基于難熔材料FDM 工藝的擠出機構優化
2022-01-18 02:34:02王大成
科學技術創新 2021年36期
王大成
(江蘇航空職業技術學院,江蘇 鎮江 212134)
在現代化生產工藝的支撐下,早期的2D 打印圖形已在科技研究中逐步實現向3D 模型遞進。在當下的科研成果中,基于FDM的擠出機構在使用中存在的不足總結如下:使用FDM技術使用的熱熔噴頭造成噴出材料存在不均勻,直接造成噴射打印成果精度低。同時,噴頭在使用中由于噴頭受熱發生膨脹導致變形,直接導致打印的物體結構與預設結構出現尺寸方面的誤差。物料由于受熱不均勻出現中間位置的相變,進絲壓力也將發生不規則變化,甚至會使打印的成果出現內部孔隙、表面斷層等問題,針對上述問題,倘若不及時采取措施進行規避與解決,會造成擠出材料生成物體的表面具有粗糙缺陷,打印成果表層將出現“階梯效應”。綜上所述,有必要采取措施,基于難熔材料FDM工藝角度,進行擠出結構的優化設計。
1 基于難熔材料FDM 工藝的擠出機構優化設計
在加工制造過程中,由于采用熔融沉浸式的3D 打印技術制作的噴頭在使用時是采用熱熔方式加熱,因此無論是在打印精度上,還是在材料配出的均勻情況上都無法滿足實際擠出機構生產工藝的需要[1]。圖1、2 分別為擠出機構生產加工過程中受熱前后變形示意圖。
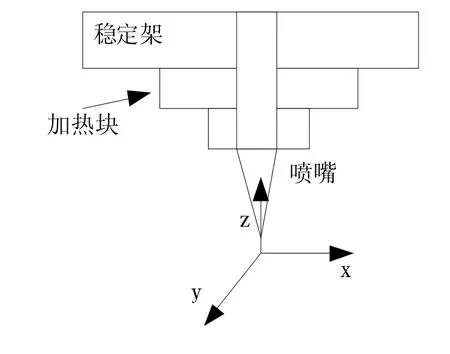
圖1 擠出機構生產加工過程中受熱前變形示意圖
從圖1、圖2 中結構對比可以看出,在加工精度上,噴頭位置在加熱的過程中會由于熱脹而出現嚴重的變形現象,造成最終打印精度降低[2]。同時,由于在相變過程中會受到壓力的影響,因此會造成物料之間出現裂縫,進而造成斷層結構的產生[3]。基于上述傳統擠出機構工藝存在問題,本文提出三種不同基礎機構,并分別對其進行設計研究。
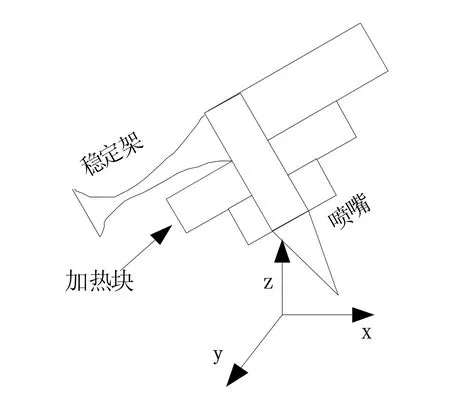
圖2 擠出機構生產加工過程中受熱后變形示意圖
1.1 活塞式擠出機構
基于上述存在問題,針對活塞式的擠出機構進行優化。通常情況下。這一類型的擠出機構零部件主要包括噴嘴結構、加熱裝置、加熱腔、測溫電偶等部分。在實際運行過程中,這種類型機構的工作原理是將固態物料作為其活塞結構,利用步進電機對物料進行傳輸,并將能夠實現熔解的材料作為流體推送到擠出機構內部,并將材料從噴嘴位置上擠出[4]。選用的物料通常在熔融之后產生了一定粘性,這一部分材料若殘留在擠出機構內部,則會發生快速的累計,并最終造成整個擠出機構出現堵塞現象[5]。針對這一問題,在對該類型擠出機構進行優化時,也應當重點考慮材料粘性問題以及殘留材料堆積位置結構的問題。
