全自動水平式包裝機熱封參數的控制與優化*
2022-01-18 03:02:00鐘燕輝陳勝利謝力君王鏡鳘呂和軍
機械工程與自動化 2021年6期
鐘燕輝,陳勝利,謝力君,王鏡鳘,呂和軍
(1.河源職業技術學院,廣東 河源 517000;2.河源市美華智能設備有限公司,廣東 河源 517000;3.歐華包裝設備(河源)有限公司,廣東 河源 517000)
0 引言
塑料薄膜包裝是現代包裝業的重要組成部分,尤其在食品、醫療等領域,其應用越來越廣泛[1]。在塑料薄膜的包裝過程中,熱封強度是一個非常重要的參數,封邊、封口質量直接影響包裝產品的封裝、運輸和存儲等,良好的包裝可以保證包裝物不漏氣、不滲漏和不破裂等[2]。目前,對于規模化包裝通常采用自動包裝機進行包裝,根據自動化程度可實現制袋、計量充填和封口等不同的包裝工藝。影響封口熱封強度的因素主要包括:熱封溫度、熱封壓力和熱封時間。自動化程度不同的設備,其三大要素的控制略有不同[3]。本文對全自動S-140S高速水平式包裝機熱封工藝參數進行合理選擇和優化,以期得到較好的包裝質量和生產效率,并對其他自動包裝設備參數設置具有一定的實際參考意義。
1 全自動高速水平式包裝機設備及熱封影響因素
此次試驗采用S-140S系列水平式自動包裝機,該自動包裝機適用于熱封性包裝材料(PE膜、多層復合膜等),從捆裝薄膜開始,可以實現自動制袋、自動計量、自動充填及自動封口等工藝。該全自動包裝設備的制袋、封口和充填是相對獨立的系統,各系統主要通過機械聯動及可編程序控制器(PLC)進行協調動作,S-140S系列水平式自動包裝機設備簡圖如圖1所示。
當包裝材料選定后,影響熱封強度的因素主要有三個,分別是熱封溫度、熱封時間和熱封壓力,其中最為直接的影響因素是熱封溫度。當設置溫度在起封溫度以上時,隨著溫度的升高,熱封強度會上升,但其會有一個最大值,之后強度趨于平穩下降。溫度過低,黏連性不好,熱封強度過低;但溫度過高將造成粘結處熔融變薄,也會影響熱封強度。熱封溫度的設置應綜合考慮熱封時間及熱封壓力等因素[4]。
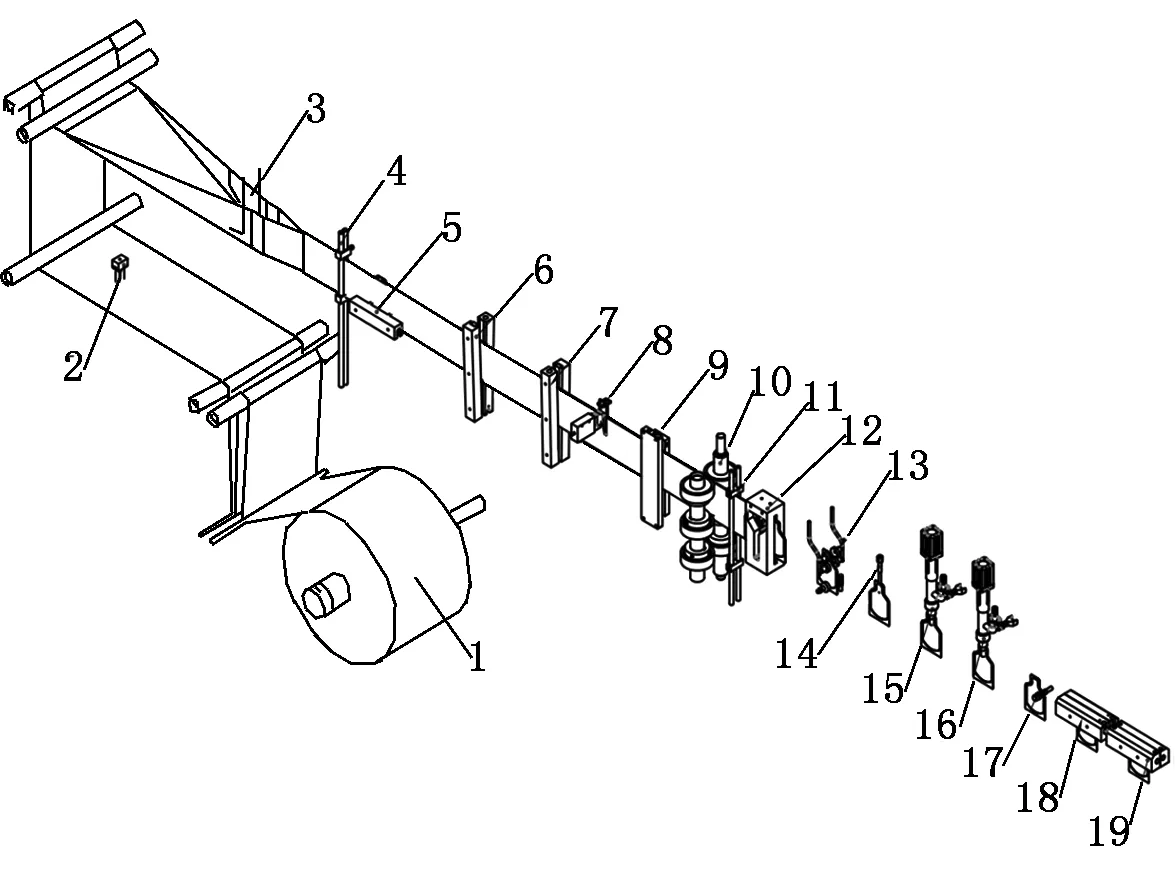
