
中厚板高強鋼雙面雙弧對接焊的焊接殘余應力分析
2022-01-12 04:14:46申超男張慶亞王江超
武漢理工大學學報(交通科學與工程版) 2021年6期
申超男 張慶亞 王江超
(華中科技大學船舶與海洋工程學院 武漢 430074)
0 引 言
大型焊接結構物對于強度與穩定性方面的高要求必然引起板材厚度的增加.目前,中厚板的連接多采用多層多道焊實現,焊縫金屬經歷多次熱循環,致使焊接接頭殘余應力分布復雜且幅值較大.過高的殘余應力極易誘發氫致裂紋、疲勞斷裂等結構性破壞,對焊接結構物的疲勞壽命產生不利影響.因此對于船舶、海洋平臺等大型焊接結構物而言,明確結構殘余應力的幅值與分布是進行使用壽命與安全性評估、結構優化設計的前提與基礎.
計算焊接力學理論的日臻成熟使得有限元模擬方法成為研究焊接變形與應力的有效手段.任森棟等[1]針對P92鋼多層多道焊接接頭,采用考慮固態相變的熱-冶金-力學耦合有限元模擬方法進行了研究,剖析了多層多道焊接接頭的殘余應力的演變過程.倪川皓等[2]針對60 mm大厚板采用數值模擬的方法探究了焊接溫度場、層間溫度對焊接殘余應力和變形的影響,并指出提高層間溫度可以有效降低縱向、橫向與板厚方向的殘余應力,但對焊后殘余變形的影響作用不大.現有的應力測量方法如深孔法和輪廓法都不可避免的需要破壞試樣,隨著測試技術的進步,無損檢測方法成為檢測焊接殘余應力的主流方向.X射線衍射法屬于無損檢測方法的一種,該方法測試精度較高,目前應用較為廣泛[3].
雙面雙弧焊工藝是采用雙面雙弧鎢極氬弧焊(TIG)焊接打底焊縫與雙面雙弧熔化極氣體保護焊(MAG)焊接填充蓋面焊縫相組合的高強度鋼優質高效焊接新技術[4-5].對于雙側坡口中厚板高強鋼的焊接,可以在不改變單一電弧熱輸入的情況下顯著提高熔敷速度,提高焊接質量與效率,目前已得到廣泛應用.但是,兩側施焊必然使得焊接接頭內應力生成及演變過程與常規對接焊工藝存在較大區別,焊接殘余應力的評估標準需要重新定義.因此,采用雙面雙弧焊工藝進行中厚板多層多道焊接,分析應力演變過程,探究殘余應力的數值與分布,具有較高的研究價值與現實意義.
文中以45 mm對接接頭為研究對象,采用雙面雙弧焊工藝進行焊接試驗,采集焊接過程的熱循環曲線,觀察焊縫截面宏觀進行,采用X射線衍射法測量焊后接頭的表面殘余應力.此外,進行了熱-彈-塑性有限元分析計算,將試驗獲得的焊接殘余應力與模擬結果進行了對比.闡述了雙面雙弧多道焊接頭殘余應力的生成、演變過程以及成型分布.研究成果可為大型焊接結構的優化設計以及中厚板焊接接頭的焊道布置、焊接工藝方法等提供有益參考.
1 計算方法與理論
1.1 熱-彈-塑性有限元分析
采用順序耦合的熱-彈-塑性有限元分析方法對焊接過程的瞬態溫度場和應力分布進行計算[6],主要分為兩個步驟:
1) 瞬態熱分析 根據實際焊接接頭構建有限元模型,依據焊接條件選擇合適的熱源模型,焊接參數與試驗記錄保持一致,隨后將有限元模型、焊接工藝參數、材料的高溫熱物理性能以及熱分析邊界條件等共同代入高效求解器進行熱分析計算,求得焊接過程中的瞬態溫度場.
2) 力學分析 利用熱分析計算結果與材料的力學性能參數進行力學分析計算,最終得到焊接過程的殘余應力、焊接變形等.
1.2 并行計算技術
熱-彈-塑性有限元分析過程通常采用的是串行模式來進行架構和編譯運行,串行計算耗時較長,不能發揮服務器多CPU及多線程的硬件優勢,不適合實際工程的計算需求[7].因此,對于耗時過長的多層多道焊接頭,引入采用基于OpenMP并行技術的高效熱-彈-塑性有限元方法進行求解.該技術是基于內存共享并行系統的多個處理器程序設計的一套指導性編譯方法,通過該技術能夠有效發揮服務器計算效能.
在焊接溫度場及力學響應的計算程序中,對于數據讀入及存儲過程,以及分支判斷部分,采用串行處理,提高代碼執行效果.而對于大型矩陣求解的子循環,可調用OpenMP代碼,編譯器自動將程序進行并行化處理,同時使用多個CPU線程,有效地減小了計算等待時間,從而極大的提高計算效率.
1.3 多層多道焊單元激活技術
中厚板多層多道焊過程中不可避免的出現焊材熔敷和重熔現象,后層焊道會對前層焊道產生二次熱處理,這些實際情況在數值模擬過程中需要予以考慮.具體地,基于Dummy單元技術,將未進行焊接熔敷填充的焊道單元通過程序改變其熱物理性能參數,設置為死亡單元,使其不能傳導焊接熱量,也不能影響焊接接頭的剛度與拘束度.當該焊道單元熔敷填充時,重新激活相對應的熱物理性能參數,設置為重生單元,參與相關的溫度和力學計算,從而實現多層多道焊接過程的數值模擬.
2 試驗與測試
2.1 焊接試驗
試驗材料為一種增強艦船用高強韌鋼,厚度為45 mm,采用對稱X形坡口,坡口角度為60°,間隙為4 mm,無鈍邊.焊接接頭經點焊裝配后豎立固定于焊接平臺上,焊槍姿態為立向上焊接.試驗采用多層多道焊填充方式,焊縫層面由內到外分別為打底焊、填充焊、蓋面焊,共25條焊道.對接接頭的尺寸、坡口及其焊道布置見圖1.
