軋鋼液壓、潤滑管道的在線循環(huán)酸洗應用
2022-01-06 08:16:30張圓吉曹永波程晶晶
科海故事博覽 2021年36期
關鍵詞:施工
張圓吉 曹永波 程晶晶
(濰坊特鋼集團有限公司,山東 濰坊 261201)
1 工藝特點
(1)液壓、潤滑系統(tǒng)管道制作、安裝完畢后不用拆卸,只需在現(xiàn)場根據(jù)循環(huán)酸洗要求組成若干個酸洗回路。與傳統(tǒng)的槽浸式酸洗二次安裝工藝相比縮短了工期,大大減輕勞動強度,節(jié)約了管道拆卸、二次運輸、二次安裝的時間和費用,并克服了因二次拆卸所造成的污染;(2)酸洗過程中用臨時泵組低壓運行,使酸洗液易于來回流動,保證酸洗效果,在短時間內(nèi)達到酸洗條件;(3)經(jīng)過循環(huán)酸洗的管道已具有一定的清潔度,可大大縮短系統(tǒng)油沖洗的時間;(4)這種方法還具有涂油工序,可維持管內(nèi)較長時間不生銹,對安排油沖洗提供了靈活條件;(5)酸洗裝置和涂油裝置設計得結(jié)構(gòu)緊湊,在施工現(xiàn)場可靈活調(diào)動[1]。
2 適用范圍
該工藝適用于冶金及其它工廠的大、中型液壓、潤滑系統(tǒng)的管道,管徑范圍φ10-φ325mm。
3 施工工序
根據(jù)現(xiàn)場實際,按照水試漏→脫脂→水沖洗→酸洗→中和→鈍化→水沖洗→干燥→噴防銹油(劑)的基本程序進行施工操作。
4 操作要領
酸洗前的準備工作如下所述。
4.1 酸洗施工前提條件的確認
(1)液壓、潤滑管道施工完畢,達到酸洗條件;(2)管路上的閥門、儀表、膠管等不能參與酸洗的零部件全部拆除完畢。與設備相連的管口應分離開,必要時閥臺等小型設備應拆除移位。液壓比例、伺服系統(tǒng)中的比例閥、伺服閥等精密元器件可用過渡板替代進行酸洗;(3)生產(chǎn)線上的機械設備應二次灌漿完畢,油庫土建施工已完畢。
4.2 現(xiàn)場施工條件調(diào)查及準備
(1)施工現(xiàn)場道路暢通,車間內(nèi)的起重設備應能保證使用;(2)現(xiàn)場應有足夠的布置酸洗裝置、槽罐、涂油裝置等設備的場地和用油存放地及小型機具的臨時倉庫;(3)現(xiàn)場能提供水源:自來水或者工業(yè)循環(huán)水;(4)現(xiàn)場應具有干燥潔凈的壓縮空氣,P=0.7Mpa,Q ≥40m3/min。若車間內(nèi)沒有壓縮空氣,需準備10m3/min 的空壓機和儲氣罐;(5)應落實施工電源;(6)應落實廢液排放地點、方法、如何處理;(7)核實臨時接管的接頭形式、規(guī)格及數(shù)量,以便加工或購買;(8)了解并掌握酸洗管道的規(guī)格、數(shù)量及管道布置,確定酸洗回路的劃分,對于過長的管道需分段時,根據(jù)酸洗方式確定回路連接方式,增設連接口的位置;(9)酸洗回路中增設排氣閥和排液閥,保證回路暢通安全;(10)落實酸洗用臨時管道(耐酸堿的橡膠軟管)進入油庫的通道。
4.3 設備、材料和機具的準備
