燃氣輪機缸體精加工工藝研究
2022-01-18 03:02:10岳歲寧
機械工程與自動化 2021年6期
關鍵詞:工藝
岳歲寧
(共享智能裝備有限公司,寧夏 銀川 750000)
0 引言
燃氣輪機又叫燃氣渦輪發動機,是一種旋轉式熱動力機械。燃氣輪機裝置主要由發電機、壓氣機、燃燒室、透平構成。
第二次工業革命后電力的使用需求直接促進了燃氣輪機的誕生。1939年瑞士BBC公司制成第一臺4 MW發電用燃氣輪機,經過80多年的發展,高溫材料、精密鑄造、精密加工、高溫部件冷卻和防腐、大型零件裝配等一系列重大技術得到突破,使得燃氣輪機制造技術達到很高的水平,集新技術、新材料、新工藝于一身,成為公認的“裝備制造業領域皇冠上的明珠”。
國外燃機技術起步早、發展快,已經形成了高度壟斷,重要的核心企業為ABB、西門子、GE、三菱等。由于我國工業技術、經濟能力以及能源政策等方面的原因,國內燃氣輪機技術長期以來一直發展緩慢,近年來國家發展改革委和國家能源局多次捆綁招標,以市場換技術,引進了GE、MHI、西門子等公司的重型燃機制造技術,并設立了燃氣輪機創新發展示范項目。依托這些示范項目,打破西方國家技術封鎖,將長期以來依賴進口的燃氣輪機產業核心技術逐步實現國產化。
1 燃氣輪機缸體精加工工藝路線
燃氣輪機裝置結構如圖1所示,其核心部件如進氣缸、壓氣缸、排氣缸、透平缸等零件均為上下半分體結構,零件單重從幾百斤到幾十噸不等,最大的進氣缸單重接近50噸。