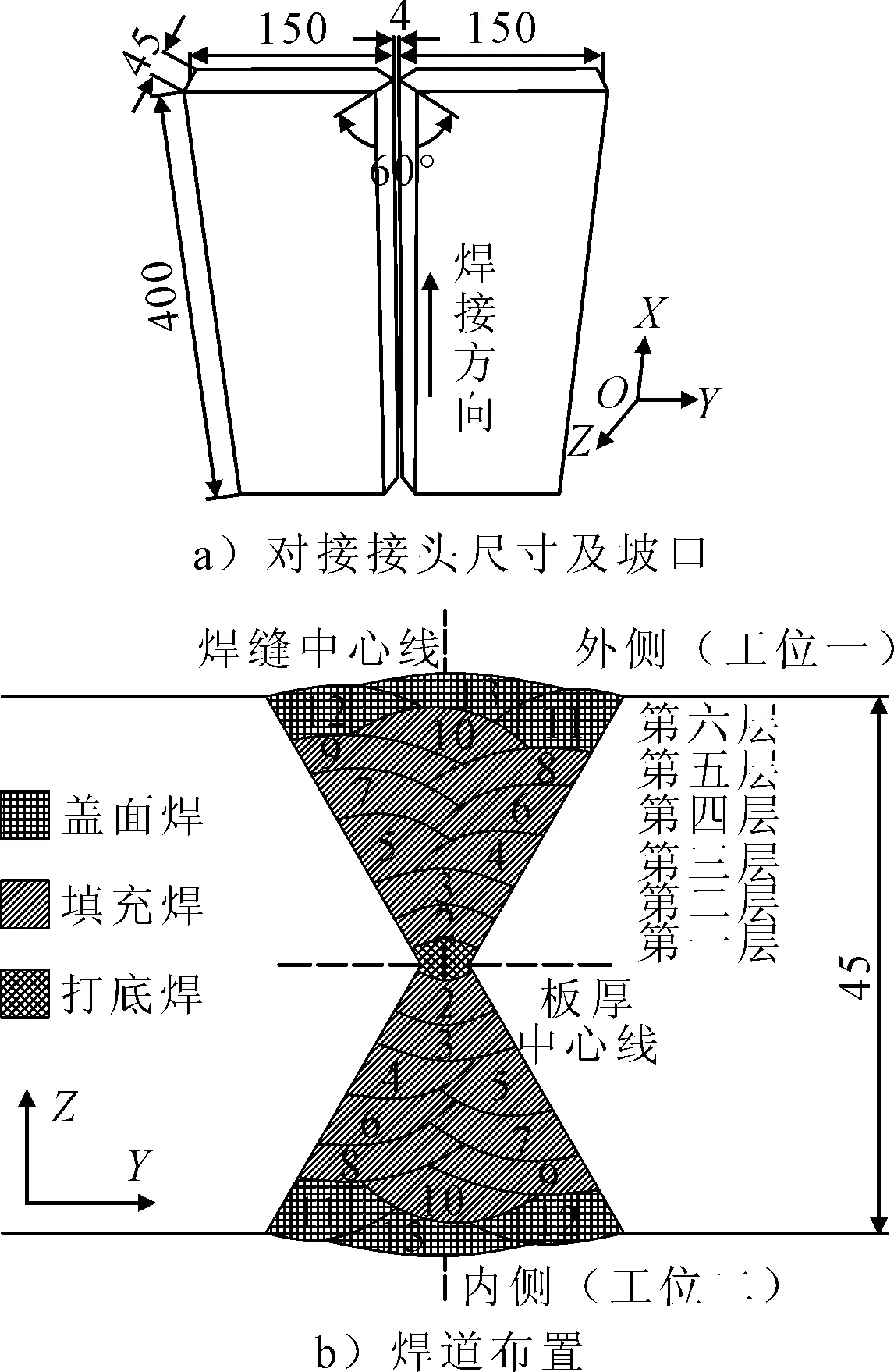
圖1 對接接頭的尺寸、坡口及其焊道布置(單位:mm)
打底焊采用氬弧焊工藝,保護氣體為氬氣,手動送絲,焊接材料為直徑2.4 mm的JQ-TG50型氬弧焊絲.填充焊及蓋面焊則采用非對稱雙面雙弧MAG焊工藝(外側為工位一、內側為工位二),兩電弧保持6~8 cm的間距(以下簡稱“雙面雙弧焊”).保護氣體為φ(CO2)=100%,焊接材料為直徑1.2 mm的FRW-501型藥芯焊絲.兩種焊絲的化學成分見表1,熔敷金屬力學性能見表2.MAG焊接時采用CO2/MAG裝置自動送絲,其標準送絲速度為1.5~2.0 m/min.焊前打磨坡口并預熱,預熱溫度為120~150 ℃,焊后保溫溫度為200~250 ℃,保溫時間為2 h,層間溫度為150~200 ℃.焊接工藝參數及熱輸入見表3.

表1 焊絲的化學成分 單位:wt%

表2 熔敷金屬力學性能

表3 焊接工藝參數以及熱輸入
K型熱電偶點焊在X形坡口內外兩側邊緣,用于采集焊接過程的熱循環曲線.外側熱電偶距離坡口邊緣2 mm,距離熄弧端167 mm,內側熱電偶距離坡口邊緣4 mm,距離熄弧端185 mm,熱電偶點焊位置見圖2.
