自動化儀表在工業過程控制中的應用
2022-01-07 06:59:16張冬良
新型工業化 2021年9期
關鍵詞:測量
張冬良
(福建龍凈脫硫脫硝工程有限公司,福建 廈門 361000)
0 引言
自動化儀表作為正常生產運行的關鍵設備,其對工業生產高效、安全具有直接的影響。隨著工業生產自動化要求逐漸提高,自動化儀表應用范圍逐步擴大,工業生產過程中自動化儀表配置及過程控制技術應用深度決定了企業生產技術水平的高低。在自動化儀表及過程控制系統支持下,可實現對各類裝置設備運行狀態進行實時控制,并通過數據分析對裝置異常狀態進行實時診斷,從而提高工業生產效率。
1 自動化儀表分類及其應用特點
自動化儀表種類較多,按照被測對象可分為溫度儀表、壓力儀表、物位儀表、流量儀表等等。自動化儀表主要包括以下幾個部分:傳感器、變送器、顯示屏、執行器。工業生產過程中被測對象原始數據由傳感器實時采集,變送器將原始數據轉換成標準信號以便接入控制系統,同時在顯示屏上展示測量數值。對于調節型儀表,可通過執行器對控制命令進行響應,從而調整生產工況[1]。
1.1 溫度儀表
工業生產過程中需對各裝置、設備工作溫度進行實時監測,確保裝置、設備運行在設計溫度范圍內,避免發生安全事故。對溫度控制要求較高的生產環節,將溫度控制在最優區間內,有利于降低生產成本和提高產品質量,因此選用的溫度檢測儀表必須可靠、精確。目前工業生產中使用較為普遍溫度儀表包括熱電阻、熱電偶。熱電阻的工作原理是在溫度作用下,感溫元件的電阻值隨溫度變化而變化,溫度與電阻值成線性關系,精度較高,其主要由感溫元件、外保護管、接線盒、固定裝置組成,如圖1熱電阻構成示意圖。熱電偶的工作原理是兩種不同成分的導體兩端焊接后形成回路,當兩端存在溫差時,回路電子流動產生電動勢,其電動勢只與導體材質、溫度差相關,由此可測的溫度值。在實際應用中,現場溫度低于500℃時選用熱電阻測量可保證較高測量精度,在高溫區測量溫度則推薦采用熱電偶。
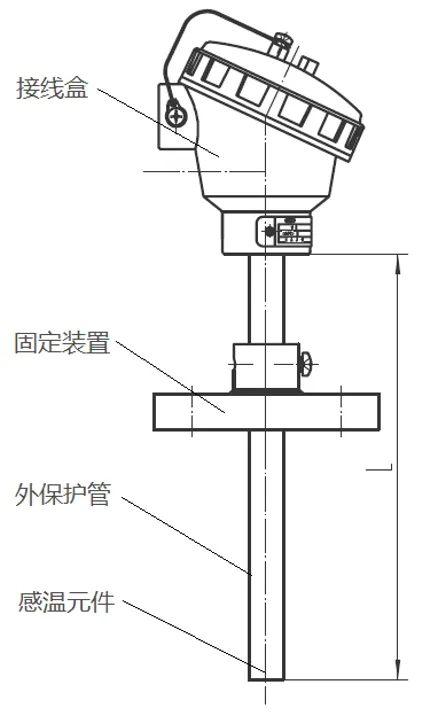
圖1 熱電阻構成示意圖
1.2 壓力儀表
工業生產過程中,對壓力監測的重要性不亞于溫度。壓力儀表從類型上可分為差壓儀表、表壓儀表、絕壓儀表。壓力儀表主要由測量元件本體、過程連接、隔離膜片、壓感器、表頭等組成,被測介質壓力經過程連接傳遞至測量元件上,進而經隔離膜片及填充液作用在壓感器上,從而測得壓力值。在壓力儀表選型時,除儀表精度、測量壓力范圍外,量程比也是壓力儀表的重要參數,其決定了實際可設量程及實際應用精度。同時,表壓儀表在具體應用時應考慮當地大氣壓季節性變化對表壓儀表零點漂移的影響。選用帶Hart協議的壓力儀表,即在4~20mA信號上疊加Hart信號,可便于通過Hart手操器現場調試、維護。
1.3 物位儀表
工業生產過程中,與溫度、壓力測量相比,物位的測量要更為復雜,其測量與被測介質物理性質、狀態、倉儲環境密切相關,因此物位儀表的種類也紛繁復雜。從應用類型上物位儀表可分為物位開關、連續物位計。根據測量原理,物位開關包括振棒式物位開關、音叉式物位開關、阻旋式物位開關、射頻導納物位開關等;連續物位計包括雷達物位計、超聲波物位計、重錘式物位計等。
以振棒式物位開關為例,其主要由探桿、振動元件、電子傳感器組成,振動元件由電路驅動,當被測介質與探桿接觸時,振幅發生變化,電子傳感器對振幅變化進行分析并轉換成開關信號。在實際應用選型時,應重點關注諧振頻率、最小介質密度參數。同時,靈敏度可調、延時報警等功能可適應物料種類頻繁變化工況,并消除虛假報警。雷達物位計由天線系統發射微波到被測介質上,經被測介質表面反射后被天線系統接收,通過微波發射與接收的時間差計算出物料與物位計之間的距離,進而獲得物料高度。隨著測量技術的發展,雷達物位計天線系統從喇叭口天線到平面天線、微波頻率從20GHz低頻到80GHz甚至100GHz高頻、從脈沖波到連續波,其測量精度明顯提升,應用范圍大幅擴大。在實際應用選型時,除測量精度外,應重點關注波速角是否與物料倉匹配,最小介電常數是否與物料性質相符。同時,對于有揚塵的工況,增加外吹掃可以避免物料粘附,延長物位計的維護周期。
1.4 流量儀表
工業生產過程中,流量測量對象包括液、氣、汽,根據測量對象的性質、工藝條件、精度要求采用不同類型的流量儀表。典型的液體流量儀表包括電磁流量計、渦街流量計等;氣汽流量儀表包括孔板流量計、轉子流量計、巴類流量計等。對于中小管徑液體流量測量,電磁流量計是比較常用的儀表,其管內無阻流及活動部件,因此不會造成額外的能量損失、不會堵塞,特別適合液固兩相流體,但不適用導電性能較低的液體,如除鹽水。
