將是機座加工過程中所必須處理的一大問題[8-9]。
由于電機采用雙定子結構形式,在兩定子間嵌繞直流勵磁繞組,電機兩側雖可通過端蓋結構在徑向緊固,而中部確受空間所限難以實現支撐結構,因此定子機座部分斷面為懸臂結構,如果兩定子間的聯結剛度不能保證,將很容易造成楔形氣隙,進而影響電機的整體性能和運行效果,因此必須進行合理設計,確保結構的整體聯結剛度。
電機將采用隔磁套和導磁套雙止口過渡配合,并在徑向以若干螺釘緊固的方法,保證雙定子結構的聯接剛度。定子軸向隔磁套采用非導磁不銹鋼制成,中部開有放置勵磁線圈的凹槽,主要為聯接2個定子機殼,作為主要結構件(如空間足夠,可將定子軸向導磁套設計為分段環形結構,以方便勵磁繞組的安裝及維護)。定子軸向導磁套采用35號鋼制成,兩側加工有與定子機殼配合的止口,定子機殼整體裝配完畢后,在兩側嵌入帶繞組的定子鐵芯單元,三維剖視如圖4所示。

圖4 定子裝配三維剖視圖
2 轉子結構的模塊化設計
為降低加工成本,轉子支架也在軸向分段與定子對應(分為兩段,每段長200 mm),受磁路要求中部分別配制導磁構件和隔磁構件,聯接示意圖如圖5所示。
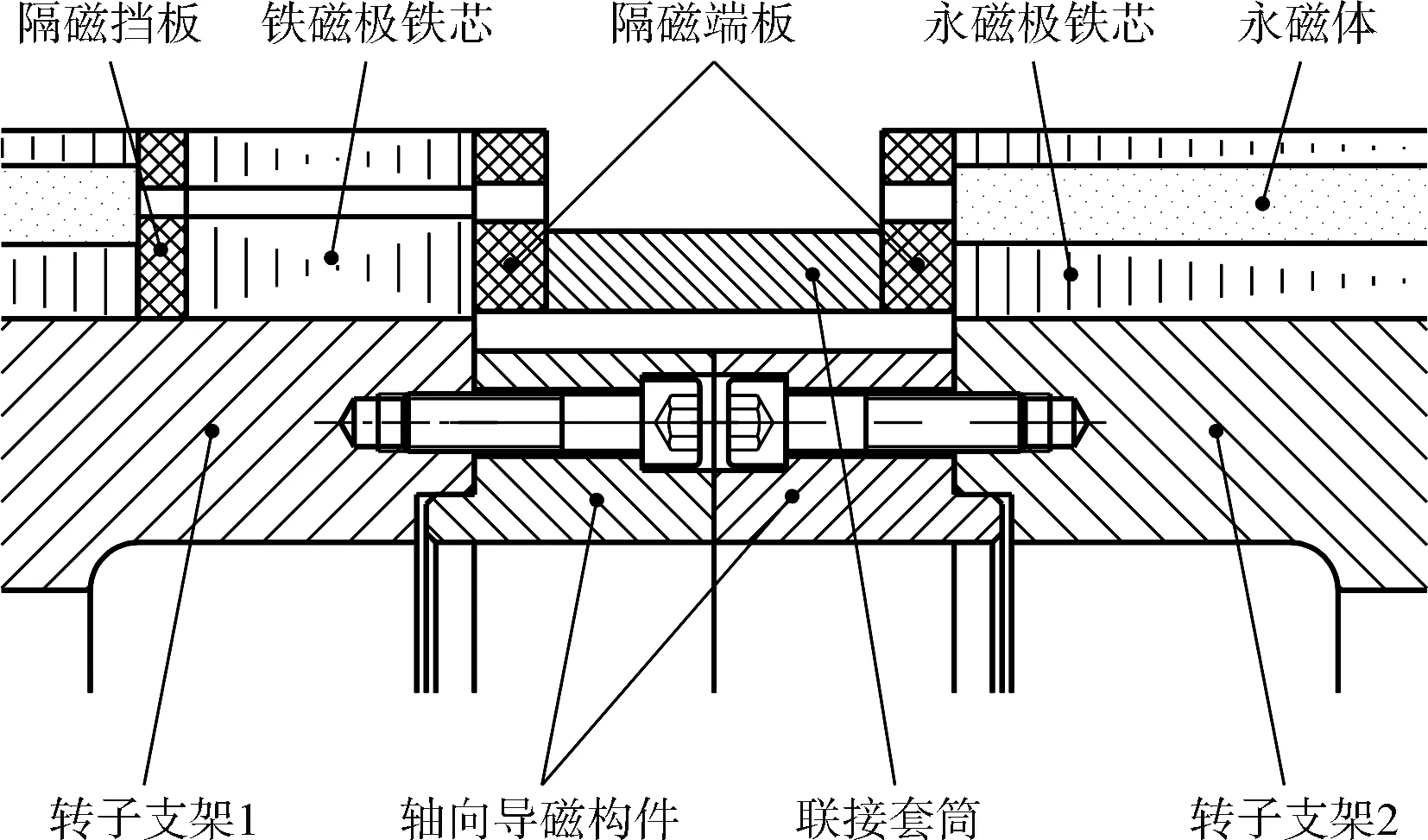
圖5 轉子聯接示意圖
轉子支架采用導磁性能與機械性能較好的35號鋼制成,為減輕轉子重量,支架中部采用輻板結構,并配制減重孔,支架外圓配制嵌裝轉子磁極的燕尾槽,支架一側配制聯接轉子導磁構件的止口和螺紋孔。為形成轉子軸向磁路,聯接分段的轉子支架設計軸向導磁構件,采用導磁性能與機械性能較好的35號鋼制成,轉子支架與軸向導磁構件聯接三維圖如圖6所示。