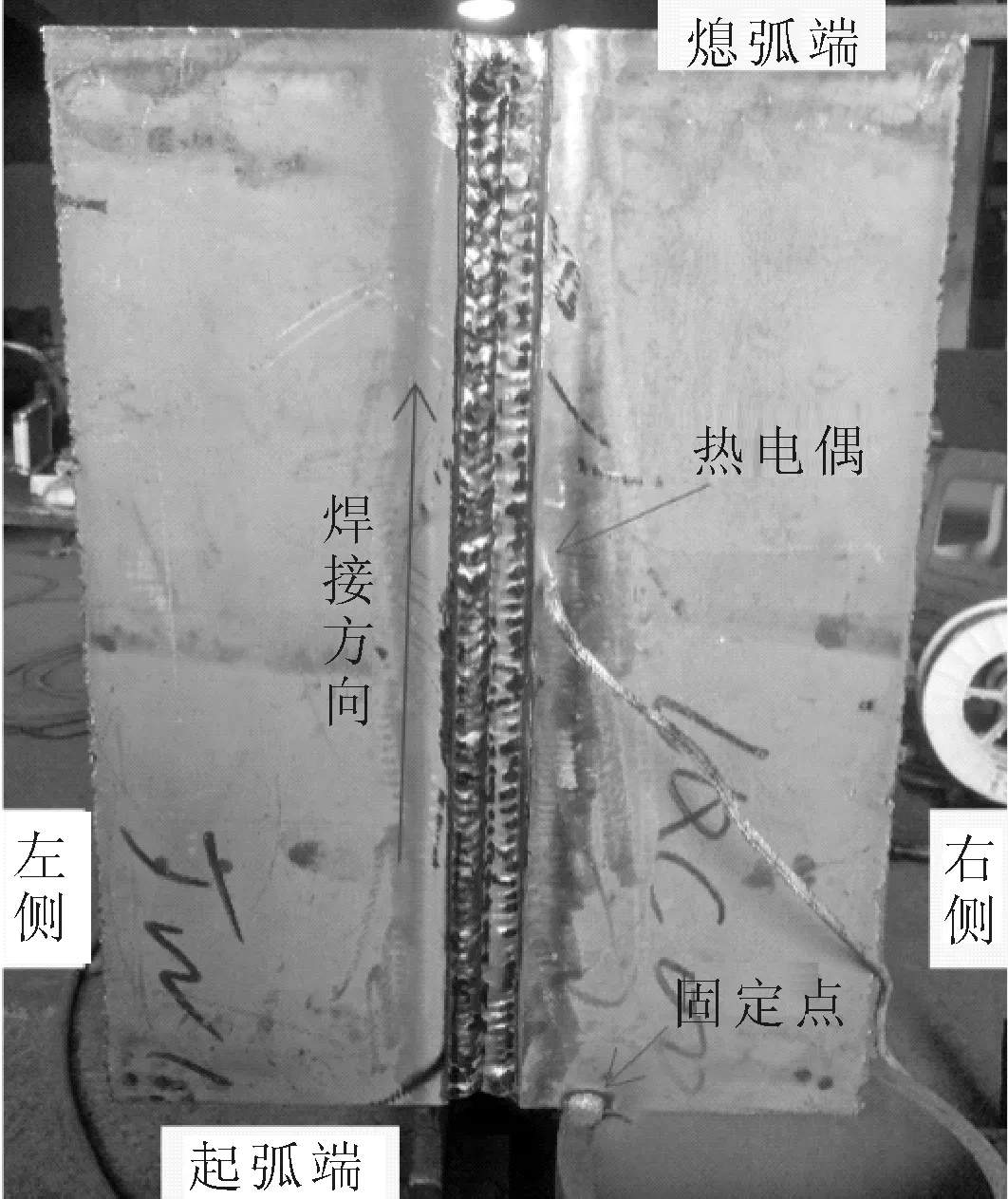
圖2 熱電偶點焊位置
采用線切割的方式截取包含焊縫、熱影響區和部分母材的金相試樣,試樣尺寸為65 mm×45 mm×15 mm,經粗磨、精磨、拋光至鏡面,采用體積分數4%的硝酸酒精試液腐蝕10 s后,洗去腐蝕液并吹干.隨后對截面金相進行尺寸測量,見圖3.
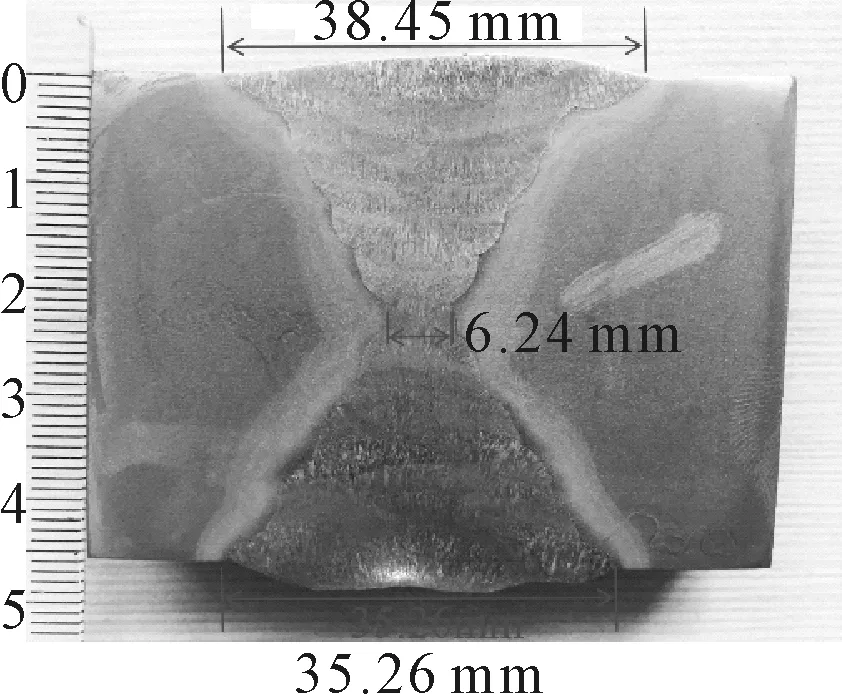
圖3 焊縫截面宏觀形貌
2.2 殘余應力測試
采用X射線衍射法測量對接接頭上表面的焊接殘余應力.在測量前洗去接頭表面油脂,并用手工砂紙除去氧化鐵銹層,得到較為光滑的表面.測試采用的X射線殘余應力分析儀μ-X360s(鉻靶參數:30 kV,1.5 mA)發射光束直徑為1 mm,X射線入射角度為35°,標準穿透深度為10 μm,冷卻方式為自然氣冷,見圖4.X射線衍射原理依據布拉格定律為
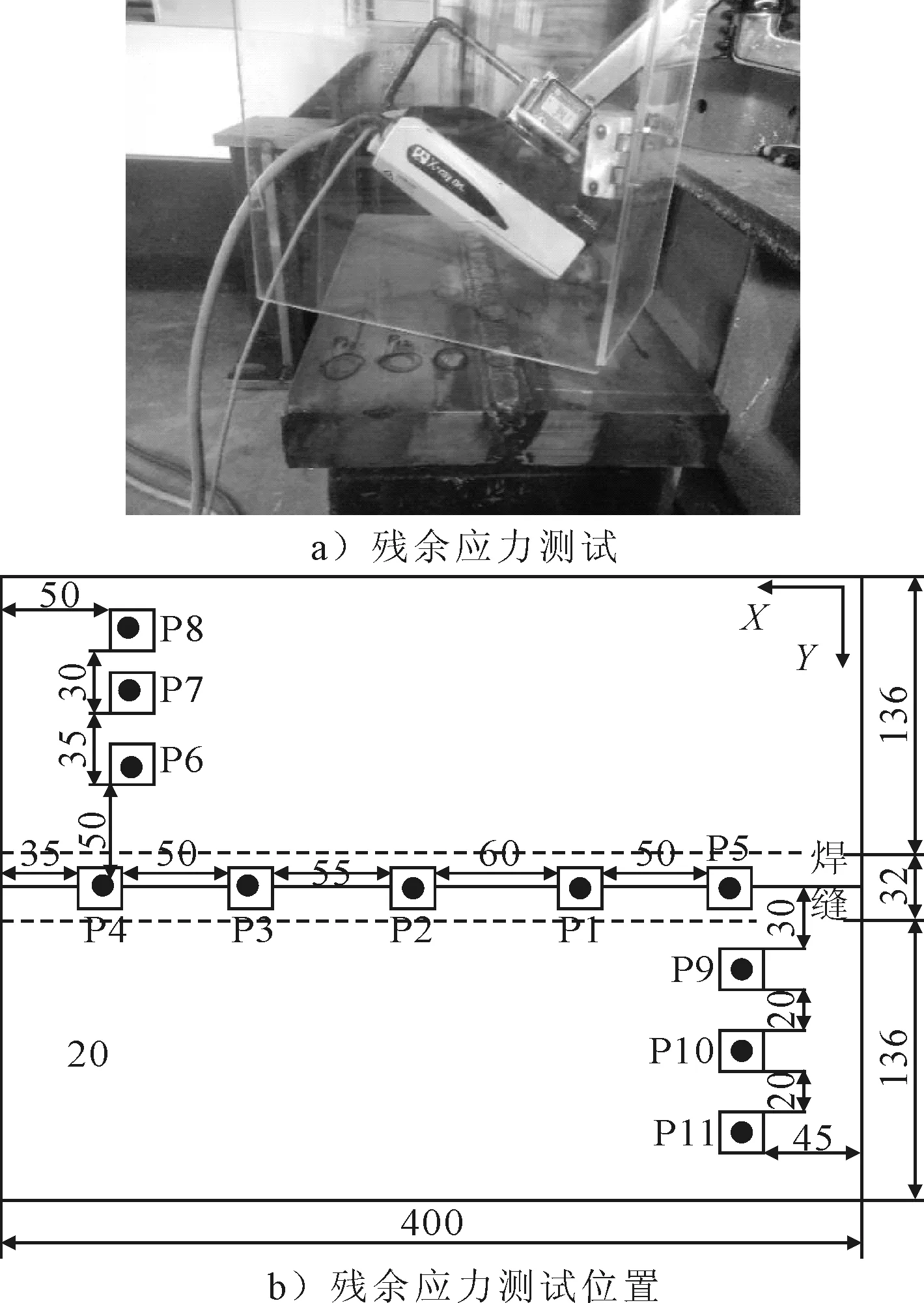
圖4 對接接頭X射線衍射法殘余應力測試(單位:mm)
2dsinθ=nλ
(1)
式中:d為平行原子平面的間距,m;λ為X射線波長,m;θ為X射線與晶面之間的夾角,rad.
μ-X360s基于全二維探測器技術的德拜環方法,可在很短暫的曝光時間內獲得一個德拜-謝樂環,通過精確測量德拜-謝樂環的位置得直接獲得應變數據,依據宏觀彈性力學理論獲得殘余應力[8].
σ=Eε
(2)
式中:E為彈性模量,MPa;ε為應變.
3 計算結果與試驗驗證
3.1 有限元模型
有限元模型尺寸為400 mm×304 mm×45 mm,采用三維實體單元進行網格劃分,為兼顧精度與計算效率,焊縫處網格盡量細化,遠離焊縫處網格逐步平順過渡至稀疏.模型中的單元總數為47 960個,節點總數為51 086個,沿焊縫方向每個單元長度為10 mm,見圖5.依據事先給定的焊道數量以及各焊道的熱源中心位置、熱源寬度、熱源高度、熱源深度等,考慮焊道重熔現象,借助計算機程序自主選擇焊道[9].有限元模型采用三點約束剛體位移作為邊界條件.