1-放膜裝置;2-底部沖孔;3-底部成型;4-包裝膜導向;5-底封結構; 6-豎封I;7-豎封II; 8-色標檢測;9-豎封冷卻; 10-伺服牽袋;11-夾袋;12-異型成型;13-開袋;14-吹氣;15-充填I;16-充填II;17-張緊;18-熱封;19-冷封
熱封時間是影響熱封強度和生產效率的另一個重要參數。熱封時間過短,粘結時間不夠,薄膜粘結不好,會造成強度下降;熱封時間過長,容易使熱封邊緣起皺及過薄,同樣影響熱封強度。合適的熱封時間與熱封溫度及熱封壓力相對應,可以保證粘結強度值大,并有較高的生產率[5]。
在熱封過程中,熱封壓力一般由熱封壓條提供。熱封壓力不夠,薄膜粘結力不緊,強度不高。但熱封壓力過大易造成封邊過薄發脆,反而造成強度下降。熱封壓力除了和溫度、時間配合外,還需考慮包裝薄膜的厚度[6,7]。該S-140S系列水平式自動包裝機的熱封壓力主要由凸輪轉換到柱形壓力彈簧提供,設備已調試為適合較多類型及厚度的最佳壓力。因此,在參數調節過程中,一般只需調節熱封溫度和熱封時間即可。
2 確定最佳熱封工藝參數的試驗方法
2.1 試驗樣品
本實驗選用食品包裝常用的2種復合薄膜作為測試材料,分別是:BOPA/LDPE復合膜以及BOPP/CPP復合膜。BOPA/LDPE復合膜平均厚度為65.2 μm,BOPP/CPP復合膜平均厚度為60.8 μm,均為市售,由食品包裝公司提供。
2.2 試驗設備
采用S-140S水平式自動包裝機,由歐華包裝設備(河源)有限公司生產;UTM-1432萬能材料試驗機,由承德市金建檢測儀器有限公司生產。
2.3 試驗標準
本試驗采用中華人民共和國輕工行業標準QB/T2358-1998《塑料薄膜包裝袋熱合強度試驗方法》,所有檢測設備、量具、試驗及檢測過程均符合標準[8]。
2.4 試驗過程
(1) 按照GB/T 6672-2001《塑料薄膜和薄片厚度測定 機械測量法》的要求測量待測薄膜的厚度,試樣邊長≤300 mm,測定薄膜10個點,分別計算兩種薄膜的厚度平均值[9]。