結合上述分析,在明確優化重點目標后,嘗試在該類型機構上的喉管位置增加鐵氟龍材料軟管的方式對其進行優化[6]。這種軟管材料在實際應用中具有耐高溫和耐低溫的優勢,并且這種材料本身不具備粘性,因此將該材料應用到擠出機構的喉管當中能夠有效解決材料堵塞的問題。
1.2 滑片泵式擠出機構
再針對滑片泵式擠出機構的應用缺陷問題進行優化,這種類型的擠出機構在實際應用中與上一種類型相比具有運轉平穩性、脈動及噪聲小的優勢,并且與一般齒輪泵相比,其運行效率更高。根據這種擠出機構的應用優勢,通過利用機構內部的傳動裝置帶動轉子運動,以此能夠實現葉輪的自動轉動[7]。在實際應用中,這種類型的擠出機構存在物料流量較小的問題,并且泵的流量穩定性也需要進一步提升。因此,針對這一問題,結合滑片泵結構設計中的流量公式,對該機構中滑片泵的尺寸大小確定。滑片泵的流量計算公式為:
公式(1)中,Q 為滑片泵的流量;b 為滑片泵寬度;n 為擠出機構中步進電機的運行轉動速度;η 為容積;L 為滑片泵內部圓弧最大半徑;l 為滑片泵內部圓弧最小半徑。圖3 為滑片泵擠出機構腔結構曲面結構圖。
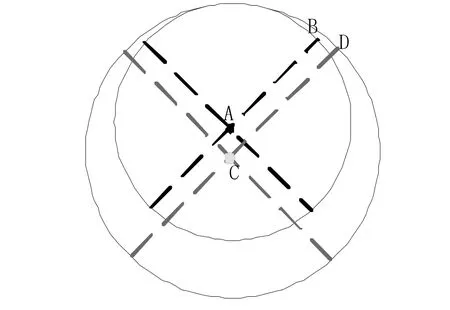
圖3 滑片泵擠出機構腔結構曲面結構圖
圖3 中,AB 點連接的線段為滑片泵內部圓弧最小半徑;CD點連接的線段為滑片泵內部圓弧最大半徑。通常情況下擠出機構需要的流量較少,因此為滿足運行需要,在上述優化機構當中引入一個減速裝置,用于限制并降低轉子的運行速度。考慮到一般工藝加工需要,在打印過程中,將擠出機構的定子直徑設置為18.5mm,將轉子的轉動速度設置為55r/min,將流量大小設置為0.09,進一步推算得出機構中滑片泵葉片數量應為14個,每個葉片結構的寬度應為7.5mm。
1.3 柱塞泵式擠出機構
在對柱塞泵式擠出機構進行優化設計時,主要考慮柱塞泵的排列問題,以及其與柱塞腔結構中油液體積的關系,如公式(2)所示。

公式(2)中,q 為柱塞腔的排列;F 為柱塞結構橫截面面積;Smax為柱塞結構能夠實現的最大行程;Z 為柱塞泵中的柱塞數量。根據上述公式(2)可計算求出符合容積需要的柱塞泵,進而確定擠出機構的基本參數。在實際應用中,這種類型的擠出機構球狀關節與滑靴之間通常是采用鉸接的方式進行連接,從而實現在滑靴上的繞軸協調運作。同時,在運行過程中,通過距離上的變化實現柱塞的往復運動,進而通過油腔當中體積不斷變化的方式實現吸油與排油動作的產生,達到機構運行目的。