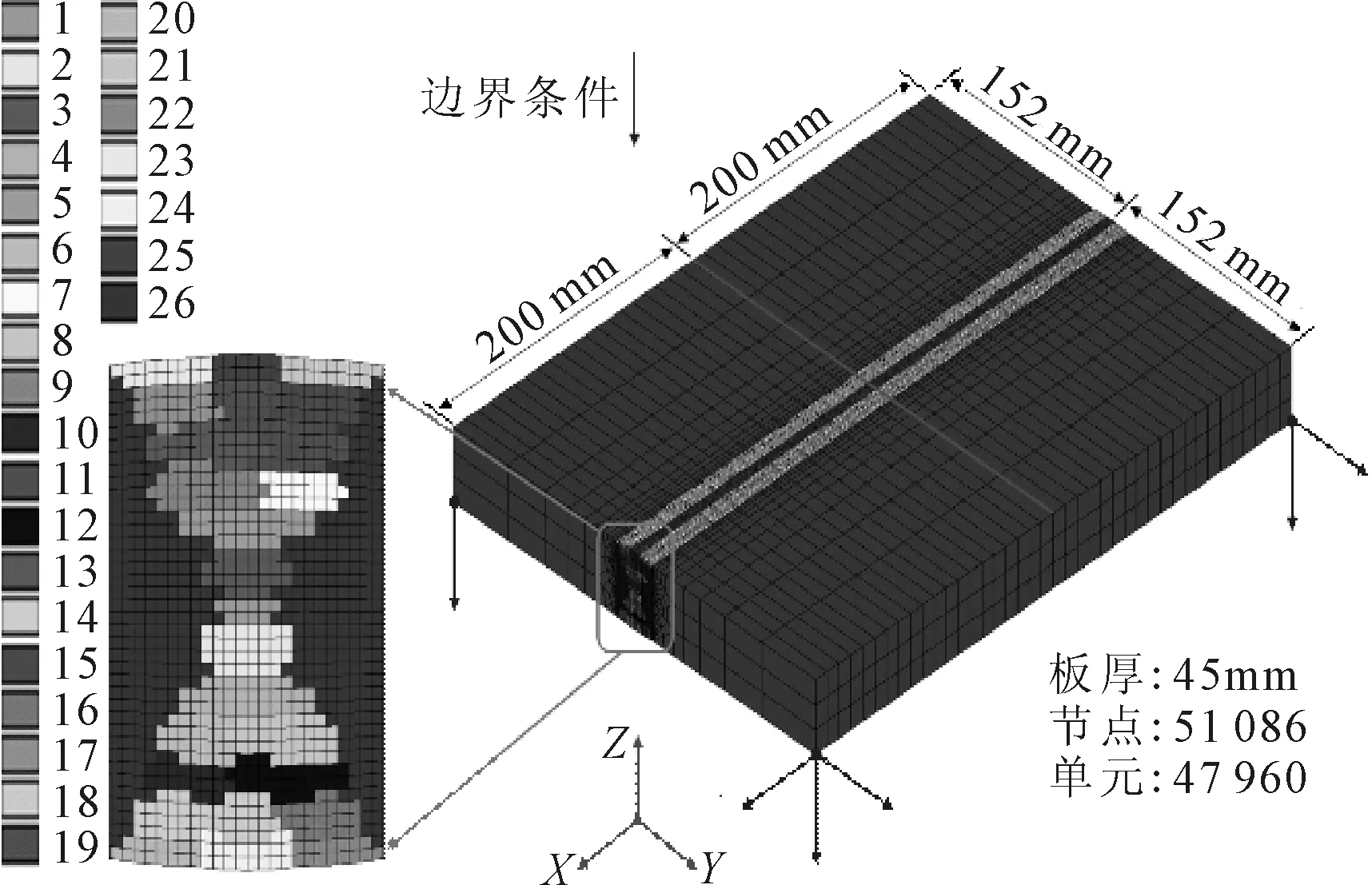
圖5 對接接頭的有限元模型及其焊道布置
試驗鋼的熱物理性能參數見圖6,包括瞬態熱分析時的傳熱性能參數(導熱系數、比熱容和密度)以及力學分析時的力學性能參數(彈性模量、泊松比、屈服強度和線膨脹系數).

圖6 試驗材料的熱物理性能參數
3.2 焊接溫度場
瞬態熱分析采用雙橢球熱源模型[10]模擬移動電弧的焊接熱輸入,計算時間步長取為0.4 s,焊接參數與試驗記錄保持一致,隨后將模型、參數以及熱分析邊界條件共同代入求解器進行熱分析計算,求得焊接過程中的瞬態溫度場.蓋面焊瞬態溫度場見圖7a),可見瞬態溫度場中心溫度最高,臨近熱源區域的等溫線呈現近似圓形,遠離熱源區域的等溫線呈現橢圓形,熱源后方有移動的拖尾,最高溫度為1 804 ℃,最低溫度為20 ℃.所有焊道的熔池形狀見圖7b),將其與宏觀金相試驗得到的熔池與熱影響區與做形貌對比,可見有限元模擬得到的熔池形狀與實際焊縫形狀吻合較好,熔合線形狀相似度較高.
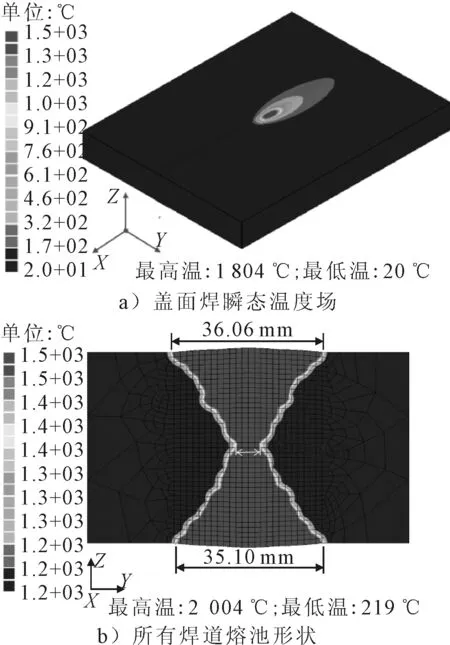
圖7 對接接頭溫度場特征
對比熱分析計算得到的熱循環曲線與實際焊接過程中采集的熱循環曲線(自第四層第二道起的后七條焊道),見圖8.兩者整體趨勢、溫度峰值等方面吻合較好[11],可見熱分析過程中的焊接工藝參數以及各焊道線能量等信息準確度較高,有限元模擬可以如實還原焊接過程中的熱輸入情況.