圖6 轉子支架與軸向導磁構件聯接三維圖
為限制轉子磁極端部漏磁并保證其在軸向定位,同時考慮成本因素,采用35號鋼制成的聯接套筒和非導磁不銹鋼制成的隔磁端板組合制成軸向隔磁構件,以螺釘在軸向緊固,轉子支架裝配三維圖如圖7所示。

圖7 轉子支架裝配三維圖
轉子沖片亦采用0.5 mm厚的50W470冷軋無取向硅鋼片加工制成,轉子沖片內圓留有燕尾結構,用于嵌入轉子支架,在燕尾底部開有記號槽。永磁極轉子沖片中部開有永磁體槽,為限制漏磁設計了隔磁結構;鐵磁極中部對應位置開有螺桿孔,用于疊裝時進行軸向拉緊。轉子沖片結構如圖8所示。

(a)永磁極轉子沖片(b)鐵磁極轉子沖片圖8 轉子沖片圖
為減少轉子永磁極與鐵磁極間軸向形成漏磁,設計由10 mm厚鋁板加工制成隔磁擋板,相應位置設有螺桿孔,組裝完畢的轉子如圖9所示。
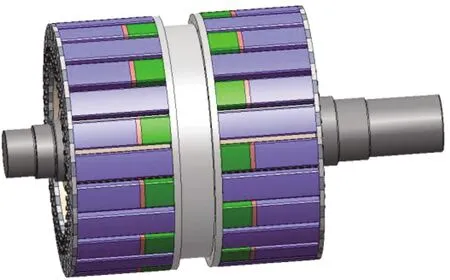
圖9 轉子總裝三維圖
3 樣機制造
定子鐵芯壓裝方式的選擇、壓裝精度的保證將直接影響電機整體的生產周期和質量。如采用內壓裝則需要保證沖片尺寸公差,以防止定子槽口處產生交疊錯位;如采用外壓裝,除必須保證疊片整齊一致外還需要制作專用疊片工裝[10-12]。
本電機為了實現定子槽閉口而采用扇形定子沖片,而為了實現閉口,只能嵌入繞組之后再裝入定子,因此只能采用外壓裝,并且設計制作專用的疊片工裝以保證壓裝精度。定子沖片疊裝及繞組纏制完畢的定子單元如圖10所示,全部定子單元嵌入機殼并進行端部聯接及綁扎,定子總裝圖如圖11所示。