(2) 將包裝薄膜安裝在放膜裝置處,并調試好各聯動配合動作。在恒定熱封時間下,BOPA/LDPE復合膜從110 ℃開始,每隔5 ℃調節不同熱封溫度進行熱封,一直到150 ℃,每個溫度下取樣10個。BOPP/CPP復合膜從140 ℃開始,每隔5 ℃調節不同熱封溫度進行熱封,一直到190 ℃,同樣每個溫度下取樣10個。在萬能試驗機檢測取樣的熱封強度,記錄平均值。
(3) BOPA/LDPE復合膜和BOPP/CPP復合膜在以上熱封溫度區間,每隔0.2 s進行熱封時間調節,從0.2 s~0.8 s進行變化,分別在每個溫度下熱封取樣10個,最后在萬能試驗機檢測取樣的熱封強度,記錄平均值。
3 結果與討論
3.1 熱封參數對BOPA/LDPE復合膜熱封強度的影響
圖2為在不同的熱封時間下,BOPA/LDPE復合膜隨著熱封溫度變化的熱封強度曲線。從圖2可以看出:在較低溫度115 ℃下,因熱封溫度沒有達到復合膜的熔融溫度,分子鏈運動弱,即使在較長的熱封時間,其膜也不能較好地熔接,熱封強度都較小;隨著溫度的升高,當熱封溫度達到120 ℃以上時,熱封強度急劇上升,熱封時間越長,其上升得越快;在熱封時間為0.6 s、熱封溫度為140 ℃時,熱封強度達到最大值71.8 N/15 mm;當熱封時間為0.8 s時,因時間過長導致熱封區出現褶皺和變薄現象,反而導致熱封強度下降[10];溫度繼續提高,熱封強度都呈緩慢下降趨勢,且壓制時間越長,下降越明顯,這是由于高溫下熱封時間過長導致熱封邊變薄所致。所以BOPA/LDPE復合膜熱封溫度控制在135 ℃~140 ℃、熱封時間為0.6 s 較合適。
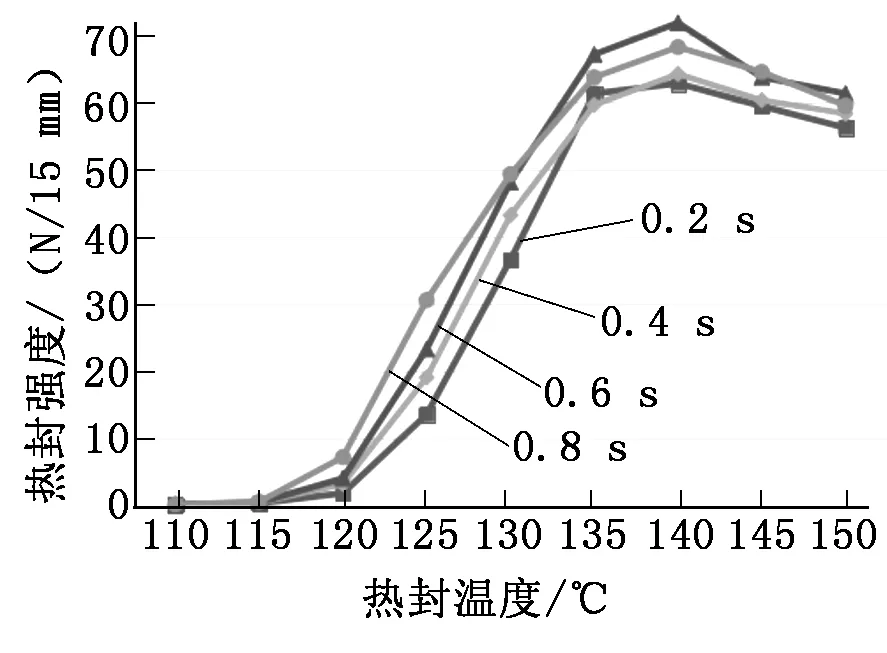
圖2 不同熱封時間下熱封溫度對BOPA/LDPE復合膜熱封強度影響
3.2 熱封參數對BOPP/CPP復合膜熱封強度的影響
圖3為在不同的熱封時間下,BOPP/CPP復合膜隨著熱封溫度變化的熱封強度曲線。從圖3可以看出:在較低溫度下,隨著熱封時間的增長,其熱封強度升高并不明顯,這是由于溫度過低,未能使復合膜熔融黏結在一起,延長熱封時間并不能使復合膜分子鏈交纏地更多;隨著溫度的上升,熱封強度逐漸增強,延長熱封時間,熱封強度也增大,在熱封溫度為180 ℃、熱封時間為0.4 s 時達到最大值52.9 N/15 mm;熱封時間0.8 s的壓制導致薄膜起皺明顯,反而導致熱封強度下降;當熱封溫度超過185 ℃后,熱封強度呈下降趨勢,且隨熱封時間的增長,熱封強度下降尤其明顯,這是由于熱封溫度過高、熱封時間過長,導致薄膜封邊壓制過薄,從而導致熱封強度下降。