基于DLP的珠寶樹脂3D打印工藝研究*
2022-01-19 06:12:32麥麥提熱伊木江圖爾烏日開西艾依提
制造技術(shù)與機(jī)床 2022年1期
關(guān)鍵詞:特征
麥麥提熱伊木江·圖爾 烏日開西·艾依提
(新疆大學(xué)機(jī)械工程學(xué)院,新疆 烏魯木齊 830047)
3D打印技術(shù)又被稱為快速成型技術(shù)、增材制造技術(shù)[1-2]。因3D打印技術(shù)具有制造周期短、制造形狀復(fù)雜、無需模具、材料利用率高和制造成本低等特點(diǎn),在模具制造、航空航天、醫(yī)療、精密鑄造及珠寶等領(lǐng)域得到了越來越多的應(yīng)用[3-12]。3D打印與傳統(tǒng)的珠寶熔模鑄造技術(shù)相結(jié)合,使具有復(fù)雜精細(xì)的結(jié)構(gòu)的定制化珠寶首飾的制作變得方便快捷。與熔模鑄造技術(shù)配合使用的3D打印技術(shù)有熔融成型技術(shù)(fused deposition modeling,F(xiàn)DM)、選擇性激光燒結(jié)技術(shù)(selective laser sintering,SLS)、數(shù)字光處理技術(shù)(digital light processing,DLP)。其中DLP打印技術(shù)因打印精度高、速度快及造價(jià)低等特點(diǎn)成為小尺寸、高精度熔模制作的主要打印工藝。
對(duì)于DLP打印工藝來說,曝光時(shí)間和模型成型方向是影響打印成型精度的重要參數(shù),對(duì)于不同的樹脂材料,打印時(shí)選擇的工藝參數(shù)也不相同。本文將針對(duì)這兩個(gè)工藝參數(shù)對(duì)珠寶樹脂DLP打印成型精度的影響規(guī)律進(jìn)行研究。
1 DLP打印原理
DLP打印技術(shù)的原理是將模型的分層圖形以面投影的方式逐層投影在樹脂槽中的打印平臺(tái)下表面,待一層樹脂固化后打印平臺(tái)提升一個(gè)層高,再進(jìn)行一層樹脂固化,如此逐層固化樹脂直至整個(gè)模型打印完成,原理如圖1所示。因?yàn)榇蛴∵^程中模型是倒置懸掛狀態(tài),逐層提升完成層層疊加,所以樹脂槽中所需的材料很少,相對(duì)于SLA工藝節(jié)省材料,但不適用制作尺寸、重量大的模型。DLP的主要工藝參數(shù)有單層曝光時(shí)間,成型方向和切片層厚,切片層厚是所有3D打印工藝的共性問題,較小的層厚有助于提高打印精度,但也會(huì)降低打印速度。每層打印時(shí)的曝光時(shí)間會(huì)影響實(shí)際打印的層厚,而且不同種類的樹脂所需的曝光時(shí)間也不相同,因此對(duì)曝光時(shí)間的是DLP工藝的重要參數(shù)。3D打印過程是逐層堆積的過程,分層過程和層疊過程中都會(huì)有近似形狀的問題,因此模型在打印過程中的成型方向也會(huì)影響打印精度。

2 打印實(shí)驗(yàn)
2.1 測(cè)試試樣模型設(shè)計(jì)
為了研究單層曝光時(shí)間和成型方向?qū)Τ尚图鹊挠绊懀O(shè)計(jì)了25 mm×25 mm×5 mm的基座,在基座上表面和側(cè)面布置了不同的測(cè)試特征,如圖2所示。上表面和側(cè)面的同類特征的尺寸相同,但成型方向不同,具體尺寸參數(shù)如表1所示。
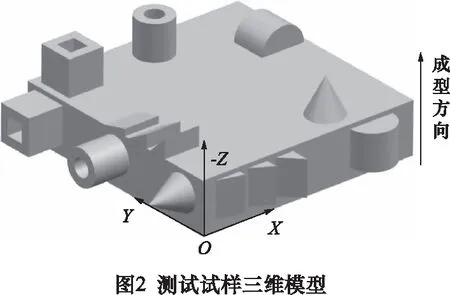

表1 特征類型及設(shè)計(jì)尺寸
2.2 實(shí)驗(yàn)參數(shù)設(shè)定
模型設(shè)計(jì)完成之后以STL格式輸出,再將STL文件導(dǎo)入實(shí)驗(yàn)用3D打印機(jī)的切片軟件進(jìn)行切片。基層固化時(shí)間、基層層數(shù)及層厚采用3D打印機(jī)(MoonRay-D)的默認(rèn)參數(shù),曝光時(shí)間為8.5 s,9.5 s,10.5 s,具體參數(shù)如表2所示。