圖10 定子沖片疊裝及繞組纏制
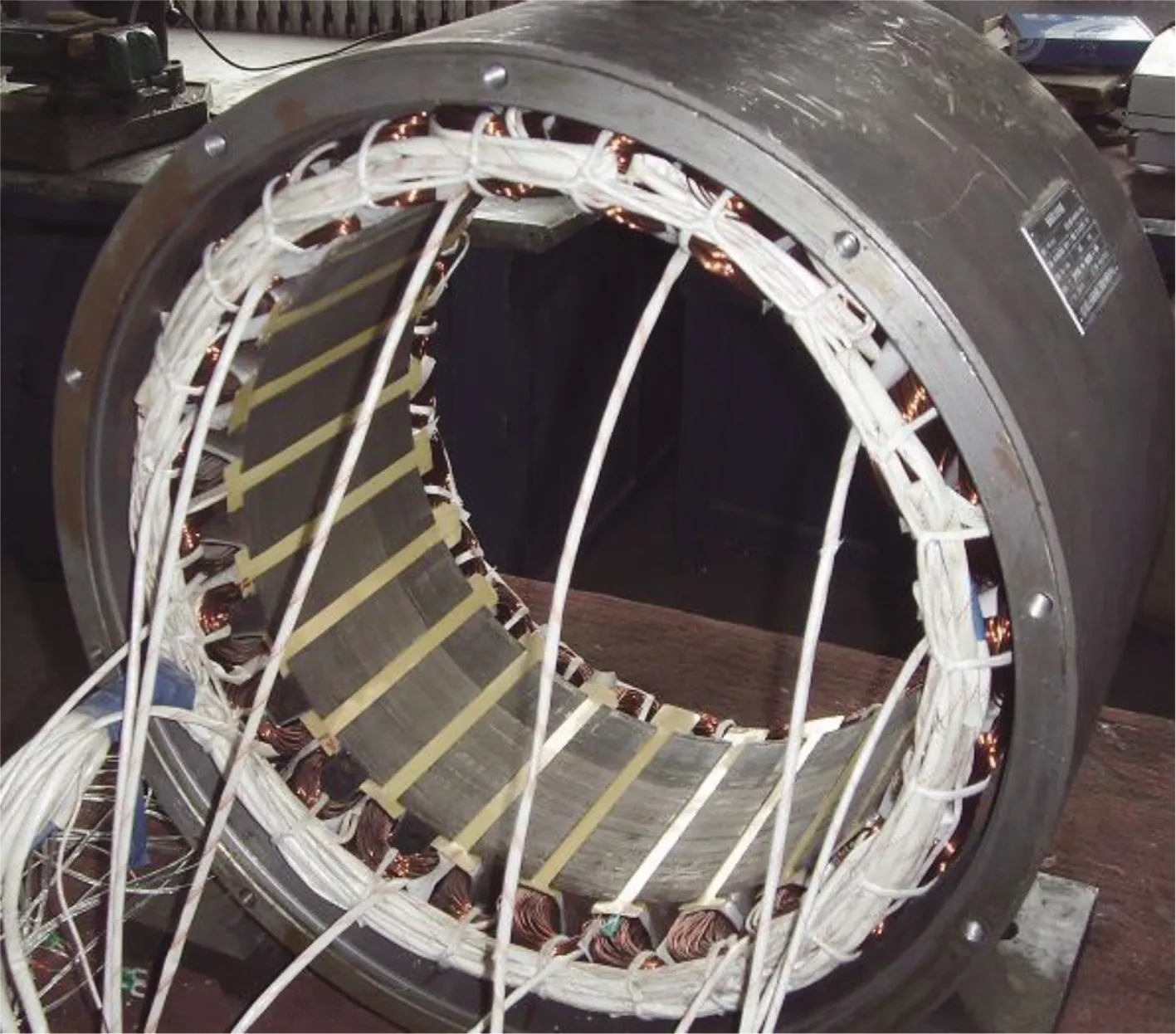
圖11 定子總裝圖
轉子鐵芯的疊裝直接在裝配完畢的轉子支架上進行,為方便疊裝展開,設計了支架延長及鐵芯拉緊工裝,裝配完畢的轉子及整個電機如圖12、圖13所示。

圖12 轉子總裝圖
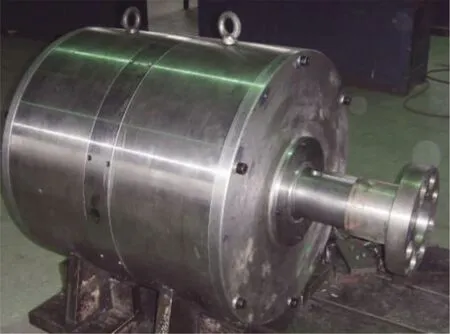
圖13 電機總裝圖
4 結語
定轉子模塊化設計可以有效提高定轉子沖片的材料利用率,降低生產成本,同時簡化繞組纏繞工藝,縮短制造周期,可以輕松實現近乎閉口槽的設計效果,同時可實現模塊化互換,在產品維修時的優勢更為明顯。本文結合三維設計,完成了樣機的制造和裝配,為同類電機的結構設計和制造提供了參考。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
海洋信息技術與應用(2022年1期)2022-06-05 07:38:22
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
哲學評論(2021年2期)2021-08-22 01:53:34
現代裝飾(2020年5期)2020-05-30 13:01:56
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中國核電(2017年2期)2017-08-11 08:00:56
流程工業(2017年4期)2017-06-21 06:29:50
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