2 自動化儀表與過程控制系統的集成應用
工業生產是一系列生產設備協同工作的流程作業,工藝控制上存在高度耦合的現象,對技術人員的要求比較高。隨著現代工業精細化、大型化,引入過程控制系統實現半自動或全自動化生成已經成為必然的選擇。作為過程控制系統的“眼睛”,自動化儀表提供了一切控制所需的原數據,因此自動化儀表與過程控制系統集成應用是提高工業生產穩定性和安全性最有效方式之一,其主要體現在以下幾方面:
2.1 數據傳輸與處理
自動化儀表與過程控制系統之間采用IEC國際標準信號傳輸保證了現場數據實時性、完整性,其信號類型包括數字量信號、模擬量信號兩大類。信號傳輸介質通常采用帶屏蔽層的銅芯電纜,在電磁干擾比較強的現場應考慮采用分屏+總屏的計算機電纜,以確保數據傳輸的穩定性。在控制系統側,用于與自動化儀表進行數據交換的模塊為IO卡件,包括AI卡件、AO卡件、DI卡件、DO卡件及特殊通訊卡件等。為增加系統安全性和可靠性,模擬量卡件的每個通道都有各自的A/D或D/A轉換器,所有輸入和輸出都配置光或電隔離,且具有防抖動濾波處理功能。數字量卡件采用繼電器隔離輸出以便直接驅動現場定位器、電磁閥、執行器等自動化儀表,繼電器觸點容量應與現場儀表相適應。過程控制系統中的SCADA可長期存儲現場自動化儀表產生的全部數據,為生產數據分析、事故追溯提供所需的歷史數據[2]。
2.2 控制邏輯編程
自動化儀表與過程控制系統的集成應用還體現在控制邏輯編程方面。計算機硬件和軟件編程技術在工業儀表中發展及普及,為集散控制系統優化升級提供助力。過程控制系統以可編程控制器為中心,通過與之配套的軟件,以圖形化的方式對各種設備、儀表進行編程,使復雜的工藝流程控制得以實現。對于比較重要的工藝系統,可編程控制器通常按一用一備冗余配置,任一控制器的故障都完全不影響工藝系統安全及現場儀表運行。通過控制邏輯編程,進一步優化現場設備及自動化儀表的運行方式,使得控制更精確,工藝參數更合理[3]。
2.3 高級控制功能
基礎的過程控制主要以單個儀表或設備為控制對象,即實現儀表設備的單操功能。隨著工業應用大型化、復雜化,以工藝子系統或成組設備為被控對象的聯動操作逐漸成為主流需求,即過程控制系統高級控制功能。高級控制功能包括前饋控制、反饋控制、模糊控制及以特定工藝為控制對象的自定義高級功能算法等,其中以PID為代表的閉環反饋控制應用最為廣泛。PID三個參數分別代表比例、積分、微分,其控制算法原理如圖2所示。
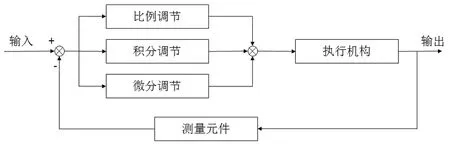
圖2 PID 控制原理圖
在控制機制上,比例帶越大調節速度越慢,偏差越大調節作用越強;積分越小就靈敏,偏差的時間越長積分調節作用越大;微分主要是解決控制滯后的問題,微分數值越大或者偏差變化速率越大調節作用越強。在不同應用中,PID的設置參數需根據現場工況逐一整定,以達到很好的控制效果,從而提高生產效率[4]。
3 自動化儀表在工業過程控制中的質量保障措施
3.1 提高自動化儀表設計選型準確性
作為工業生產中最重要的環節之一,自動化儀表設計選型時應充分了解被測量所處的工況條件。首先根據測量要求確定測量原理及其儀表類型,然后根據介質性確定儀表的規格要求,最后比較各個品牌中滿足規格要求的儀表的優缺點,最終確定儀表品牌及型號。同時,設計選型應考慮適當的余量,以便適應后期工藝調整升級。
3.2 加強自動化儀表的日常維護
在工業生成過程中,為提高自動化儀表及其控制系統可靠性,消除隱患,減少突發故障,應加強日常維護工作,特別是關鍵工藝上的儀表。日常維護工作主要包括:日常巡檢、定期校驗、定期評估儀表可靠性。同時,加強儀表備品備件的管理,將突發故障的損失降至最低[5]。
3.3 重視自動化儀表的升級改造
在以科技創新為引領的信息時代,電子技術日新月異,自動化儀表升級換代的周期越來越短,掌握并合理應用最新的測量技術是提高生產效率的重要手段之一。因此,條件具備時應分階段、分目標、有計劃地進行自動化儀表升級改造。
4 結語
自動化儀表在工業過程控制的應用,進一步提高了工藝系統的可靠性、穩定性,在過程控制系統支持下,實現對各類裝置設備運行狀態實時控制,并通過數據分析對裝置異常狀態進行實時診斷,從而提高工業生產效率。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