表2 打印參數(shù)
將珠寶鑄造樹脂(EPIC-2000ST)搖勻倒入料槽,待樹脂表面的氣泡消失后開始打印。每一種曝光時(shí)間打印3件試樣。打印完成后將測(cè)試試樣從打印平臺(tái)取下,泡在無水乙醇中清洗,再將測(cè)試試樣放入固化箱里進(jìn)行二次固化,打印完成的試樣如圖3所示。

3 結(jié)果與討論
在去除支撐后同一個(gè)曝光時(shí)間下的3種試樣使用VHX-6000超景深顯微鏡對(duì)測(cè)試試樣上表面和側(cè)面的特征模型尺寸進(jìn)行測(cè)量取平均值。
(1)方管
圖4為上表面和側(cè)面的方管特征,對(duì)方管特征的各個(gè)尺寸進(jìn)行了測(cè)量,并與設(shè)計(jì)尺寸進(jìn)行了對(duì)比,各尺寸的誤差如圖5所示。


從圖5可看出,方管的外輪廓尺寸比設(shè)計(jì)尺寸小(相對(duì)誤差為負(fù)),方管的內(nèi)孔尺寸比設(shè)計(jì)尺寸大(相對(duì)誤差為正)。這表明方管的壁厚比設(shè)計(jì)尺寸薄,主要是由于分層截面圖像投在液態(tài)樹脂上時(shí),分層截面輪廓邊緣的光強(qiáng)相對(duì)輪廓中心較弱,加之投影元件像素分辨率的原因,使分層截面輪廓邊緣的曝光相對(duì)于中心部分不充分。這種現(xiàn)象類似于將位圖圖像放大時(shí),圖像邊緣呈現(xiàn)出的模糊的鋸齒邊界。上表面的方管輪廓尺寸誤差比側(cè)面的方管小,高度方向的誤差側(cè)面的比上表面的小,這主要是因?yàn)樯媳砻娴姆焦芨叨确较蚣礊榍衅謱拥姆较颍謱拥恼`差影響了高度。
曝光時(shí)間對(duì)打印精度有顯著影響,曝光時(shí)間過短會(huì)導(dǎo)致樹脂不能充分固化,使打印出的特征邊界輪廓不規(guī)則。曝光時(shí)間沒有影響各個(gè)尺寸誤差的趨勢(shì),總體上看曝光時(shí)間為9.5 s時(shí)各尺寸的誤差較小。
從外觀上看,上表面的方管除曝光時(shí)間8.5 s外,其他兩個(gè)曝光時(shí)間的方管宏觀形狀規(guī)整,棱角比較分明。相比之下位于側(cè)面的方管外壁下邊沿不平整,這是因?yàn)橄逻呇卦诖蛴∈翘幱谙路剑毓獯螖?shù)比其上方的各層少。在當(dāng)前層進(jìn)行曝光時(shí),投影到液態(tài)樹脂上的光會(huì)在樹脂固化前透過液態(tài)樹脂照在上一層固化的面上,因此處于上方的層與下方的層相比,被曝光的次數(shù)相對(duì)多一些,使輪廓形狀更容易保證。靠近下邊沿的最后幾層曝光次數(shù)相對(duì)較少,容易導(dǎo)致形狀有偏差。此外,樹脂在固化過程中也會(huì)發(fā)生一定的收縮,方管的水平下邊沿在靠邊的區(qū)域也出現(xiàn)了一定的收縮翹曲。
(2)圓管
圖6為上表面和側(cè)面的圓管特征,其誤差的特點(diǎn)與方管相似。對(duì)圓管特征的各個(gè)尺寸進(jìn)行了測(cè)量,并與設(shè)計(jì)尺寸進(jìn)行了對(duì)比,各尺寸的誤差如圖7所示。

從圖7可看出,圓管外輪廓尺寸比設(shè)計(jì)尺寸小,圓管的內(nèi)孔尺寸比設(shè)計(jì)尺寸大,說明圓管的壁厚比設(shè)計(jì)尺寸薄,與方管表現(xiàn)出的誤差特點(diǎn)相似。上表面的圓管輪廓尺寸誤差比側(cè)面的圓管小,高度方向的誤差上表面的比側(cè)面的小。總體上看曝光時(shí)間為9.5 s時(shí)各尺寸的誤差較小。
從外觀上看,曝光時(shí)間8.5 s時(shí)上、側(cè)面的圓管外形誤差明顯較大,其他兩個(gè)曝光時(shí)間的圓管宏觀形狀規(guī)整。但是側(cè)面的圓管相對(duì)較“扁”,內(nèi)孔及管壁的誤差明顯比上表面的圓管誤差大。從分層方向判斷,上表面的圓管是直徑相同的圓環(huán)疊加,因此尺寸規(guī)整。而側(cè)面的圓管精度受到分層誤差的導(dǎo)致的臺(tái)階效應(yīng)的影響,致使形狀偏差較大。

(3)圓錐
圖8為上表面和側(cè)面的圓錐特征。對(duì)圓錐特征的各個(gè)尺寸進(jìn)行了測(cè)量,并與設(shè)計(jì)尺寸進(jìn)行了對(duì)比,各尺寸的誤差如圖9所示。