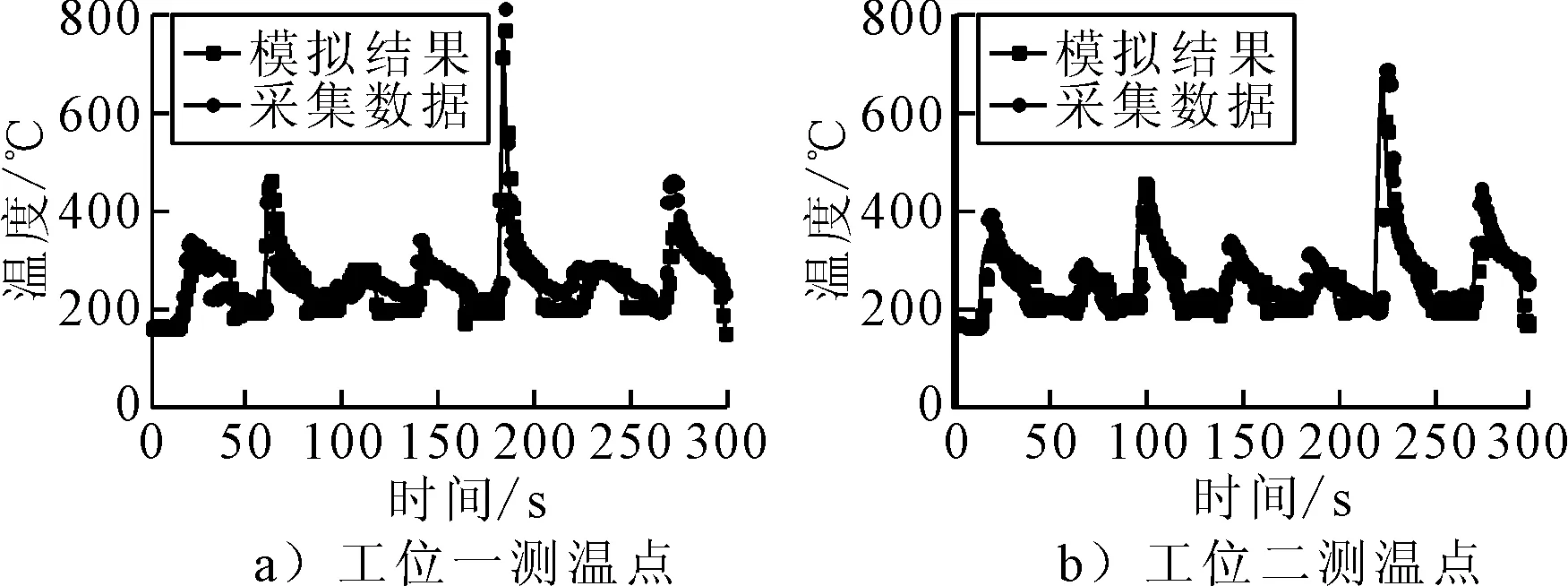
圖8 熱循環曲線
3.3 焊接殘余應力
采用雙面雙弧焊工藝的對接接頭模擬得到的殘余應力分布見圖9,模擬結果與測試數據對比見圖10.
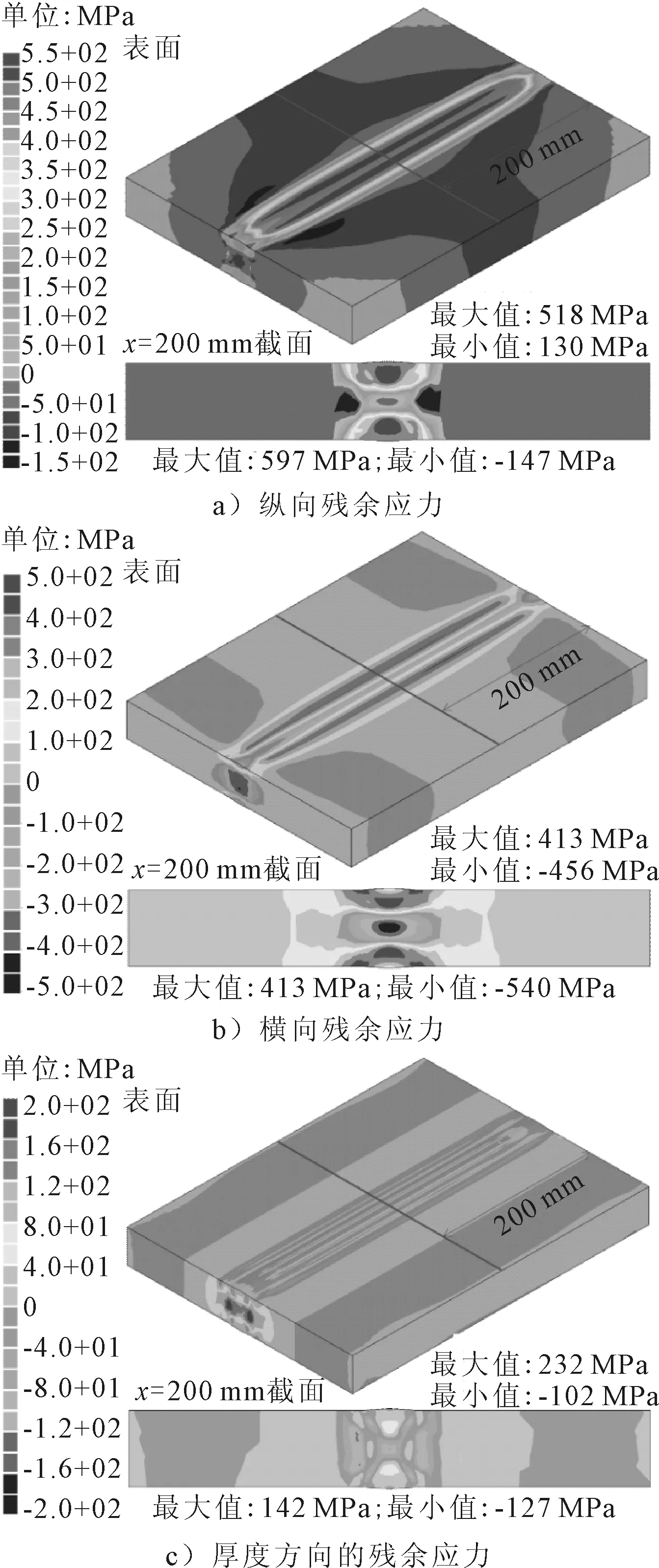
圖9 采用雙面雙弧焊工藝的對接接頭殘余應力分布
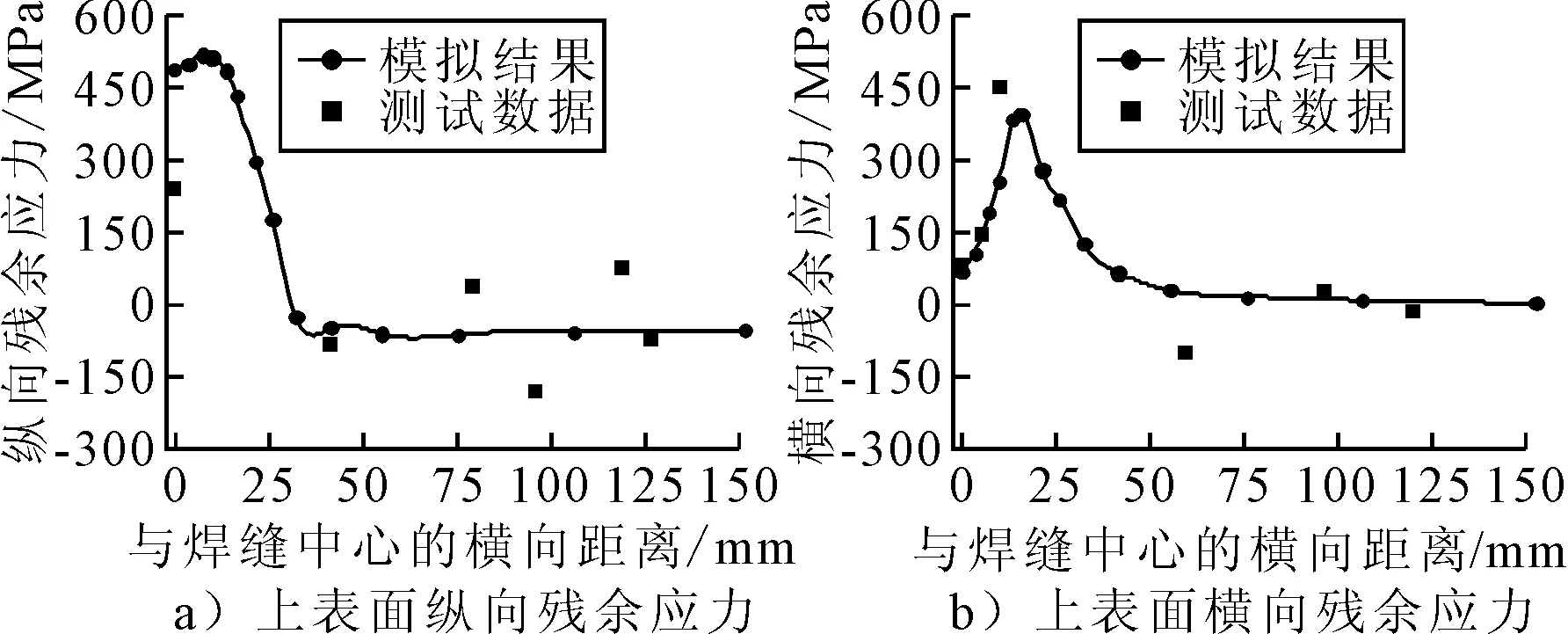
圖10 對接接頭的殘余應力模擬結果與測試數據對比
由圖9a)可知:對接接頭的填充焊、蓋面焊以及毗鄰熱影響區的縱向殘余應力均為拉應力,最大值為518 MPa,數值達到了焊接材料屈服強度(525 MPa)的98.7%,這源于焊縫金屬在加熱、冷卻過程中受周圍母材的約束而保留下來的殘余塑性應變.打底焊及第一、二層填充焊區域的拉應力明顯降低,表明焊縫中心區域最終保留的殘余應變較小.母材上的縱向殘余應力表現為壓應力,最大值出現在靠近打底焊區域.焊接接頭四角處的應力值接近于零,表明焊件邊角處受到焊縫區域熱輸入的影響較小.對接接頭上下表面焊縫區的縱向殘余應力分布較為均勻,接頭兩端由于幾何端部效應,拉應力數值明顯降低.沿著板厚方向上,焊縫區域的縱向殘余應力自中心向上下表面逐漸增大,且應力梯度較大,數值變化明顯.