但通過觀察復合膜的熱封形態發現,熱封溫度在175 ℃以后開始出現褶皺收縮等變形情況,影響外觀和使用,所以BOPP/CPP復合膜熱封溫度控制在165 ℃~170 ℃、熱封時間為0.4 s較合適。
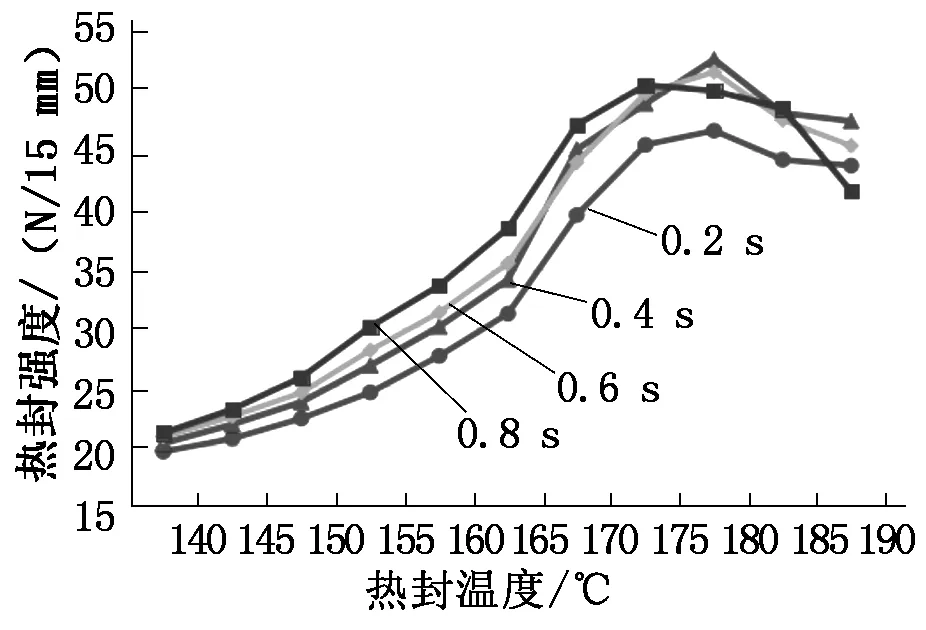
圖3 不同熱封時間下熱封溫度對BOPP/CPP復合膜熱封強度影響
4 結論
復合薄膜的包裝質量和復合膜的種類、包裝過程的工藝參數等都有直接的關系,熱封性能好的包裝可以保證包裝品良好的存儲、運輸和使用等。當包裝材料確定以后,熱封工藝參數將直接決定包裝質量的好壞。通過實驗得出以下結論:
(1) 當熱封壓力恒定,在一定的熱封時間下,隨著熱封溫度的提高,熱封強度會逐漸提高。在熱封溫度低于復合膜的黏流溫度以下,熱封強度提高非常有限。當熱封溫度升高至復合膜的黏流溫度區間時,熱封強度上升得非常明顯。但當達到一定峰值以后,熱封強度會呈緩慢下降趨勢,繼續提高熱封溫度,熱封強度會繼續下降,這是由于溫度太高導致封邊出現變薄破裂等缺陷。
(2) 隨著熱封時間的變化,在復合膜的黏流溫度以下,熱封強度上升緩慢,區分度不大。在復合膜的黏流溫度區間,熱封時間延長,熱封強度前期上升較快,但并不是熱封時間越長,熱封強度越高,尤其當到了一定的熱封強度峰值后,熱封時間越長,隨著溫度的升高,熱封強度反而下降得越快,因為熱封時間延長更容易導致復合膜出現褶皺、收縮和變薄等缺陷,所以在實際生產中熱封時間要和熱封溫度協調設置。
(3) 通過采用S-140S系列水平式自動包裝機對BOPA/LDPE復合膜、BOPP/CPP復合膜熱封強度的探究發現:BOPA/LDPE復合膜熱封溫度控制在135 ℃~140 ℃、熱封時間為0.6 s較合適;BOPP/CPP復合膜熱封溫度控制在165 ℃~170 ℃、熱封時間為0.4 s較合適。