圖1 燃氣輪機裝置結構
圖2為某型號燃氣輪機壓氣缸結構,其余幾種缸體雖然外形和加工特征不同,但是整體加工精度要求相似,且都為上下半結構,精加工有相同的工藝路線。缸體的基本加工工藝路線如下:
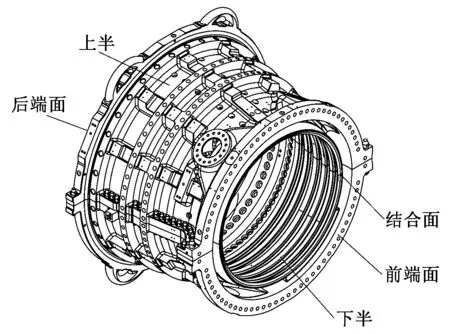
圖2 某型號燃氣輪機壓氣缸結構
(1) 目視檢查毛坯標識,鑄件樣沖,檢查鑄件噴涂、漆層狀況,檢查鑄件表面有無銹蝕、有無磕碰缺材等情況。三維劃線儀復線檢驗鑄件加工留量是否合格,劃結合面加工圍線,劃前、后端面加工圍線,劃工件中心線。
(2) 數控鏜銑床粗銑前法蘭端面,按線留量2 mm。
(3) 等高支頂前端面,按結合面劃線找正,允差小于0.5 mm;粗銑結合面,按線留量0.5 mm;加工結合面合缸工藝銷孔、工藝螺栓孔(相對圖紙尺寸留量加工);加工立車找平找正基準面。
(4) 清理上下半結合面上的毛刺。以定位銷孔為基準定位,裝配上下半(軸承蓋)。合缸螺栓的扭矩參照規范給定;合缸完成后使用塞尺分別檢驗結合面間隙,要求0.03 mm塞尺探入深度不超過12.5 mm,若不符合要求,拆缸后使用研磨方法返修結合面,修至間隙合格。
(5) 等高支頂前端面,按第(3)步加工基準找平找正,允差小于0.05 mm;粗車后端面、內外圓、槽等特征,單邊留量2 mm;翻件等高支頂后端面,車前端面內外圓、槽等特征,單邊留量2 mm。
(6) 拆分工件,按照規范要求執行去應力操作(自然時效或震動時效處理),釋放工件加工應力;檢查各加工面和結合面是否存在毛坯缺陷。
(7) 等高支頂前端面,按結合面找正,允差小于0.05 mm;銑結合面到線;加工結合面合缸銷孔、螺栓孔和內外圓其他加工特征;加工立車找平找正基準面;加工第(10)步鏜銑床B軸找零基準。
(8) 鉗工操作平臺清理上下半結合面上的毛刺。以定位銷孔為基準定位,裝配上下半(軸承蓋)。合缸螺栓的扭矩參照規范給定;合缸完成后使用塞尺分別檢驗結合面間隙,要求0.03 mm塞尺探入深度不超過12.5 mm,若不符合要求,拆缸后使用研磨方法返修結合面,修至間隙合格。
(9) 等高支頂前端面,按第(8)步加工基準找平找正,允差小于0.05 mm;精車后端面、內外圓、槽等特征;翻件等高支頂后端面,車前端面內外圓、槽等特征。
(10) 等高支頂后端面,按已加工外(內)圓找中心,按第(7)步加工基準找B軸零點,允差小于0.05 mm;主軸加工周身徑向孔和其他剩余特征;直角附件加工前后法蘭端面孔;萬向附件加工周身斜孔。
(11) 完成工件去毛刺、處理接刀、光滑過渡、配件裝配等圖紙要求內容。
上述工藝路線可覆蓋GE、西門子多個系列燃機產品的加工。差別在于需要按照工件的外形輪廓和毛坯重量選擇合適的機床型號,通常外圓直徑2 m以下的零件選擇130鏜銑(鏜桿直徑130 mm)和2.5 m(工作臺直徑)立車;外圓直徑2 m~4 m的零件選擇160鏜銑和4 m立車;外圓直徑大于4 m的零件選擇225鏜銑和6.3 m立車或者8 m立車。
2 燃氣輪機缸體葉根槽加工工藝
燃氣輪機進氣缸、壓氣缸、排氣缸、透平缸等缸體類零件內圓部分都設計了多排固定葉片的葉根槽,用來裝配靜葉片。圖3展示了燃氣輪機一種常見的葉根槽槽型和加工要求,從加工公差要求可以看出,槽寬和槽深要求都非常高。對于燃氣輪機缸體精加工而言,葉根槽的加工是燃氣輪機缸體精加工的重難點之一。
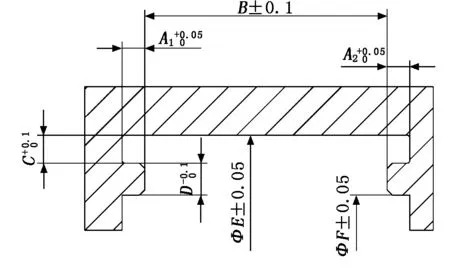
圖3 一種燃氣輪機葉根槽加工要求
圖4為葉根槽的精車工藝,其具體步驟如下:
(1) 在粗車工序使用8 mm直槽刀粗加工葉根槽,直槽端面和內圓均留量2 mm,勾槽不加工,如圖4(a)所示。
(2) 在粗車工序使用8 mm直槽刀先用粗加工路徑加工葉根槽內圓至留量0.4 mm,然后使用精加工路徑精修葉根槽,加工葉根槽B尺寸到位,如圖4(b)所示。使用標準量塊測量槽寬,使用內徑千分尺測量葉根槽內圓尺寸ΦE和ΦF。
(3) 使用4 mm勾刀(左手)加工左側溝槽至尺寸,如圖4(c)所示。A1尺寸使用外勾卡尺直接測量,使用機床打表驗證,C尺寸使用量塊直接測量,D尺寸使用壁厚千分尺直接測量。
(4) 使用4 mm勾刀(右手)加工右側溝槽至尺寸,圖4(d)所示。A2尺寸使用外勾卡尺直接測量,使用機床打表驗證,C尺寸使用量塊直接測量,D尺寸使用壁厚千分尺直接測量,加工完成后使用型線樣板檢測葉根槽。

圖4 葉根槽加工工藝
詳細的葉根槽加工參數如表1所示。

表1 葉根槽加工參數
3 結語
本文歸納了燃氣輪機缸體的精加工工藝路線,同時給出了燃氣輪機缸體葉根槽的精加工方法和加工參數,通過企業加工試驗,生產的零件完全滿足圖紙設計要求。通過企業自身的研究和改進,解決了燃氣輪機缸體葉片槽加工的難題,為同類產品的加工制造提供了現實依據,也為燃氣輪機技術國產化積累了寶貴經驗。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