1.根據(jù)工程量的大小,準備適當量的材料及酸洗裝置、按施工進度進入現(xiàn)場指定位置。化學藥品、油類材料必須進入臨時倉庫保管。
2.各種專用設備在進入現(xiàn)場前均應進行檢查維護,保證完好,在現(xiàn)場按照要求組裝好。
3.酸洗回路的連接:首先水、電、壓縮空氣、酸洗裝置、涂油裝置等準備好,管道按照方案鏈接好,對接好泵、酸洗液、各回路支管等,按照圖1、圖2 連接。

圖1 串聯(lián)連接
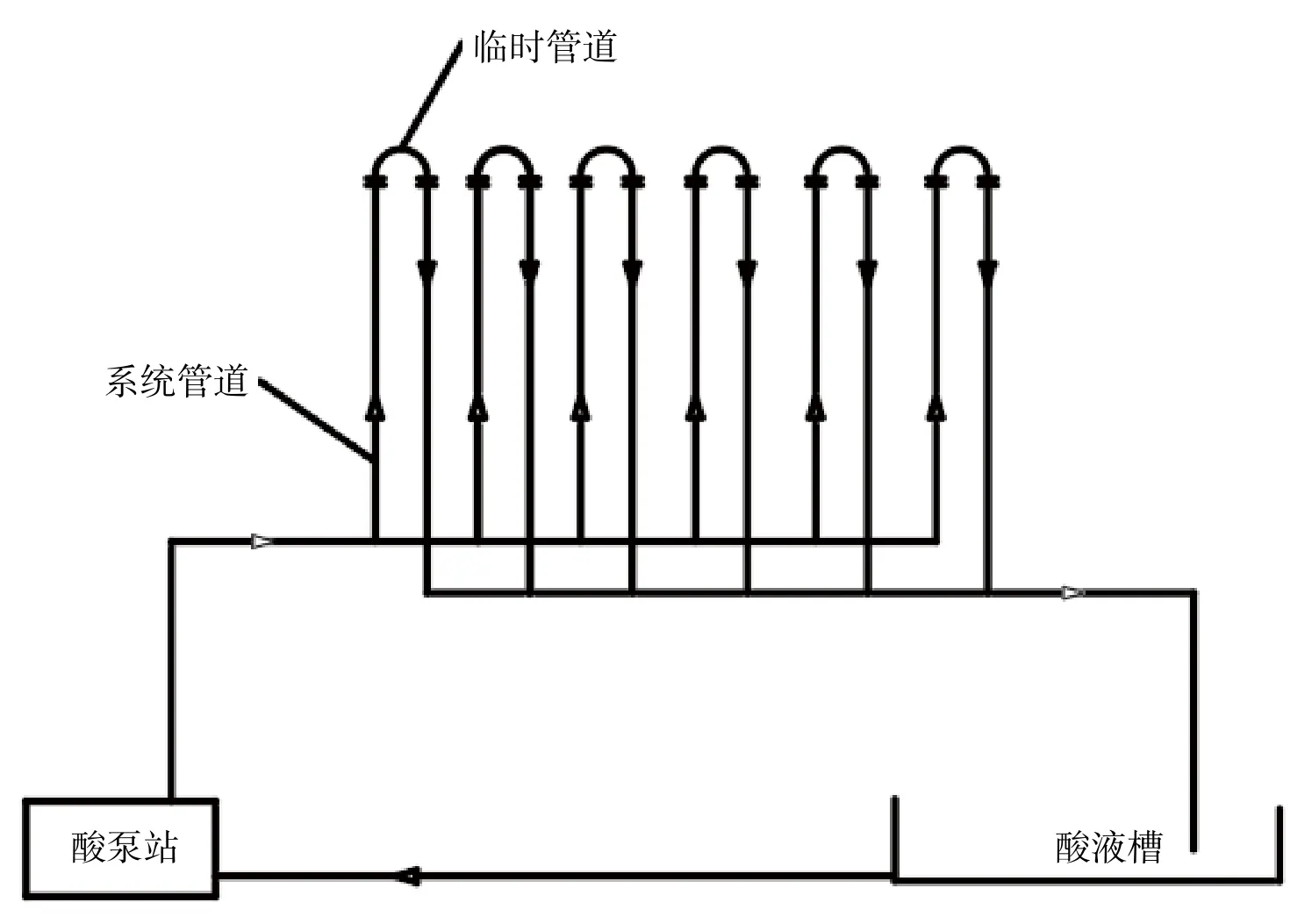
圖2 并聯(lián)連接
4.管道通水試壓。連接完畢檢查是否暢通,電源、水、電是否能正產(chǎn)運行,管道是否封閉良好。
5.管道脫脂。根據(jù)管道內(nèi)部油脂的多少,確定脫脂液的配方及濃度。對管道內(nèi)部油脂較多的管道可用5-10%的NaOH 水溶液進行循環(huán)脫脂;對油脂較輕的管道可用0.3-0.4%的洗潔精水溶液進行脫脂,脫脂時間的長短視脫脂情況而定。當返回脫脂水溶液液面上沒有油花時,可視為脫脂合格,脫脂溫度視油脂多少在40-80℃之間。
脫脂合格后,將脫脂液從管路中排空,然后用清水沖洗管道,直到管內(nèi)殘存脫脂液全部排除(使用洗潔精脫脂可不必排空,因為溶液呈中性)。
6.管道酸洗。向酸洗裝置中加酸洗藥劑,配制酸洗溶液。即鹽酸、氟化氫銨、烏洛托品的水溶液。循環(huán)酸洗2-4 小時,酸洗溫度視管道銹蝕情況而定,一般為40-60℃。管道酸洗要根據(jù)管子銹蝕程度、酸液濃度和溫度,掌握好酸洗時間,不得造成過酸洗。酸洗結(jié)束后,將管內(nèi)酸液排空,然后用清水沖洗管道,直至沖洗出來的水呈中性(PH=7)為止。廢酸排入廢液槽,待中和處理后排放。
7.鈍化處理。經(jīng)檢查已達到酸洗質(zhì)量要求后,用含檸檬酸的水溶液對管道進行浮銹處理,直至當清水沖洗所產(chǎn)生的二次浮銹全部被除掉時停止循環(huán),時間約為30 分鐘,溫度為常溫。用氨水調(diào)節(jié)水溶液的PH=9-10(鋼鐵鈍化最佳區(qū)間),即略呈堿性后,加入亞硝酸鈉對管道進行2-3 小時的循環(huán)鈍化。
鈍化后,用干燥壓縮空氣將管道內(nèi)的鈍化液吹出,打開最低點處排液閥,將回路中殘存的鈍化液排空。
8.涂油。酸洗后的管道應立即用涂油裝置涂油,防止管內(nèi)再度銹蝕。油在管內(nèi)循環(huán)1-2 小時,油溫為常溫。液壓系統(tǒng)管道的涂油應采用系統(tǒng)工作油,潤滑系統(tǒng)可用10#機油。油液應使用精細濾油機過濾加入,涂油結(jié)束后,用壓縮空氣將管內(nèi)的油液吹回油箱。
9.溶液配置。根據(jù)酸洗回路管道的直徑及長度和酸洗裝置儲液槽的容積,計算出溶液需用量,按配方比例依次投藥,例如配置酸洗液投藥順序:先在儲液槽內(nèi)加水,核算出回路總?cè)莘e,按配方先加入緩蝕劑,攪拌均勻后,用加酸泵加酸,再加氟化氫銨。