1.4 基于難熔材料FDM工藝的三種擠出機構組合
根據上述論述,完成對三種類型的擠出機構優化設計后,為了進一步提高擠出機構的運行效率,并實現三種擠出機構的協同工作,引入難熔材料FDM工藝對三種擠出機構進行組合設計。圖4 為難熔材料FDM工藝基本裝置結構圖。
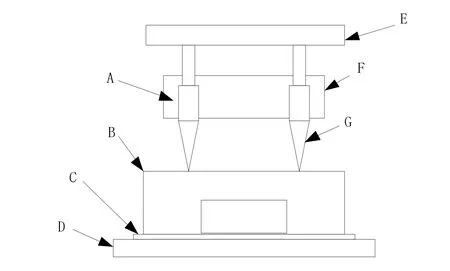
圖4 難熔材料FDM 工藝基本裝置結構圖
圖4 中,A 為裝置模型材料的噴嘴結構;B 為模型主體;C為裝置底部支撐結構;D 為可升降工作平臺;E 為送絲機構;F為加熱裝置;G 為支持材料噴嘴結構。噴頭結構是FDM工藝的核心,直接關系到打印質量是否能夠達到預期目標。在實際應用中可將其顳部的固相材料加熱到熔融狀態,再通過擠出機構將材料擠出,通過預定程序進行不斷擠出,最終得到所需實體。在引入圖4 所示的裝置后,將上述三種擠出機構組合成為一個三噴嘴形式的機構。將該機構應用于實際可以實現對打印精度的有效控制,并且進一步降低加工的難度。
2 擠出機構優化效果
實現中要先進行生產構件的選擇或設計,設計的構件不僅要滿足實驗需要,還需要具備較高的經濟性與易于測量性。此次實驗評估優化后的擠出機構是否能在使用中實現對成型構件不同方位尺寸精度的提升,并確定對設計構件可能造成影響的多個顯著性因子。
一般情況下,構件的成型方向是由X、Y、Z 三個坐標軸確定,在確定實驗構件在三個不同方向上的精準尺寸后,即可將物料放在擠出機構的進入口進行擠出成型設計。此次實驗為了方便操作、節約實驗成本與操作時間,直接選擇一個長×寬×高=10.0mm×50.0mm×5.0mm 的長方體作為實驗對象。對應構件的三維實體化圖像需要使用PROE 軟件繪制并生成,將生成后的三維圖像在計算機終端轉換成STL 文件,并按照預設的尺寸進行FDM控制軟件參數的調整與加工設計。所選實驗構件的結構及其放置方位見圖5。
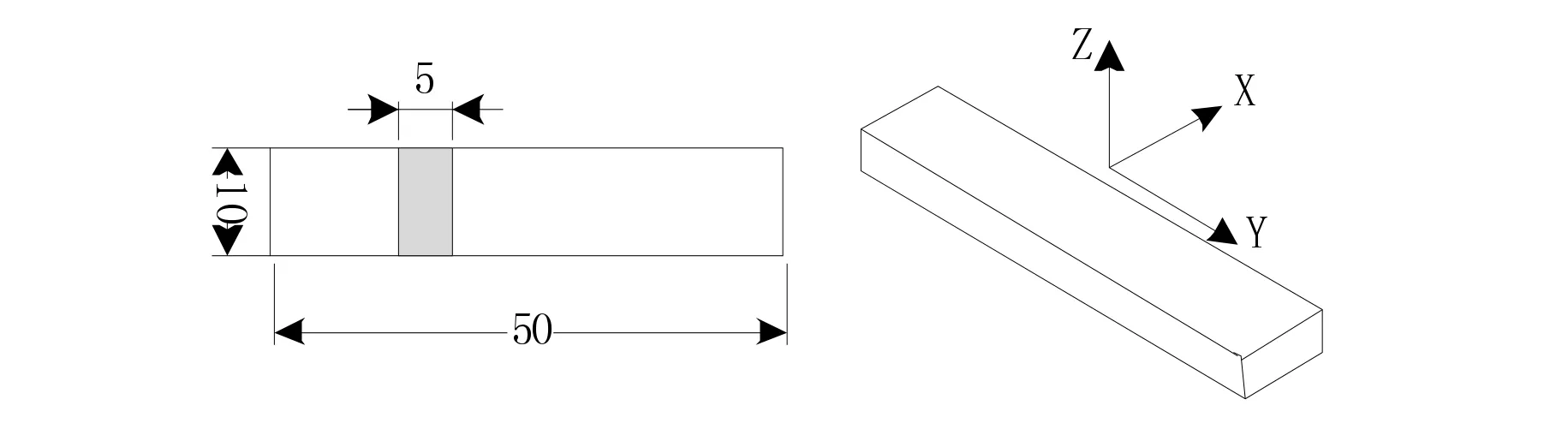
圖5 所選實驗構件的結構及其放置方位
按照上述圖5 所示的方式,進行設計構件的擺放,考慮到擠出機構成型室內的溫度可能存在不均勻的問題,而在不同位置上加工成型的構件可能存在尺寸方面的誤差,為了避免或消除此種因素對實驗過程的影響,需要在每次成型實驗中,將構件擺放在一個相同的位置。
實驗操作時,選擇九個可控因子作為影響因子,對應的因子與參數設計為:ABS 物料、勾勒構件邊緣輪廓的線條寬度為0.25mm、擠出機構噴嘴直徑為0.30mm、設計構件外形的掃描次數為1.0、物料填充的角度在35.0°~130.0°之間、成型室內部作業溫度預設60.0℃、擠出機構主噴嘴溫度預設232.0℃、擠出機構副噴嘴溫度預設230.0℃。
