蒸汽流量計焊縫開裂數值模擬研究
2021-12-30 01:00:09劉剛應嘉聰孫安安
科技信息·學術版 2021年4期
關鍵詞:焊縫
劉剛 應嘉聰 孫安安

摘要:某企業檢修時發現12Cr1MoV鋼的蒸汽流量計焊縫根部存在大量環向裂紋,通過對流量計焊接接頭進行化學成分分析、金相實驗,材料選擇符合要求。通過有限元計算模擬出焊接后蒸汽流量計殘余應力的分布,指出了根部產生大量環向裂紋和裂紋擴展的原因,并對改善蒸汽流量計焊縫開裂提出了建議。
關鍵詞:蒸汽流量計;焊縫;開裂;有限元計算;殘余應力
近年來,鍋爐及相關部件時常發生事故,給企業帶來嚴重的經濟損失和人身安全事故。如2016年湖北省當陽市馬店矸石發電有限責任公司發生的蒸汽管道流量計焊縫開裂,導致22人死亡的嚴重高壓蒸汽外泄事故。因此從2018年起市場監管總局要求電站鍋爐涉及的壓力管道元件應當符合壓力管道安全技術規范的要求。蒸汽管道中的流量計一直處于監管之外,沒有具體的制造標準,也缺乏統一的設計、檢驗、安裝、使用管理等方面的相關技術要求,因此流量計焊接接頭質量成為了蒸汽管道最大的隱患之一。聞強研究了蒸汽管道主流量計在降壓、降溫過程中的開裂原因,認為流量計材料熱處理狀態不符合要求以及介質存在有害離子導致流量計處于局部應力腐蝕開裂環境導致流量計快速開裂失效。王立坤等研究了孔板流量計導壓管失效原因,認為流量計在安裝應力、震動和環境中的CI元素共同導致了應力腐蝕形成裂紋源,其后又以疲勞的形式擴展導致斷裂。此外,還有一些學者對12Cr1MoV鋼的焊接性和工藝性展開相關試驗研究。