10.廢液處理。酸洗工序結(jié)束后排出的廢酸如能再利用(檢查鐵離子含量),可暫將其儲放在專用的槽罐內(nèi),待下一套回路酸洗時再次使用。不能再利用的均排放到廢液槽內(nèi),中和處理達到排放標準后方可排放。
11.臨時連接管的拆除和原系統(tǒng)管道的恢復。酸洗全過程(包括涂油)完成后,馬上將臨時連接管拆除,對系統(tǒng)管道進行恢復。敞開的管口要用干凈的管堵堵嚴或用塑料布包扎好,防止灰塵異物進入。在線循環(huán)油沖洗應在酸洗結(jié)束后馬上進行,一般不宜超過15 天。
5 專用設備、材料
5.1 專用設備
1.酸洗裝置:一套。
2.涂油裝置:一般二至三套酸洗裝置配備一套涂油裝置。
5.2 化學藥品
鹽酸HCl;氟化氫銨(NH4)HF2;檸檬酸C6H8O9;亞硝酸鈉NaNO2;氫氧化鈉NaOH;碳酸鈉NaCO3;生石灰CaO;洗潔精;烏洛脫品。以上藥品用量根據(jù)工程量和配方而定。
5.3 其它材料
膠布、潔凈的干布等。
6 質(zhì)量標準及檢查方法
質(zhì)量標準按照YBJ207—85《冶金機械設備安裝工程液壓、氣動、潤滑系統(tǒng)施工及驗收規(guī)范》中規(guī)定的條款執(zhí)行驗收,保證管內(nèi)壁無附著異物,達到規(guī)范要求。檢查方法:酸洗時取一、二個與回路中待酸洗管道內(nèi)壁銹蝕程度相當?shù)亩坦茏鳛樵嚇臃旁趦σ翰蹆?nèi),通過檢查試樣酸洗質(zhì)量來判斷回路的酸洗情況。試樣合格后,可拆開幾處管道接口檢查內(nèi)部酸洗質(zhì)量。
7 結(jié)語
在各工序配備有經(jīng)驗的操作人員,保證操作工藝質(zhì)量,確保達到理想的工藝效果。事實證明,在線循環(huán)酸洗法是先進、科學的,比槽式酸洗大大減輕了勞動強度,是清除液壓、潤滑管道內(nèi)壁鐵銹、油污的有效方法。同時節(jié)省勞力,節(jié)約費用,縮短工期,且酸洗質(zhì)量高,特別在液壓比例、伺服系統(tǒng),對系統(tǒng)清潔度要求很高的工程中,采用在線循環(huán)酸洗法可以在較短的時間內(nèi)達到系統(tǒng)的清潔度要求,因此應得到廣泛的推廣和應用。
猜你喜歡
建材發(fā)展導向(2022年18期)2022-09-22 07:13:20
建材發(fā)展導向(2022年12期)2022-08-19 02:33:10
建材發(fā)展導向(2022年10期)2022-07-28 03:04:36
建材發(fā)展導向(2021年22期)2022-01-18 06:12:46
建材發(fā)展導向(2021年19期)2021-12-06 03:20:50
建材發(fā)展導向(2021年18期)2021-11-05 09:19:50
建材發(fā)展導向(2021年12期)2021-07-22 08:06:58
建材發(fā)展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:48