由圖9b)可知:對接接頭橫向殘余應力的最大值小于縱向殘余應力,且除焊縫以及毗鄰的熱影響區外,接頭的橫向殘余應力數值均較小,應力梯度較小.打底焊及第一、二層填充焊區域出現較大的壓應力,相比縱向殘余應力,此處的橫向殘余應力數值與分布面積更大,后層填充焊、蓋面焊部分以及毗近熱影響區的橫向殘余應力均為拉應力.沿著焊縫方向上,對接接頭的上下表面焊縫中心線附近的橫向殘余應力較小,應力數值低于100 MPa,焊縫中心線兩側依舊表現為明顯的拉應力.沿垂直于焊縫方向上,上下表面橫向殘余應力由焊縫中心線附近的低應力迅速增加至拉應力最大值,隨后逐漸降低至接近于零.沿板厚方向上,焊縫區域的橫向殘余應力自中心處的壓應力最低值向上下表面呈現先增大后減小的趨勢,且應力梯度較大.
厚度方向的殘余應力數值較小(見圖9c),焊縫處的最大應力在200 MPa附近,對結構穩定性的影響不大,后續不做詳述.
由圖10可知:模擬得到的對接接頭殘余應力分布結果與試驗結果基本吻合.焊縫區上表面的縱向殘余應力為拉應力,焊縫以外拉應力快速降低,母材上的縱向殘余應力表現為低壓應力,應力數值低于100 MPa.焊縫區上表面的橫向殘余應力同樣為拉應力,其最大應力值出現在臨近熱影響區的位置,之后沿垂直于焊縫方向快速降低并趨于零.
將對接接頭x=200 mm處截面的橫向、縱向殘余應力依照焊縫層面分層剖析,見圖11,以此分析雙面雙弧多道焊接頭焊接過程中殘余應力的生成及演變過程.