按照上述預設的參數進行優化后擠出機構參數的設計,設計構件在X、Y、Z 三個方向的尺寸精度誤差為△C、△K、△G。按照上述圖5 所示的構件尺寸,使用優化后的擠出機構,與未優化的擠出結構進行構件的隨機生成,每個機構隨機生成的數量為10.0 個。完成對構件的加工設計后,將生成的成果放置在干燥通風的環境中,將其靜置24.0 個小時,確保擠出機構生成的構件完全成型后,使用精密的測量尺,對每個構件在X、Y、Z 三個方面上的尺寸進行測量,每個構件測量三次,并對三次測量結果進行求取平均值的計算。對比測量結果與上述圖5 中預設的構件尺寸,計算三個方向的尺寸精度誤差△C、△K、△G,將誤差結果進行整理后繪制成折線圖,見圖6。
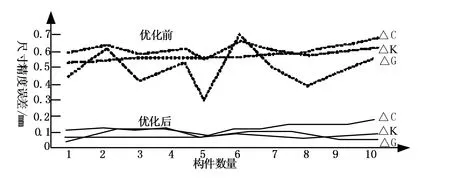
圖6 擠出機構生成構件尺寸精度誤差對比結果
根據上述圖6 可以較為直觀地看出,優化后的擠出機構在進行構件生產中,可實現將生成構件在X、Y、Z 三個方面上的尺寸精度誤差△C、△K、△G 控制在一個相對較低的水平。反觀優化前的擠出機構,生成的構件在X、Y、Z 三個方面上的尺寸精度誤差△C、△K、△G 數值相對較大,由此可見,本文此次研究設計的優化方法,可以起到構件尺寸精度的作用。
3 結論
本文研究從不同方面,進行了基于難熔材料FDM工藝的擠出機構優化設計。并在此基礎上,通過對比實驗證明了本文此次研究部設計的優化方法,可以起到構件尺寸精度的作用。但要在真正意義上對此方法的使用在市場內進行推廣,還需要在后續的研究中,基于仿真角度,進行不同物料在擠出機構中應用的研究。并設計多種結構形式的物體構件,進行設計方法優化后機構的實驗生成應用。雖然本次研究提出了多個創新點,但此次研究由于時間受到限制,未能實現從多個角度進行成果的考察,因此,在我院進一步的科研中,還會將此項目作為科學研究的重點,從多個角度對此次設計成果進行優化,為我國3D打印成型技術的發展提供科學層面的指導,實現對現代化研究成果的優化。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2019年7期)2019-11-25 01:43:04
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評論(2016年0期)2016-11-23 05:26:01