從圖9可看出,圓錐底面外輪廓尺寸和高度都比設(shè)計(jì)尺寸小,而且高度尺寸誤差更為明顯。與側(cè)面的圓管和方管的成型誤差較大不同,圓錐在上表面和側(cè)面成型時(shí)的誤差相差不大。總體上看,曝光時(shí)間為9.5 s時(shí)各尺寸的誤差較小。
從外觀上看,2個(gè)表面的圓錐特征都有明顯的“臺(tái)階效應(yīng)”造成的波紋,而且圓錐頂部不尖銳。這與投影元件分辨率有關(guān),實(shí)驗(yàn)用的打印機(jī)在XY平面內(nèi)的最小分辨率75 μm,而且在尖角附近的光強(qiáng)相對(duì)較低,因此不可能曝光形成尖銳的尖角,這也是造成圓錐高度誤差大的主要原因。
(4)半圓柱
圖10為上表面和側(cè)面的半圓柱特征。對(duì)半圓柱特征的直徑尺寸進(jìn)行了測(cè)量,并與設(shè)計(jì)尺寸進(jìn)行了對(duì)比,誤差如圖11所示。


從圖11可看出,2個(gè)表面的半圓柱面直徑都比設(shè)計(jì)尺寸小,而且在上表面半圓柱的直徑明顯較大。總體上看,曝光時(shí)間為9.5 s時(shí)的誤差較小。
從外觀上看,在上表面的半圓柱有明顯的“臺(tái)階效應(yīng)”,這也是導(dǎo)致直徑尺寸誤差的主要原因。而在側(cè)面的半圓柱的軸線方向即為分層方向,打印過程中每層的截面輪廓形狀和尺寸均相同,不存在臺(tái)階效應(yīng),因此尺寸誤差小。
(5)斜面
圖12為上表面和側(cè)面的斜面特征。對(duì)斜面特征的各個(gè)角度進(jìn)行了測(cè)量,并與設(shè)計(jì)角度進(jìn)行了對(duì)比,各角度的誤差如圖13所示。
從圖13可看出,試樣的角度尺寸均比設(shè)計(jì)值小,而且側(cè)面打印的斜面特征的角度誤差稍大。總體上看,曝光時(shí)間為9.5 s時(shí)的誤差較小。


從外觀上看,在上表面的斜面有明顯的“臺(tái)階效應(yīng)”,而在側(cè)面的斜面其截面輪廓形狀和尺寸均相同,不存在臺(tái)階效應(yīng),因此尺寸誤差小。
圖14為試樣上表面和側(cè)面的特征在不同的曝光時(shí)間下的平均相對(duì)誤差。可見3種曝光條件下,上表面和側(cè)面的特征都比設(shè)計(jì)尺寸小,而且有隨著曝光時(shí)間增大誤差先減后增的趨勢(shì),曝光時(shí)間為9.5 s時(shí)誤差較小。曝光時(shí)間過短導(dǎo)致每層沒有完全固化使誤差較大,而曝光時(shí)間過長(zhǎng)導(dǎo)致了過固化,增加了收縮量,使誤差增大。

4 結(jié)語
研究了DLP工藝打印珠寶樹脂材料過程中,單層曝光時(shí)間和成型方向?qū)€(gè)特征打印精度的影響,主要結(jié)論如下:
(1)單層曝光時(shí)間對(duì)打印精度有明顯的影響,曝光時(shí)間較小時(shí),每個(gè)分層都得不到充分的固化,會(huì)造成較大的尺寸偏差;當(dāng)曝光時(shí)間過長(zhǎng)時(shí),會(huì)導(dǎo)致被固化的面積增加,也會(huì)造成零件的尺寸誤差。實(shí)驗(yàn)結(jié)果表明,曝光時(shí)間為9.5 s時(shí),各種特征的總體誤差較小。
(2)相同尺寸的特征在成型方向不同時(shí),其打印誤差也不相同。當(dāng)方管、圓管、圓錐和半圓柱體的軸線方向,以及斜面棱柱的高度方向與分層切片的方向相同時(shí),可以避免“臺(tái)階效應(yīng)”,有利于保證輪廓精度。
猜你喜歡
數(shù)學(xué)小靈通·3-4年級(jí)(2024年2期)2024-05-15 02:02:28
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2022年3期)2022-04-26 14:04:16
數(shù)學(xué)年刊A輯(中文版)(2020年1期)2020-05-19 00:30:36
空間科學(xué)學(xué)報(bào)(2020年2期)2020-04-01 03:50:40
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
中等數(shù)學(xué)(2019年8期)2019-11-25 01:38:14
當(dāng)代陜西(2019年10期)2019-06-03 10:12:04
新聞傳播(2018年11期)2018-08-29 08:15:24
數(shù)學(xué)小靈通·3-4年級(jí)(2017年9期)2017-10-13 08:10:54
廣西科技大學(xué)學(xué)報(bào)(2016年1期)2016-06-22 13:10:38