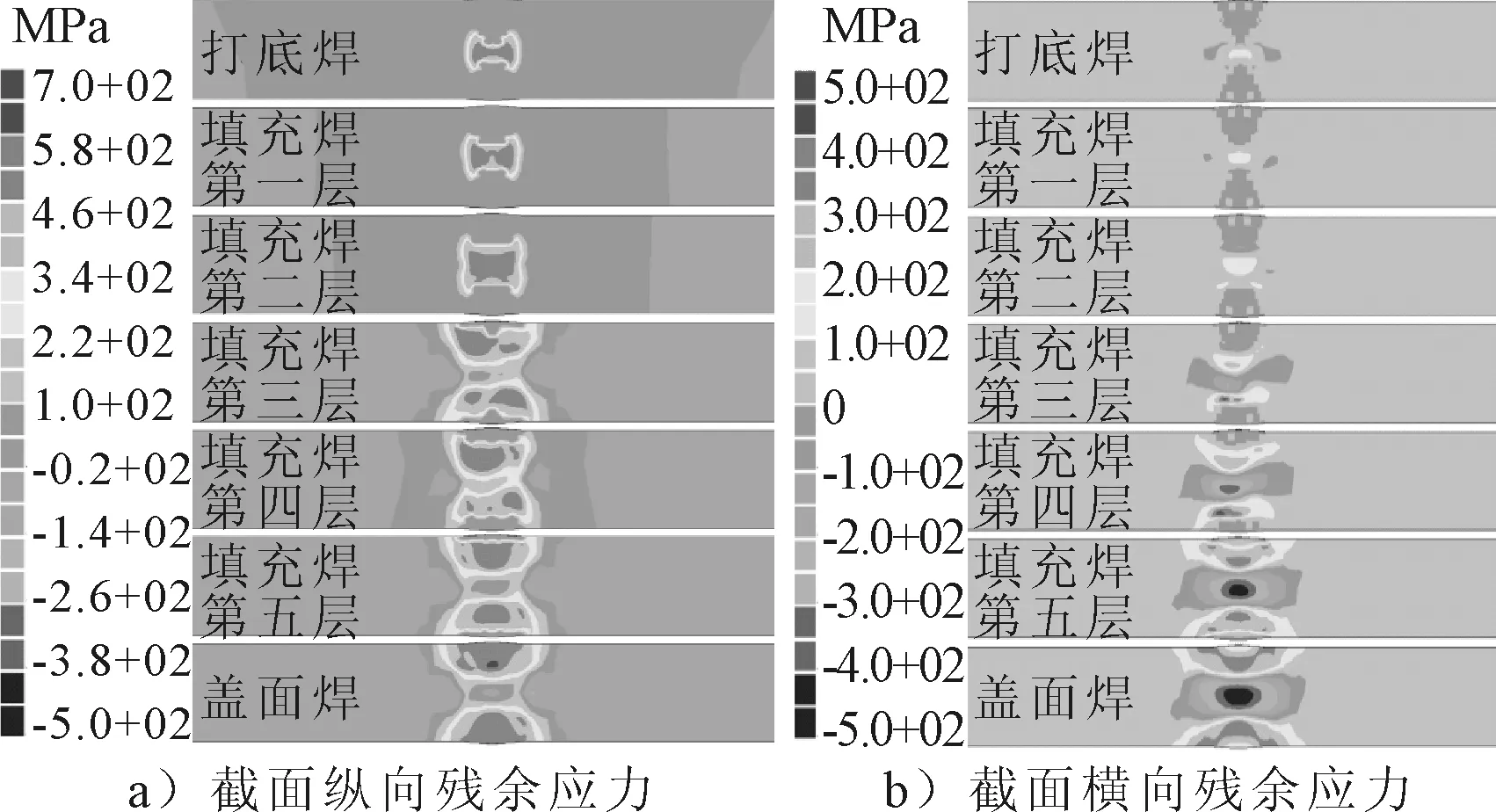
圖11 對接接頭殘余應力的演變過程
由圖11a)可知:對接接頭打底焊成型后的縱向殘余應力表現為明顯的拉應力,其原因是高溫熔池由無應力狀態的液態金屬冷卻形成焊縫的過程中受周圍母材拘束收縮而產生的塑性應變與應力,焊縫及熱影響區以外的母材為平衡焊縫區應力而產生壓應力[12].
第一、二層填充焊成型后,拉應力區域擴大,最大拉應力稍顯降低,距離焊縫及熱影響區較近的母材的壓應力也隨之降低,遠離焊縫區域的壓應力逐漸下降并趨于零.自第三層填充焊開始,填充焊分道進行,第三、四、五層填充焊成型后,最大拉應力所在區域受焊道布置影響,總是出現在同層焊縫的最后一條焊道位置.后層焊道會對前層焊道產生二次熱影響,生成附加的殘余應力,推動前層焊道殘余應力的重新分布.隨著填充焊的增加,成型后焊縫的最大拉應力數值逐步降低,這是由于前層焊道的預熱作用以及焊縫金屬冷卻過程中所受的拘束度下降.由于熱源逐漸遠離焊縫中心區域,被拉應力占據的區域隨填充焊的進行逐漸演化為兩塊部分,并沿板厚方向移向接頭的上下表面,焊縫中心區域為達到應力平衡而逐步推演為壓應力.蓋面焊成型后,最大壓應力分布區域及數值趨于穩定,最大拉應力接近焊接材料的屈服強度(525 MPa).
橫向殘余應力的演變過程與上述類似,見圖11b),同樣存在明顯的應力反復迭加現象[13],即前層焊道會轉為后層焊道的熱影響區,受后層焊道的二次熱影響[14].但是對接接頭的橫向拘束小于其縱向拘束,因此相比之下,橫向殘余應力數值較小.此外,對于采用多層多道焊接工藝的中厚板,后層焊道的焊接過程對前層焊道的熱處理作用可以改善焊縫金屬固態組織,從而有效提高焊縫金屬的質量.
4 結 論
1) 以試驗測試與數值模擬相結合的方法研究了焊接殘余應力的大小與分布;熱-彈-塑性有限元分析得到的對接接頭熱循環曲線、殘余應力與試驗結果具有良好的一致性,表明熱-彈-塑性有限元分析可以較為準確的再現對接接頭的焊接熱-力學響應.
2) 對接接頭的上、下表面的殘余應力沿板厚中心線與焊縫中心線呈對稱分布;縱向殘余應力最大值出現在蓋面焊處,最大值為518 MPa,接近焊接材料的屈服極限;橫向殘余應力同樣呈現應力反復迭加現象,沿厚度方向呈現明顯的拉-壓-拉應力分布特征,但應力數值較小.
3) 闡述了雙面雙弧多道焊接頭殘余應力的演變過程與成型分布;多層多道焊的焊接殘余應力變化較為復雜;后層焊道的焊接過程對前層焊道的熱處理作用會影響、改變前層焊道的應力數值與分布,同時可以改善焊縫金屬的質量.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