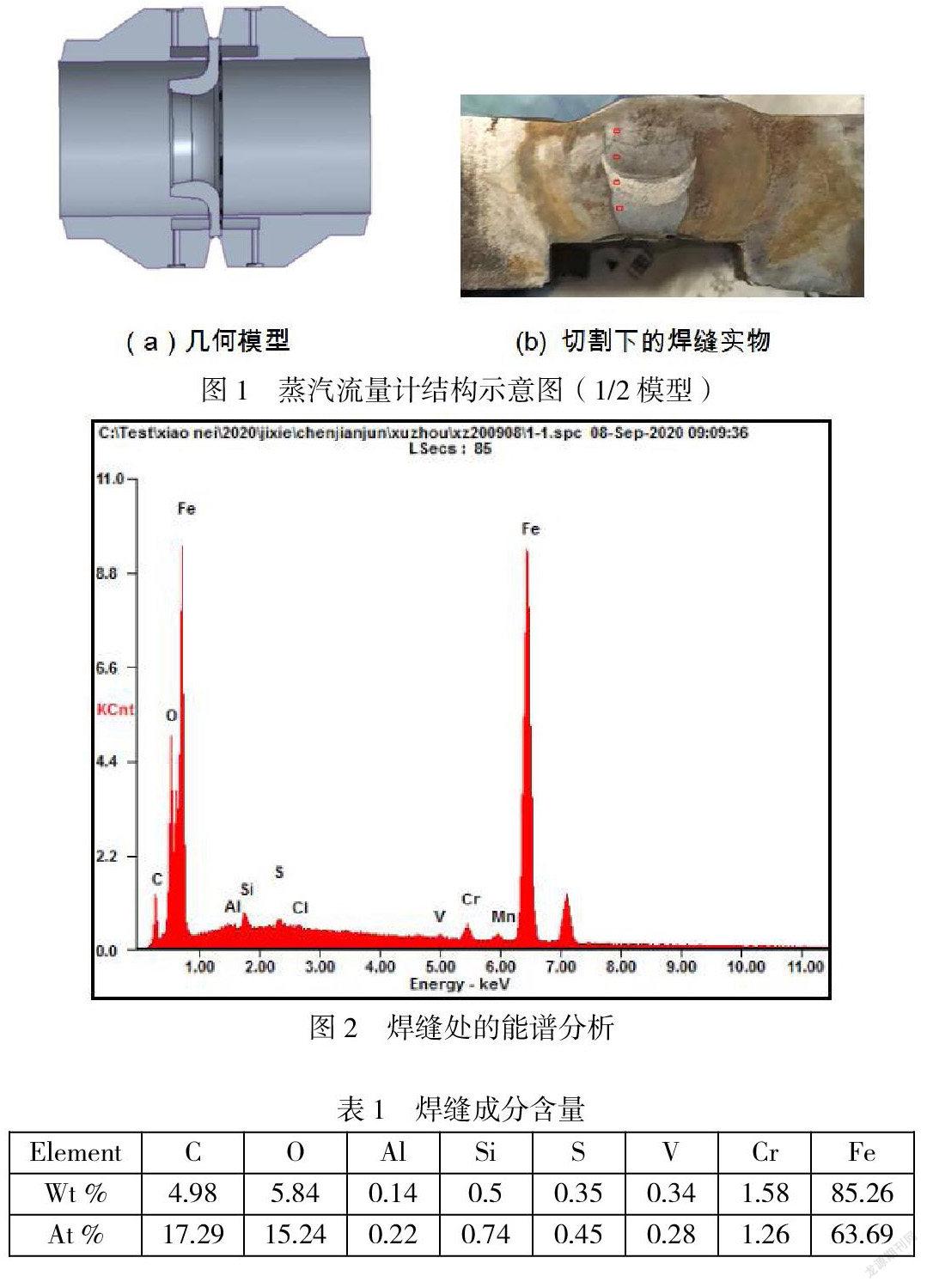
某熱電企業蒸汽流量計結構尺寸如圖1 所示。在定期檢測時偶然發現焊縫根部存在環向裂紋,裂紋從根部延伸到第二道焊縫。為了安全起見,對蒸汽流量計焊縫材料進行了能譜和金相分析。從圖2和表1中可以看出,焊縫處材料與國標GB/T3077規定的12Cr1MoV標準一致,表明焊縫材料與母材吻合,出現焊縫處開裂并不是焊縫選材的問題。
1.焊接過程溫度場建立
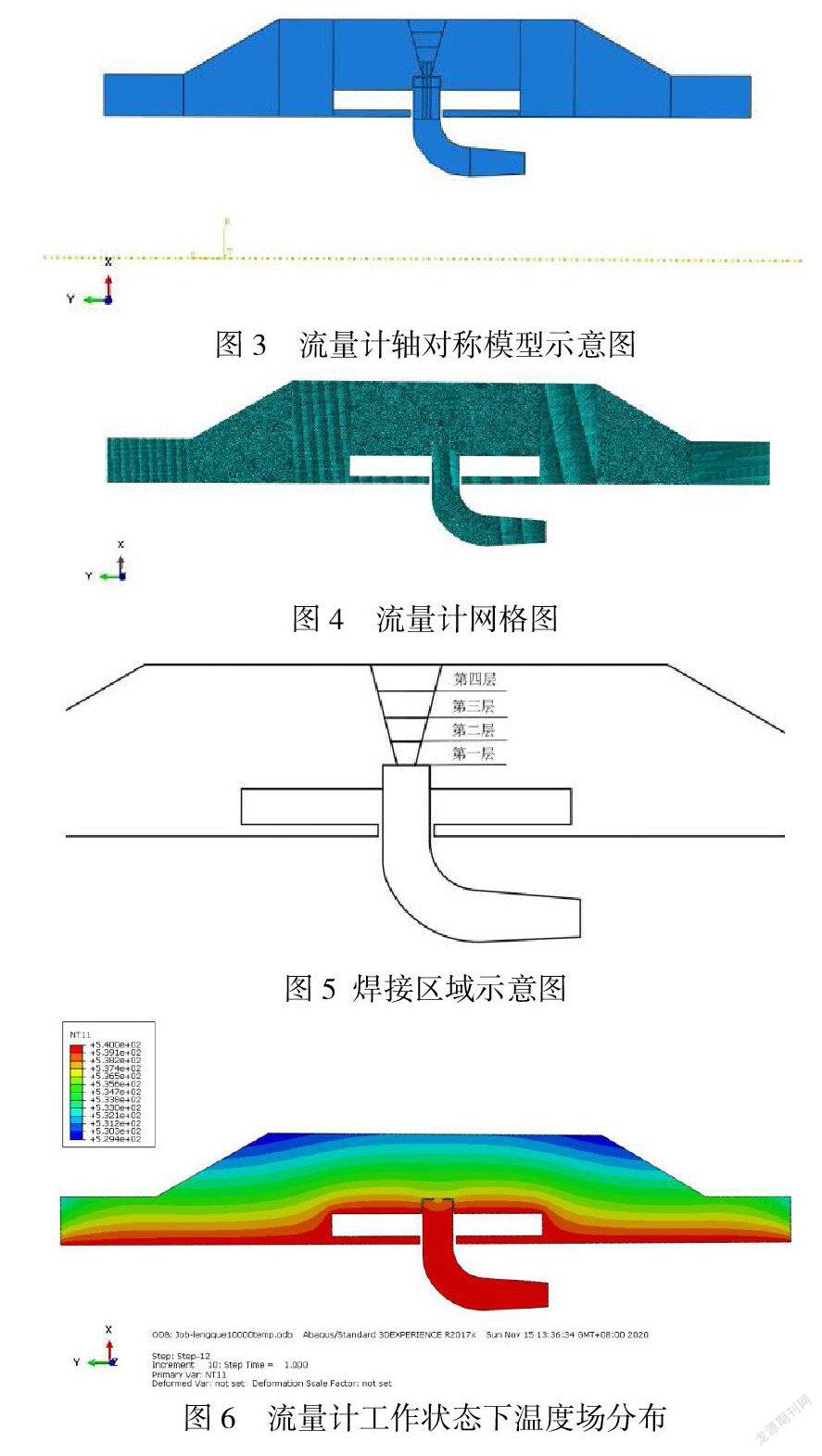
為了能更深入地分析焊縫根部出現裂紋的原因,對焊接過程使用ABAQUS有限元軟件進行了有限元模擬。由于流量計為軸對稱結構,且邊界條件,幾何形狀及載荷都對稱于同一對稱軸,因此在ABAQUS中使用軸對稱模型,如圖3所示。分析步選擇熱傳遞分析步,并選擇瞬態求解。單元類型采用DCAX4,單元形狀以四邊形為主。模型網格如圖4所示。其中模型總體單元總數31763,節點總數32387。由于焊接過程分4道完成,因此將焊縫區域劃分為4層,結構見圖5如圖所示。焊接過程中電弧熱功率為4kw。并將流量計焊接前溫度場設置為20℃。由于流量計工作過程溫度為540℃,在焊接結束后將內壁溫度設置為540℃,獲得工作狀態下流量計內部的溫度場分布,如圖6所示。
2. 焊接應力場分析
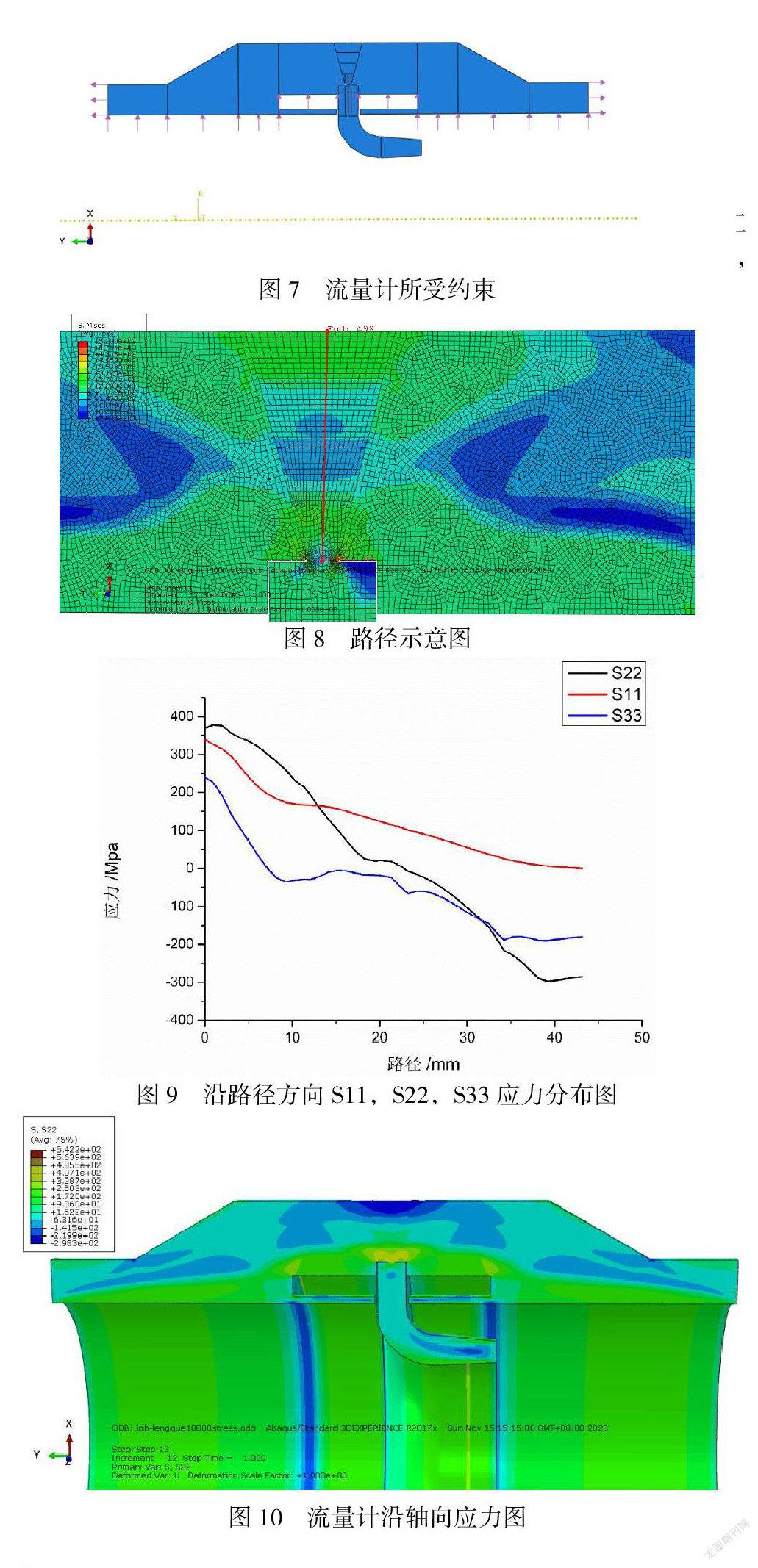
將求解的溫度場作為預定義場導入模型中,將分析步改為靜力分析步。單元類型更改為CAX4R。在焊接過程中在流量計筒體兩側施加約束,限制其軸向的位移,在焊接結束后解除約束。由于工作過程中流量計工作壓力為9.8Mpa,在流量計內壁施加9.8Mpa的應力,在流量計兩側施加14.7Mpa的應力,如圖7所示。
在焊縫中間位置自底部向上做一路徑,如圖8所示。獲得正常工作狀態下(內壓為9.8MPa)該路徑中沿徑向(S11),沿軸向(S22),沿周向(S33)應力分布,如圖9所示。
由圖9可知,流量計在沿軸向方向應力最大,因此裂紋萌生與擴展受軸向應力影響最大。對軸向應力進行具體分析。
圖10為流量計在工作過程中沿軸向的應力分布云圖。圖11為流量計焊縫部位沿軸向應力分布圖。圖11為第一層焊縫沿軸向應力分布圖。由應力分布云圖可以看出,在流量計工作過程中,第一層焊縫區域在軸向方向受到拉應力作用,到了第四層焊縫區域,沿軸向應力狀態變為壓應力。
圖13為在各道焊接結束后,在工作溫度下(內壁溫度為540℃)以及正常工作狀態下(內壓為9.8MPa)該路徑中沿軸向應力(S22)分布。
由圖13可以看出,在工作狀態下,第一層焊縫底部沿軸向應力達到最大值,為370Mpa。在第一道焊縫區域,軸向應力由370MPa逐漸減小到167Mpa,但仍然超過了焊材在該工作溫度下的許用應力,因此導致裂紋萌生進而擴展。在第二道焊縫區域,沿軸向應力值逐漸減少;而到了第三,第四道焊縫區域處所承受的應力為壓應力,不會產生裂紋。因此實際裂紋只會擴展至第一道焊縫和第二道焊縫交界處,如圖14所示。
3.結論
(1)流量計在制造焊接時,熔合區熱溫度高,尤其是流量計焊接處厚度較厚,整體結構尺寸較短,焊接時散熱效果較差,溫度梯度較大,容易在焊接接頭處產生較大的殘余應力。與工作應力疊加后,會形成較大的軸向應力,從而在服役一段時間后,在焊縫處產生裂紋。
(2)軸向應力從第一層焊縫區域到第四層焊縫區域數值不斷減小,軸向應力狀態也由拉應力逐步轉變為壓應力。這也解釋了為什么根部的裂紋往往只在第一道焊縫處發現,大多止裂于第一道焊縫的原因。
(3)為了防止根部裂紋的產生,流量計在焊接后應及時進行焊后熱處理,改善焊接接頭性能,從而從根本上防止蒸汽管道流量計出現安全事故。
參考文獻
[1]馬向東,周俊,余勇華,等. 典型蒸汽流量計焊接接頭開裂失效分析[J]. 焊接技術,2020,49(12):75-79. DOI:10.13846/j.cnki.cn12- 1070/tg.2020.12.022.
[2]聞強. 蒸汽管道流量計失效分析[J]. 卷宗,2021,11(10):338. DOI:10.12249/j.1005-4669.2021.10.320.
[3]王立坤,周楊,榮軍,等. 流量計導壓管斷裂失效分析[J]. 材料保護,2017,50(9):103-105,108.
[4]Liu Z,Hu X,Yang Z,Yang B,Chen J,Luo Y,Song M. Optimization Study of Post-Weld Heat Treatment for 12Cr1MoV Pipe Welded Joint. Metals. 2021;11(1):127.
[5]遲露鑫,孫昭藩,伍光鳳. 12Cr1MoV耐熱鋼管焊接溫度場模擬與試驗驗證[J]. 焊接學報,2014,35(10):89-92.
[6]徐衛仙. 12Cr1MoV鋼焊接接頭開裂原因分析[J]. 上海金屬,2019,41(5):32-35. DOI:10.3969/j.issn.1001-7208.2019.05.006.
[7]張良,張廣利,楊鋒平,等. 環焊縫開裂原因分析[J]. 金屬熱處理,2014,39(12):151-156. DOI:10.13251/j.issn.0254-6051.2014.12.039.
作者簡介:劉剛 1982年生,2005年畢業于鞍山科技大學,現從事設備備件采購。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07